Методические указания к лабораторным занятиям Рекомендовано учебнометодической комиссией
 Скачать 1.46 Mb. Скачать 1.46 Mb.
|

|
Время горения дуги, ч, (основное время) определяется по формуле  (1.6) (1.6)Полное время сварки (наплавки), ч, приближенно определяется по формуле  (1.7) (1.7)где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55. Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле  (1.8) (1.8)где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (kЭ=1,35 ÷ 1,45). Расход электроэнергии, кВт· ч, определяется по формуле  (1.9) (1.9)где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO– мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т – полное время сварки или наплавки, ч. Значения η источника питания сварочной дуги и WO можно принять по таблице:
3. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 1. Ознакомиться с сущностью ручной дуговой сварки. 2. Используя прил. 1, выполнить эскиз сварной конструкции согласно выданному варианту задания. 3. Используя ГОСТ 16037–80 и ГОСТ 5264-80, с учётом типа соединения, выполнить эскиз сечения шва с указанием его размеров. 4. Рассчитать основные технологические параметры сварки. 4.1 В зависимости от толщины свариваемого металла S, мм, выбрать диаметр электрода  , мм, по табл. 1. , мм, по табл. 1.4.2 В зависимости от марки свариваемого материала и условий работы изделия, выбрать тип и марку электрода (прил. 2). 4.3Определить величину сварочного тока (1.1). 4.4 Определить скорость сварки (1.2). 4.5 Назначить последовательность (очерёдность) сварки швов и направление сварки (обратноступенчатый, двойным слоем, каскадом и т.д.). Нарисовать эскиз сварки труб. 4.6 Определить массу наплавленного металла (1.4-1.5). 4.7 Определить полное время сварки (1.7). 4.8 Определить расход электродов (1.8). 4.9 Определить расход электроэнергии (1.9). ОФОРМЛЕНИЕ ОТЧЁТА Отчёт должен содержать. наименование и цель практической работы; эскиз заданной сварной конструкции; эскиз сечения сварного шва; эскиз последовательности сварки; расчёты основных технологических параметров сварки. СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ Акулов, А. И. Технология и оборудование сварки плавлением и термической резки : учебник для вузов / А. И. Акулов [и др.]. – М.: Машиностроение, 2003. – 560 с. Лихачев, В. Л. Электросварка: справочник / В. Л. Лихачев [и др.]. – М. : Солон-Пресс, 2004. – 672 с. Справочник сварщика / под ред. В. В. Степанова. – М.: Машиностроение, 1982. – 560 с. ГОСТ 5264–80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. – М.: Изд-во стандартов, 1993. – 64 с. ГОСТ 16037–80. Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры. – М.: Изд-во стандартов, 1980. – 46 с. ГОСТ 2601–84. Сварка металлов. Термины и определения основных понятий. – М.: Изд-во стандартов, 1990. – 56 с. ГОСТ 11969–79. Сварка плавлением. Основные положения и их обозначения. – М.: Изд-во стандартов, 1979. – 5 с. ПРИЛОЖЕНИЕ П1 Задание для расчёта ручной дуговой сварки 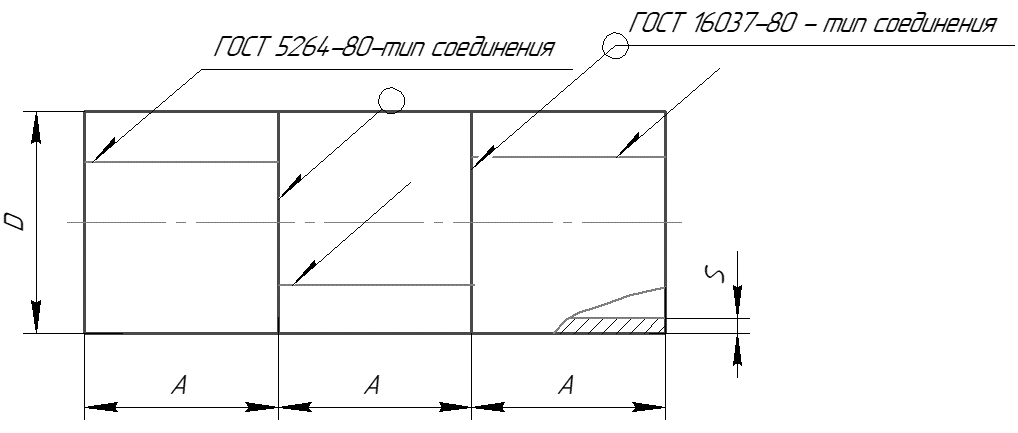
ПРИЛОЖЕНИЕ П2 Сварочные материалы для ручной сварки
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||