Методические указания к лабораторным занятиям Рекомендовано учебнометодической комиссией
 Скачать 1.46 Mb. Скачать 1.46 Mb.
|

|
2.3. Расход сварочных материалов Расход электрода на погонную длину шва 1 м
где Qн – масса наплавленного металла, г; k– коэффициент учитывающий неизбежные потери электродов или проволоки. Коэффициент kэ, учитывающий потери присадочного металла (по данным монтажных участков Министерства строительства электростанции), определяется по таблице 8 Таблица 8.
Расход электродной проволоки при укрупненных расчетах принимается равным массе наплавленного металла шва с учетом 3% потерь на обрубку концов проволоки при зарядке кассет, неиспользуемые концы и т. д. Расход флюса определяется опытным путем. Для ориентировочных расчетов расход флюса может быть принят 1,2–1,4 от массы расходуемой электродной проволоки. Норма расхода защитного газа на одно изделие.
где  – время на подготовительно-заключительные операции (0,05 при сварке плавящимся электродом), мин; – время на подготовительно-заключительные операции (0,05 при сварке плавящимся электродом), мин;qг – оптимальный расход защитного газа, м3/мин. Для механизированных способов сварки qг=2,3310-4 м3/мин 2.4. Расчет расхода электроэнергии:
где Iсв – сила тока, А; UД – напряжение, В; Тосн – основное время сварки;  – КПД источника питания сварочной дуги. – КПД источника питания сварочной дуги.3.Пример расчёта. Рассчитать норму времени на партии секторных отводов, основные данные для расчёта приведены в таблице 9. Таблица 9
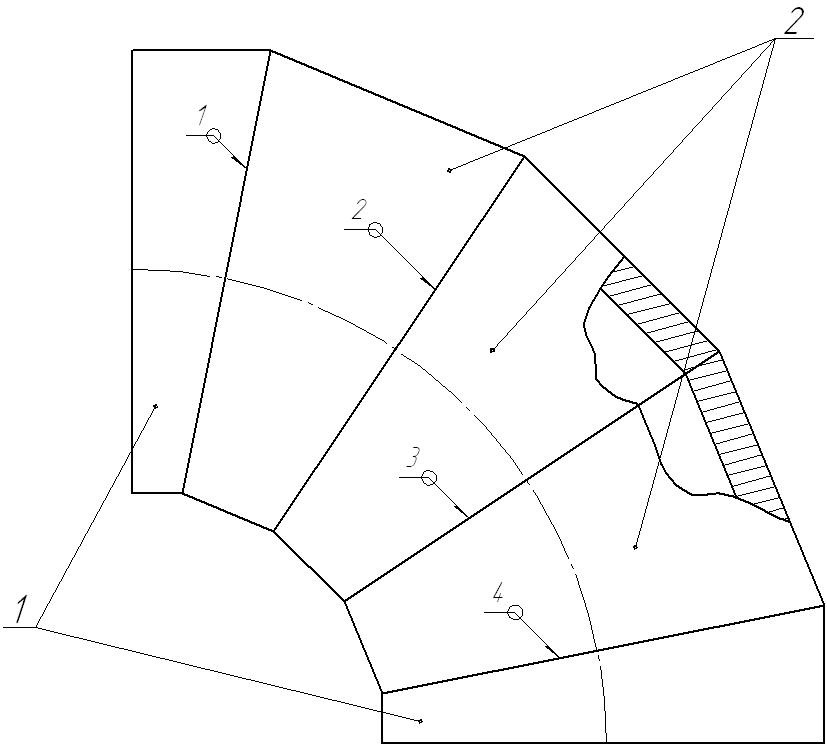 Рис.1. Конструкция секторных отводов 3.1.Основное время сварки Эскиз сварного шва представлен на рис. 2. Разделка кромок производится в соответствии с ГОСТ 16037-80 (Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры). Условное обозначение шва С54.  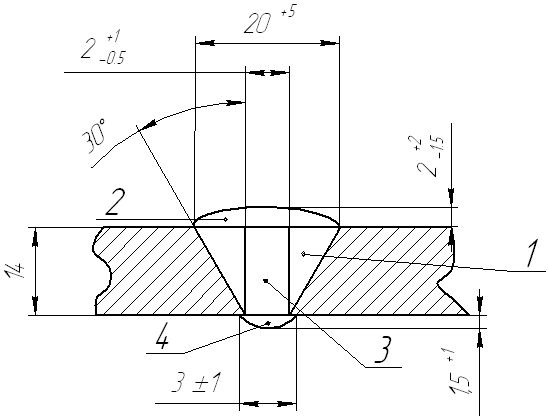 Рис. 2 Эскиз шва. Площадь сечения шва равна сумме площадей сечения двух треугольников, прямоугольника и двух сегментов. 2 F1=2×0,5×8×14=112 мм2 F2=0,75 F3=2×14=28 мм2 F4=0,75 Fшва=2 F1+ F2+ F3+ F4 + F5=1,735 см2 Общая длина швов L=1550 см. Сварку производят электродами УОНИ-13/45 диаметром 5 мм при токе 180 А. Коэффициент наплавки для УОНИ-13/55 = 9 г/а∙ч (для кольцевого шва, свариваемого с поворотом). Подставляем полученные значения F и L в формулу для подсчета массы наплавленного металла Qн=1,735×1550×7,8= 20976,15 г Тосн=  мин. мин.3.2. Вспомогательное время, связанное со свариваемым швом. Суммарная длинна сварных швов конструкции составляет 15,5 м, длинна зачищаемых кромок составляет 15,5 м Находим время на смену электродов (t1). По табл. для электрода диаметром 5 мм при нижнем положении шва время на смену электродов при наплавке 1 см3 металла равно 0,027 мин.t1=0,027×2681=72,4 мин 3.3.Время t2 на измерение и осмотр шва t2=15,5  0,35=3,425 мин. 0,35=3,425 мин.3.4.Для определения времени на зачистку швов t3 принимаем, что шов заваривается в пять слоев, тогда t3=15,5×[0,6+ 1,2(5-1) ]=83,5 мин. 3.5.Находим время на установку, поворот и снятие детали t4. Считаем, что установка была одна, а поворотов было три и что деталь снималась один раз. По таблице при весе детали 1068 кг находим время: для установки 2,8 мин, для поворота 2,8 мин, для снятия детали 2,7 мин. t4=2,8 1+2,8 3+2,7 1=13,9 мин.Определяем: Твсп = t1+t2+t3+t4+t5 Tвсп=72,4+3,4+83,5+13,9=173,2 мин 3.6.Расчет оперативного времени на сварку. Топ=Тосн+Твсп=777+173,2=950 мин Находим время на обслуживание рабочего места (при работе на открытых площадках оно равно 5% оперативного времени): Тобс=950×0,05=47,5 мин 3.7.Расчет времени на отдых и естественные надобности. Считаем положение сварки удобным, тогда Тотд=950×0,06=57 мин 3.8.Штучное время сварки: Тшт = 950+47,5+57= 1054,5 мин. 3.9.Подготовительно-заключительное время Тп-з из таблицы 7 принимаем равным 10 мин. Тпар=3×1054+10=3172 мин.=52,7 ч 3.10.Расход сварочных материалов Qэ= 3(1,720976,15)=106978,4 г 3.11.Расчет расхода электроэнергии:  148,6 кВтч 148,6 кВтчВ качестве задания предлагается провести расчёт нормы времени, расхода электроэнергии, и сварочных материалов на партию изделий. При расчёте назначить тип сварного шва согласно ГОСТ. В табл. 10, 11, 12, 13, 14 тип электрода: 1.МР-3; 2.УОНИ-13/45; 3.УОНИ-13/55; 4.ОЗС-6; 5.АНО-5 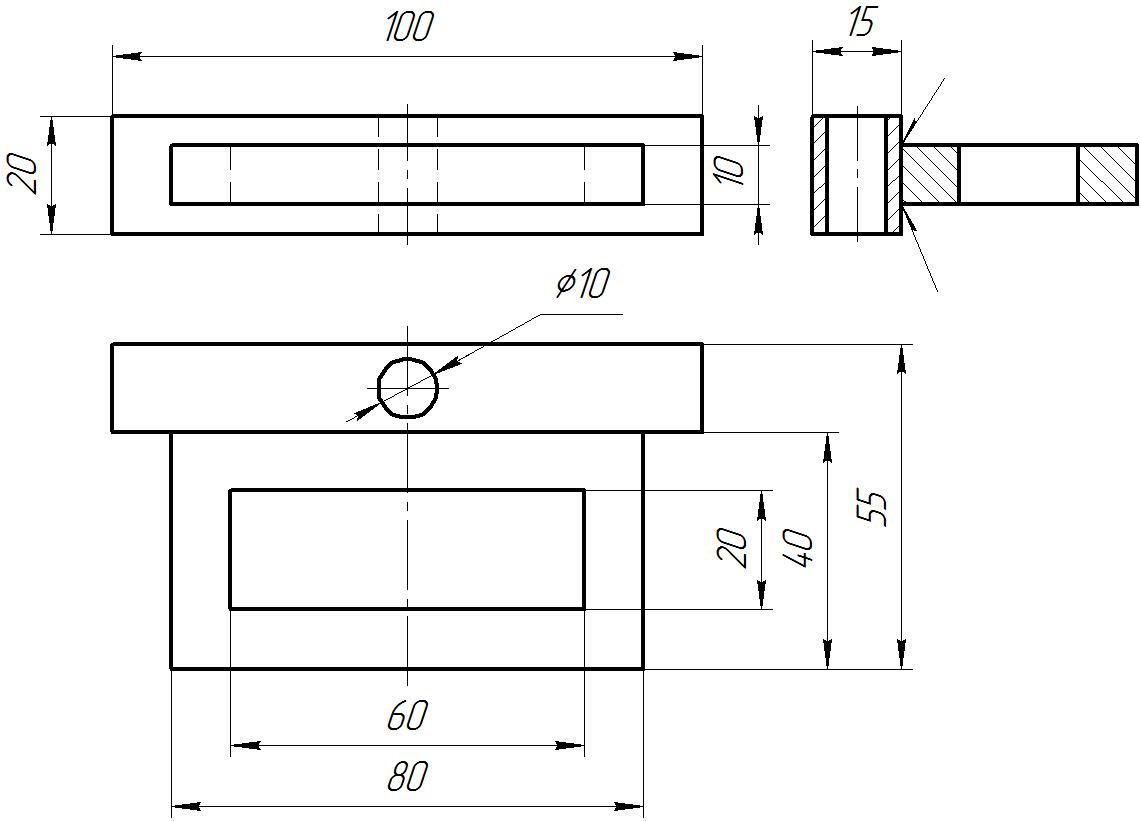 Рис.3. Изделие для вариантов 1-5 Таблица 10
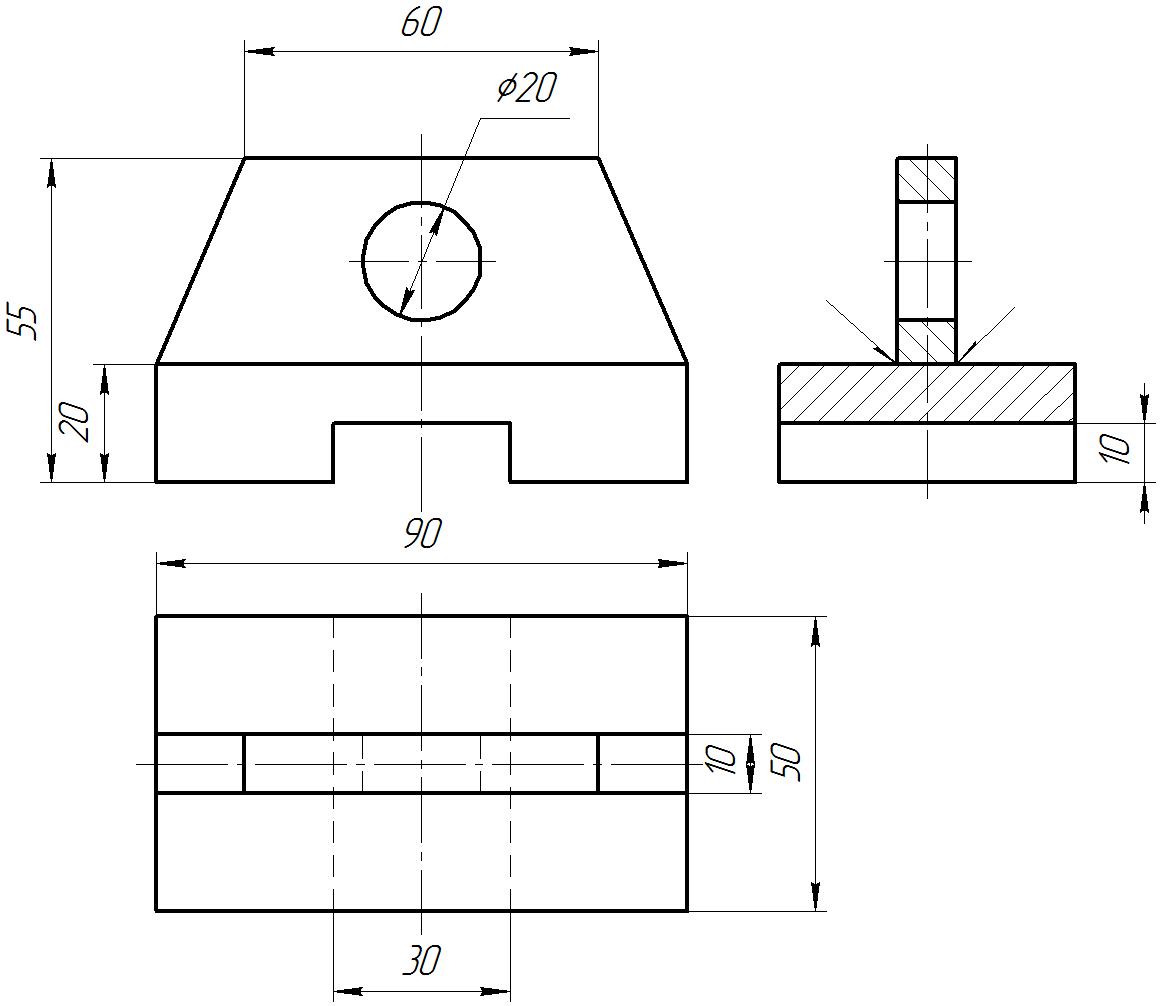 Рис.3. Изделие для вариантов 6-10 Таблица 11
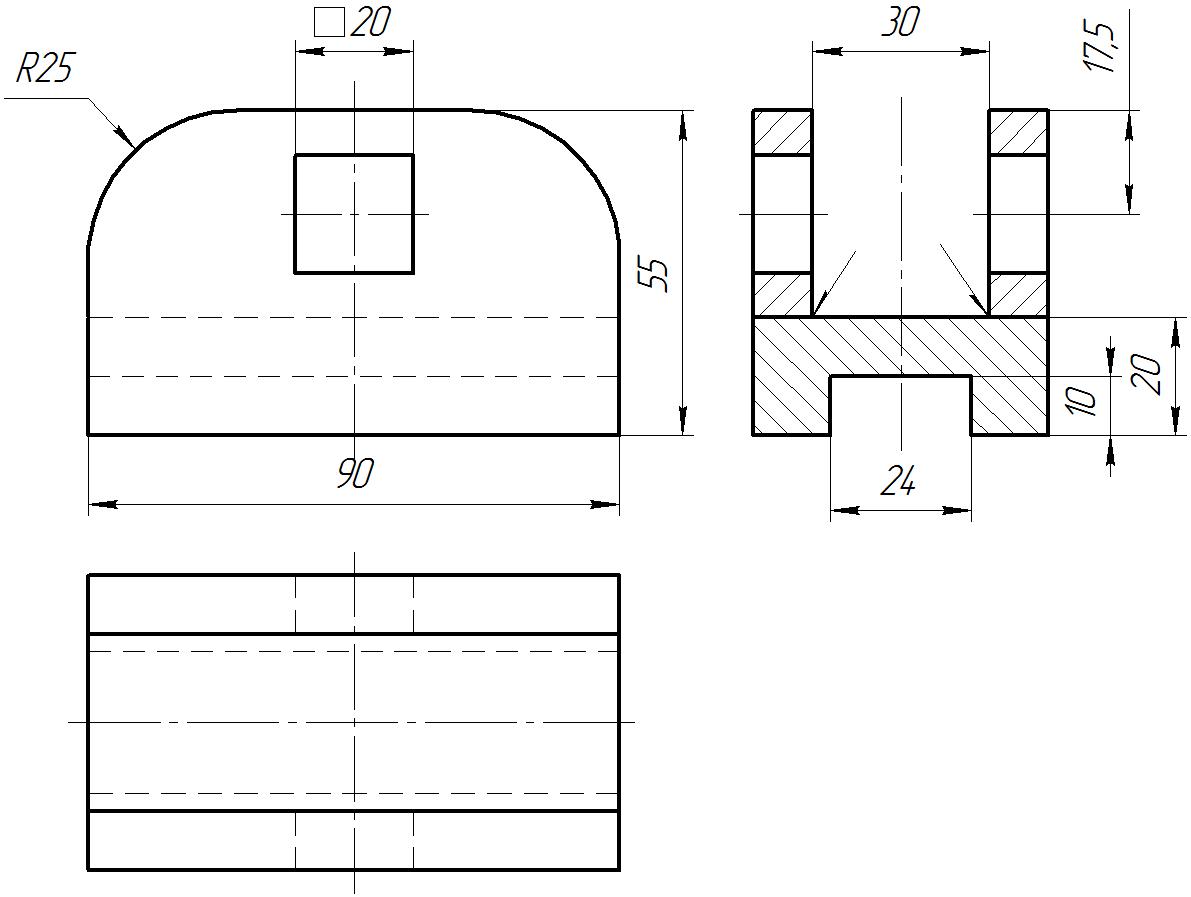 Рис.3. Изделие для вариантов 11-15 Таблица 12
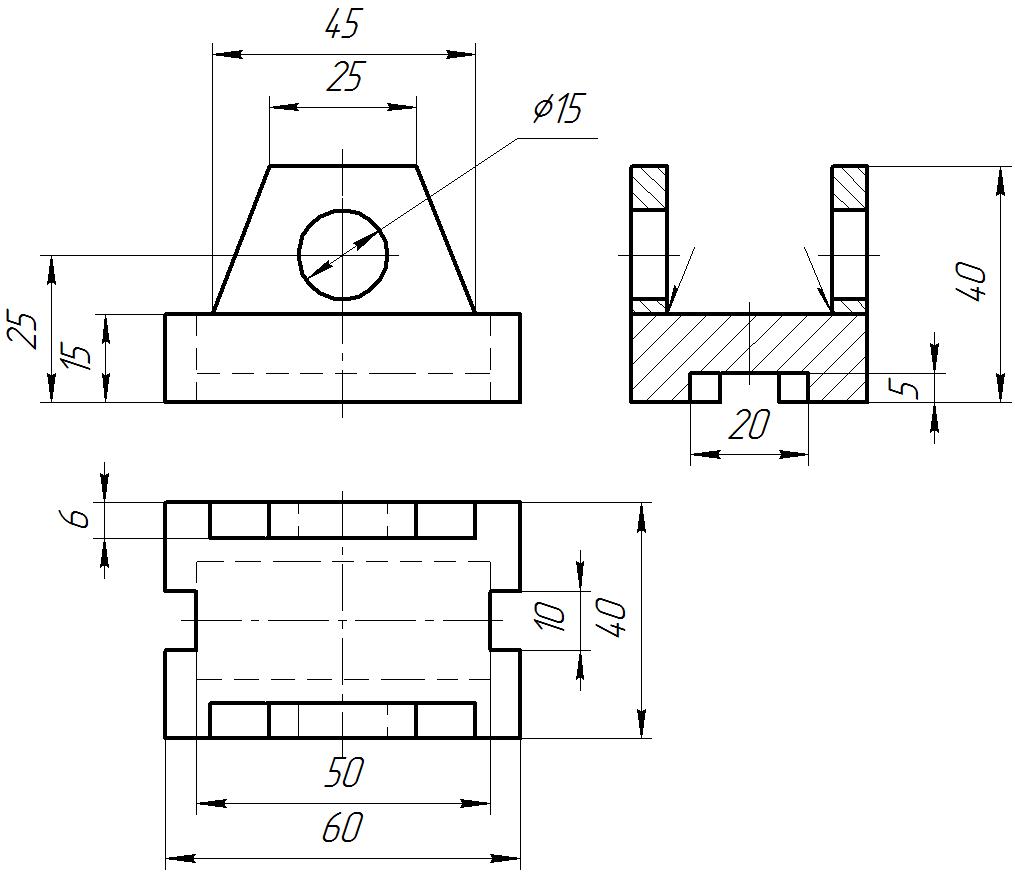 Рис.3. Изделие для вариантов 16-20 Таблица 13
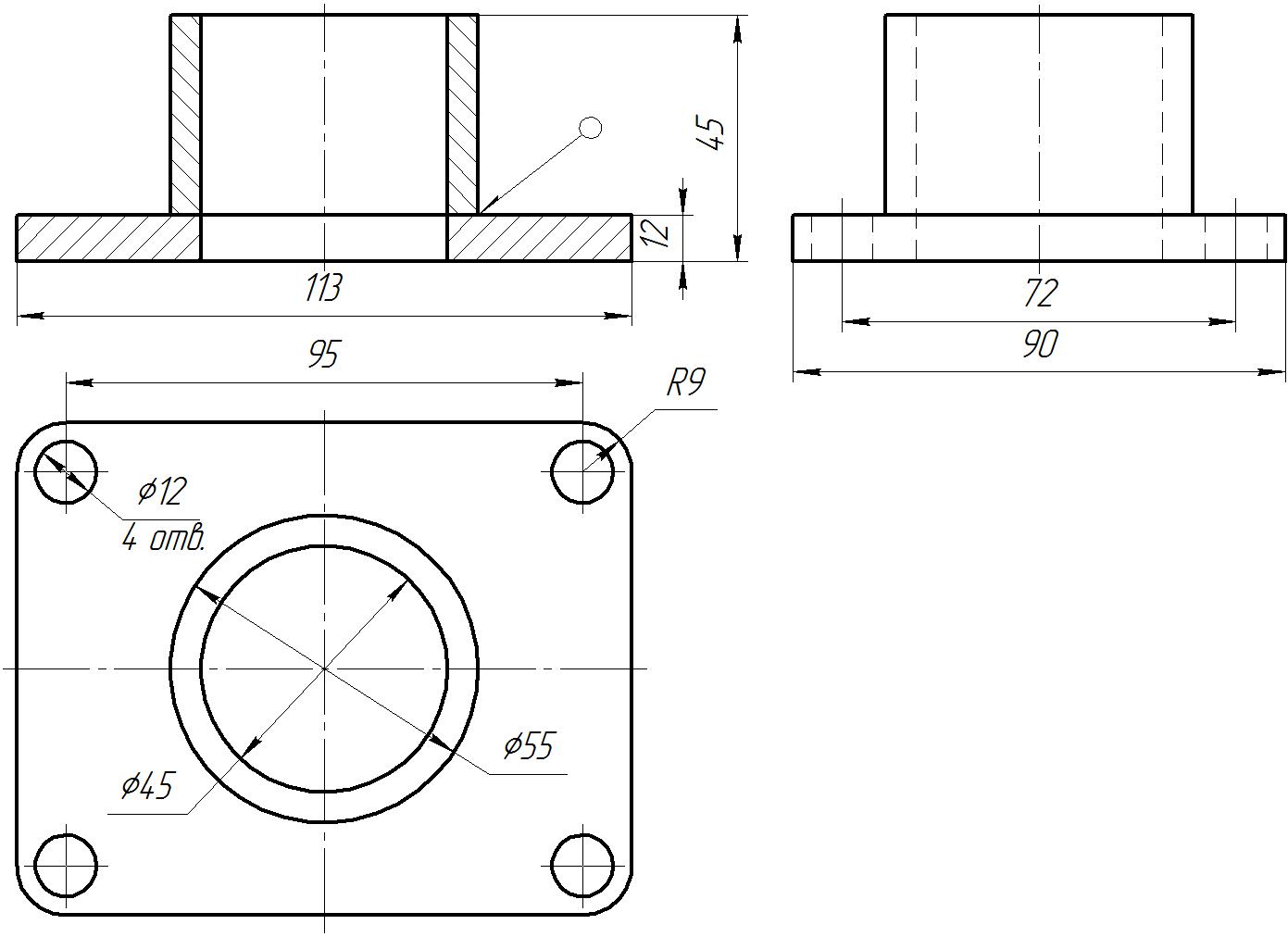 Рис.3. Изделие для вариантов 21-25 Таблица 14
Содержание
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||