Курс_Модел2_2 (1). Методические указания к выполнению курсовой работы дисциплины моделирование технологических процессов и основы оптимизации для студентов, обучающихся по направлению
 Скачать 3.02 Mb. Скачать 3.02 Mb.
|

|
Рис. 2. Диаграмма t - x,y По средним составам фаз определим температуру в верхней части колонны 89°С, в нижней части колонны 102°С. Тогда по формуле (16) рассчитываем плотность паровой фазы соответственно в нижней и верхней части колонны. Сейчас можно рассчитать допустимые скорости как в верхней, так и в нижней части колонны: Диаметр колонны может быть определен по формуле:  (17) (17)Диаметр колонны принимается одинаковым по всей ее высоте и, как правило, равен большему из определенных. Однако, в данном случае различия между скоростями в верхней и нижней части колонны не велики поэтому можно использовать средние значения: Подставив их в формулу (17) получим: Приняв стандартный размер обечайки равным 1,8м уточним рабочую скорость пара. Она будет равной 0,82м/с. На данном этапе необходимо выбрать тарелку из ряда стандартных. Опуская процесс выбора, отметим, что это тарелка ТС-Р с ниже приведенными характеристиками:
Скорость пара в рабочем сечении тарелки: 2.3 Определение высоты колонны Количество тарелок в колонне может быть определено либо по числу теоретических тарелок, либо по кинетической кривой. 2.3.1 Определение высоты колонны по числу теоретических тарелок Суть этого метода сводится к построению ступеней на диаграмме y - x. Каждая ступень представляет собой одну тарелку. При построении предполагается, что на каждой тарелке достигается равновесие между жидкой и паровой фазой. Реализацию этого метода можно увидеть на рисунке 3 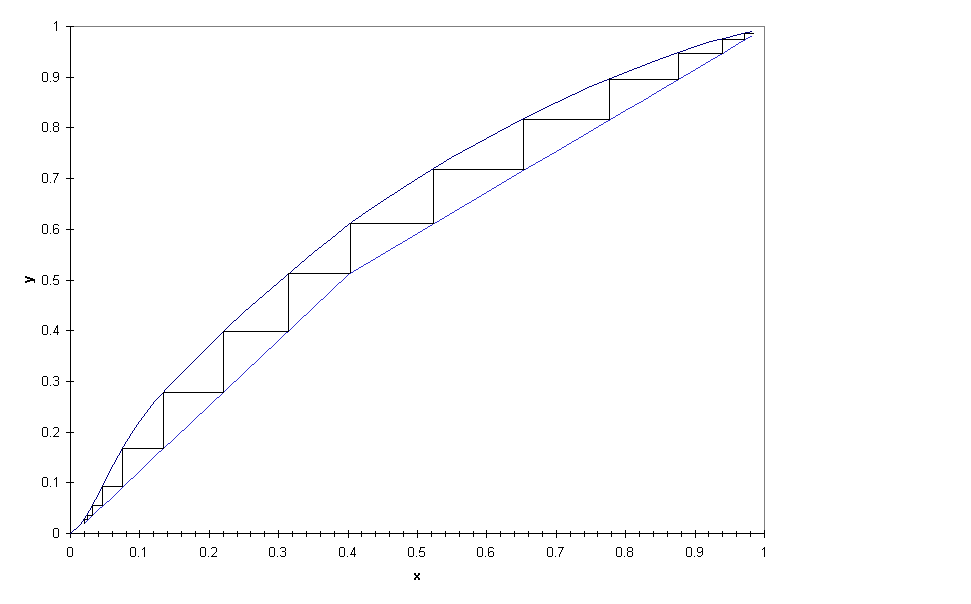 Рис. 3. Определение числа теоретических тарелок Как видно число теоретических тарелок в данном случае составляет 8 для нижней части колонны и 7 для верхней, в сумме 15. Для определения действительного числа тарелок это число необходимо поделить на к.п.д. отдельно взятой тарелки. Несмотря на то, что существуют методы оценки к.п.д. тарелок, этот метод не является точным, поскольку для каждой тарелки к.п.д. может отличаться от среднего. Высота колонны определяется исходя из числа действительных тарелок и расстояния между тарелками. Обычно расстояние между тарелками стандартизовано и может быть выбрано из каталога. 2.3.2 Определение высоты колонны по кинетической кривой Данный метод точнее чем предыдущий. Он состоит в определении эффективности тарелок по Мэрфи с учетом продольного перемешивания, межтарельчатого уноса и доли байпасирующей жидкости. Для определения значений эффективности тарелок используются критериальные уравнения, которые здесь не приводятся, вследствие их громоздкости и узкой специализации. Зная эффективность по Мэрфи, можно определить концентрацию легколетучего компонента в паре на выходе из тарелки yк по соотношению: Исходя из этой формулы на диаграмме y - xстроится кинетическая кривая, представляющая собой зависимость yкот x , а затем аналогично предыдущему методу графически выстраиваются ступени. Графическую иллюстрацию этого метода можно увидеть на рисунке 4. 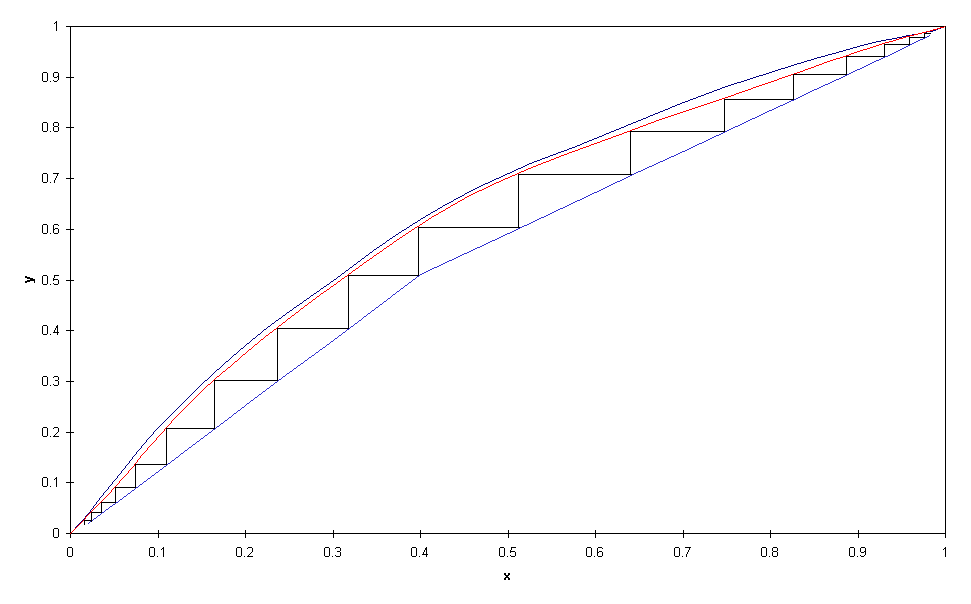 Рис. 4. Построение кинетической кривой и определение действительного числа тарелок В итоге мы получили 9 тарелок в нижней части колонны и 9 в верхней. Приняв расстояние между тарелками 0,5м, расстояние между нижней тарелкой и дном 2м, расстояние между верхом колонны и верхней тарелкой 1м, получим полную высоту колонны 11,5м. Заключение Мы кратко описали процесс расчета ректификационной колонны для разделения бинарных смесей. Процесс расчета или проектирования на этом не заканчивается. В дальнейшем рассчитывается гидравлическое сопротивление колонны и подбирается вспомогательная аппаратура. Однако стоит отметить, что для массообменного процесса, коим является процесс ректификации, в первую очередь необходимо описать обмен между фазами. Делается это при помощи диаграммы состояния “жидкость-пар”, которой мы пытались уделить повышенное внимание. Мухитдинов Д.П., Шамсутдинова В.Х. Моделирование технологических процессов и основы оптимизации. Методические указания к выполнению курсовой работы. – Ташкент: ТашГТУ, 2021. - 73 Редактор Ахмеджанова Г.М. Корректор Марданова Э.З. Подписано в печать 28.08.2021г. Формат 60х90 1/16. Объем 3,5 п.л. Тираж 100 экз.Заказ № 147 Отпечатано в типографии Ташкентского государственного технического университета. г. Ташкент, ул. Университетская, 54 |