Проектирование хим. предприятий. Навчальний посібник до вивчення курсу основи проектування хімічних виробництв
 Скачать 6.93 Mb. Скачать 6.93 Mb.
|

|
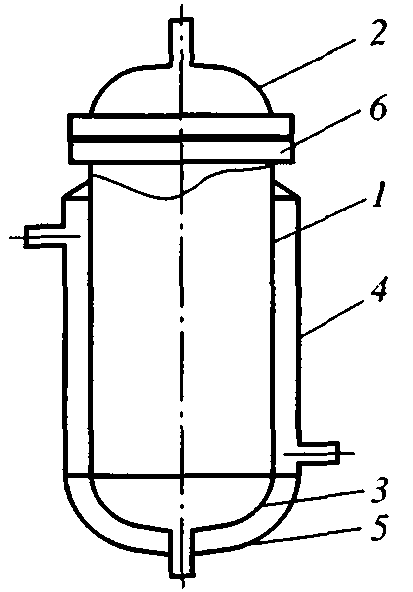
Глава 13 ОФОРМЛЕНИЕ ОТДЕЛЬНЫХ ЭЛЕМЕНТОВ ХИМИЧЕСКОЙ АППАРАТУРЫ 13.1. ОФОРМЛЕНИЕ ПОВЕРХНОСТИ ТЕПЛООБМЕНА Большинство химических процессов протекает с выделением или поглощением тепла. Достаточно часто в реакторе необходимо держать режим, близкий к изотермическому, поэтому приходится предусматривать теплообмен между реакционной массой и теплоносителем. Чаше всего теплообмен происходит через разделяющую теплоносители стенку, т.е рекуперативно. Теплообменными поверхностями обычно являются наружные поверхности аппара тов, снабженные рубашками. Если наружные поверхности реакторов недостаточ ны, то при невысокой вязкости получаемых продуктов внутри аппаратов устанав ливают дополнительные поверхности: змеевики, стаканы. С точки зрения удобства обслуживания, очистки реактора и простоты его конструк ции предпочтительнее наружные теплообменные элементы (рубашки и приварные элементы) Однако их поверхность теплообмена ограничена наружной поверхностью аппарата. Кроме того, коэффициент теплоотдачи к наружным теплообменным элементам примерно в 2 раза ниже, чем к внутреннему змеевику. Конструкция теплообменных рубашек зависит от параметров теплоносителей или хладоагентов. При давлениях обогревающей или охлаждающей среды 0,8 - 0,9 МПа применяются гладкие рубашки, при давлениях до 2,7 МПа - змееви- ковые рубашки, изготовленные из прокатных профилей: труб, уголков и т.п., а так же рубашки с вмятинами и, например, каркасные. Рубашки. Как правило, их приваривают к корпусу реактора или делают съемными, когда приварка невозможна (например, для аппаратов, изготовленных из чугуна), а также, когда необходим постоянный контроль за поверхностью теплообмена. Различают: гладкие рубашки, змеевиковые, с вмятинами, каркасные. Гладкие рубашки. Такая рубашка по своей конструкции повторяет по форме обогреваемый реактор (рис. 13.1). Рубашки выполняются из листовой стали и стандартных стальных выпуклых днищ. Обычно рубашку приваривают на 80-150 мм ниже соединения с корпусом, но в некоторых случаях, когда коэффициент заполнения аппарата невелик, а обогрев или охлаждение верхней незаполненной его части нежелательны, рубашку делают небольшой по высоте.
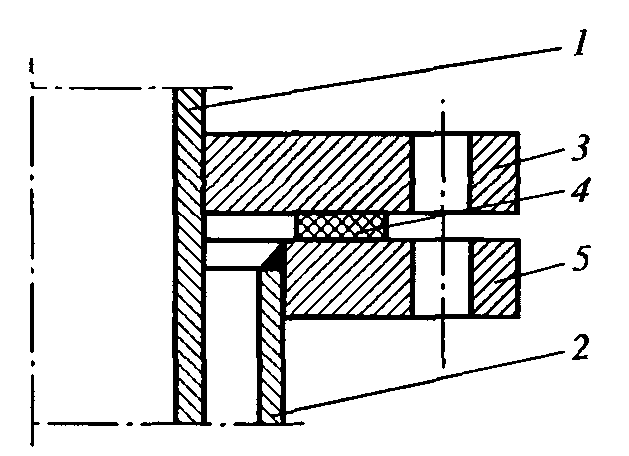
характерны для парообразных теплоносителей. Крепление гладких рубашек к корпусу реакторов может быть разъемным и неразъемным. Разъемное крепление применяют для аппаратов, работающих в тяжелых условиях, когда необходимо периодически контролировать поверхность нагрева, очищать ее. Конструкция разъемного крепления рубашки к корпусу представлена на рис. 13.2. Недостатком такой конструкции является наличие дополнительного фланцевого соединения, что ведет к увеличению расхода материалов и веса реактора. К котлу приваривается фланец 3, к которому на болтах крепится рубашка, фланец 3 приваривается на 50 - 100 мм ниже уровня жидкости в аппарате.
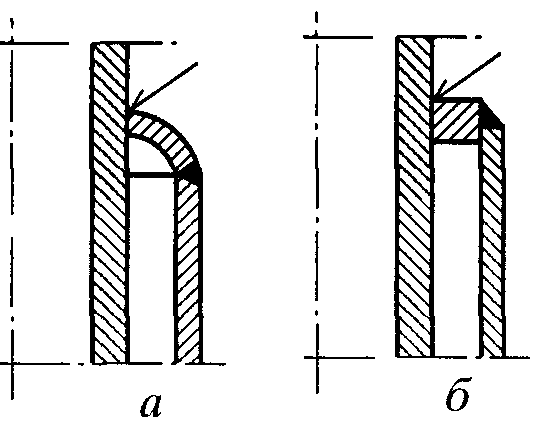
товки (рис. 13.4,а) или приварного кольца (рис. 13.4,б). Крепление рубашек кольцами экономически выгодно в условиях мелкосерийного и индивидуального производства, так как это не требует применения дорогостоящей оснастки. Недостатком конструкции 13.4,б является высокая концентрация напряжений в месте приварки кольца к корпусу и к рубашке, а также повышенный расход металла и увеличение веса реактора. Поэтому более удобны плавные конические переходы, называемые воротниками, которые являются и компенсаторами температурных удлинений (рис. 13.4, а). Кстати, этот компенсатор необходим и тогда, когда конус изготовлен из стали Х18Н9Т, а корпус рубашки из стали Ст3.
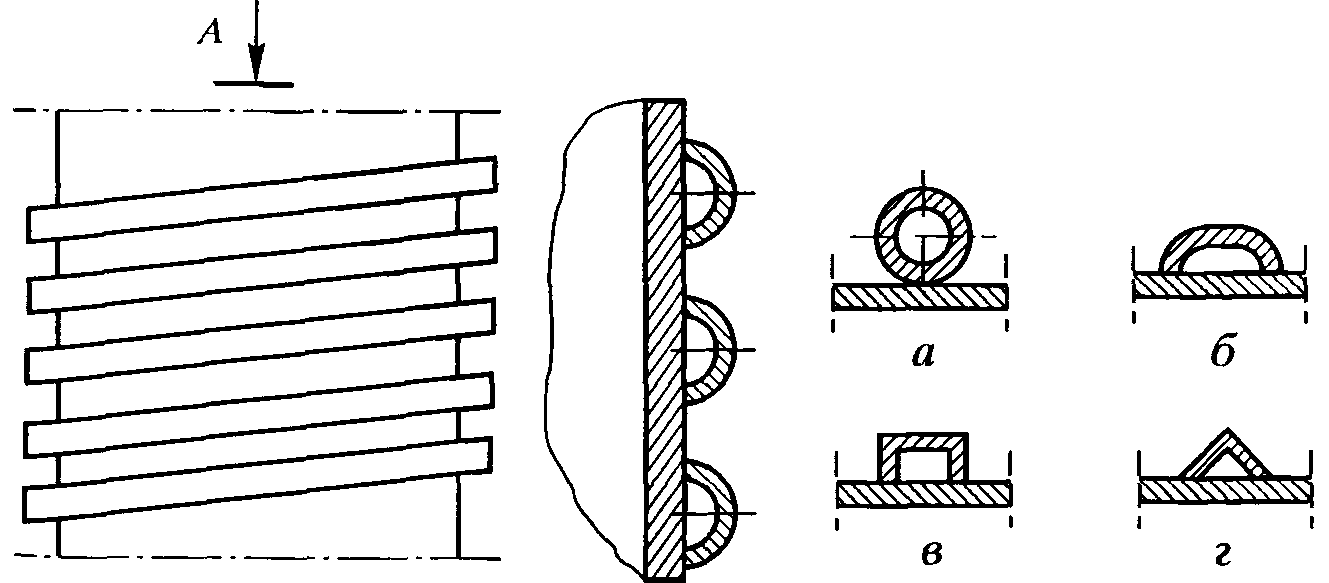
Для изготовления воротников требуется специальная оснастка, что экономически выгодно при серийном их производстве. При больших давлениях в рубашке, особенно при отсутствии крепления рубашки к днищу аппарата, когда уравновешиваются силы давления, стремящиеся вытолкнуть корпус аппарата из рубашки, это соединение не применимо. Наличие рубашки усложняет крепление нижнего спускного штуцера. При небольшой разнице линейных удлинений рубашки и корпуса возможна приварка штуцера одновременно к корпусу и рубашке. Для удаления инертных газов, создающих подушку, которая исключает часть теплообменной поверхности из процесса теплообмена, в верхней части рубашки предусматривается продувочный штуцер. Гладкая рубашка изготавливается из углеродистой стали. Однако следует учитывать, что приварка углеродистой стали к корпусу из нержавеющей стали небольшой толщины (3 - 6 мм) может ухудшить антикоррозионные свойства металла корпуса. Поэтому, когда среда обладает значительной агрессивностью или требуется высокая чистота продукта, приварка рубашки из стали Ст3 к корпусу аппарата из стали Х18Н9Т, например, без промежуточной детали из нержавеющей стали, недопустима. Змеевиковая рубашка. Она представляет собой спираль из прокатного профиля, приваренную к корпусу аппарата. Приваривать спираль виток к витку не следует, так как это ведет лишь к перерасходу металла, усложняет изготовление аппарата, повышает гидравлическое сопротивление теплообменного устройства. Участок внутренней поверхности корпуса между витками рубашки можно рассмат ривать как ребра, от шага змеевика зависит длина ребер. Такие аппараты легче, чем аппараты с гладкими рубашками, так как толщина корпуса и рубашки в первом случае меньше, чем во втором. Приварные элементы располагаются на поверхности аппарата по-разному - в виде спирали, навитой на цилиндрический корпус аппарата, или зигзагообразно по образующей цилиндра. В тех случаях, когда не требуется большой поверхности теплообмена или когда теплоноситель находится под большим давлением, применяют приварные тепло- обменные элементы в виде труб (рис. 13.5, а) или полутруб (рис. 13.5,б). Возможно также применение приварных элементов из проката - швеллеров (рис. 13.5,в) или уголков (рис. 13.5, г). Минимальное расстояние между приварными элементами определяют из условий доступа к сварным швам.
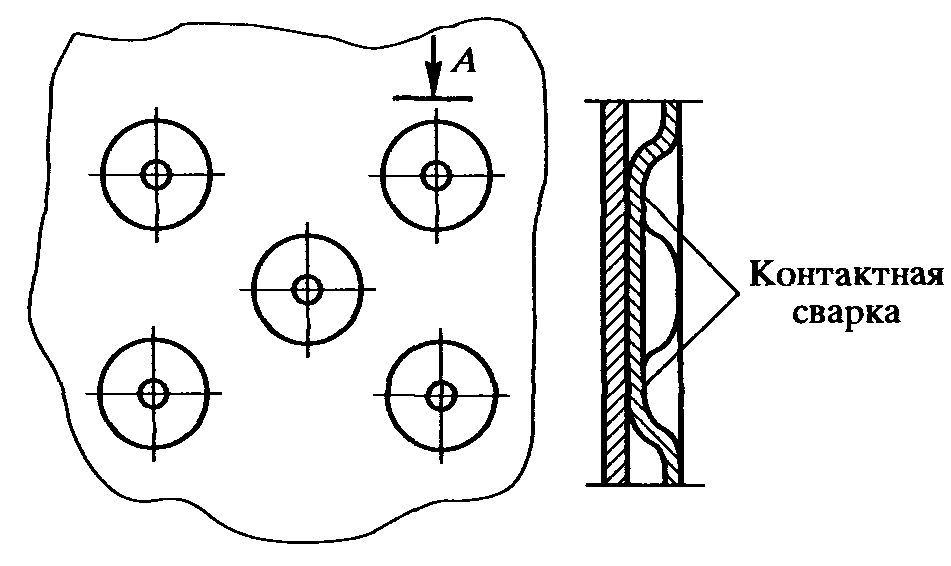
теплообмене. Преимуществом змеевиковых рубашек по сравнению с гладкими является также большая скорость теплоносителя, что позволяет интенсифицировать теплообмен со стороны теплоносителя к стенке рубашки, когда коэффициенты теплоотдачи либо одинаковы, либо отличаются незначительно. Недостаток змеевиковой рубашки - большой объем сварочных работ. Кроме того, приварка такой рубашки из углеродистой стали к корпусу из нержавеющей стали толщиной меньше 5 мм резко снижает антикоррозионные свойства металла корпуса. Рубашки с вмятинами. Такие рубашки имеют форму аппарата, но отличаются от нее рядом вмятин, которые расположены в определенном порядке (см. рис. 13.6).
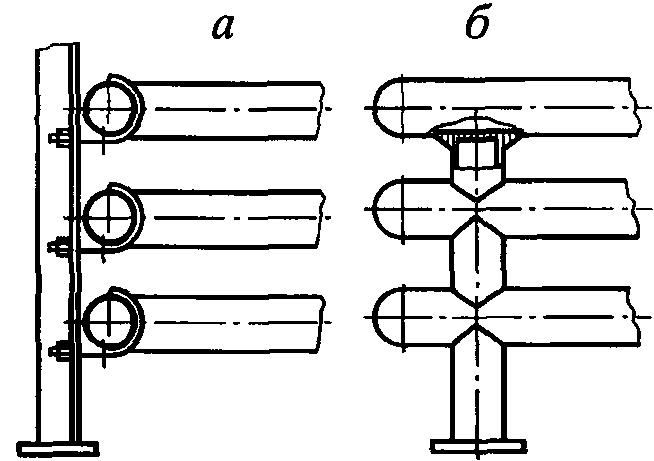
Корпус реактора оказывается жестко связанным с корпусом рубашки. Расстояние между корпусом рубашки и стенкой корпуса реактора - 20 - 30 мм. Шаг вмятин 120 - 200 мм (в зависимости от давления). Рубашку с вмятинами применяют при давлениях в ней до 3 - 4 МПа. При расчете аппарата на прочность стенку его можно рассматривать как состоя- щую из отдельных пластин, укрепленных анкерными связями. Это позволяет уменьшить толщину стенок аппарата и рубашки. Интенсификация теплообмена в такой рубашке невелика по сравнению со змеевиковой рубашкой. Однако объем сварочных работ при изготовлении такой рубашки по сравнению со змеевиковой рубашкой значительно меньше. Недостатком такой конструкции рубашки является также большой объем работ по отбортовке отверстий, выполняемых вручную. Достоинство - возможность значительно снизить толщину стенок корпуса реактора и рубашки. Каркасная рубашка. Она приваривается к кольцам жесткости, выполненным из уголков или полос. Расстояние между кольцами жесткости выбирается таким образом, чтобы обечайка корпуса в пролете между ними работала в условиях простого сжатия. Это позволяет изготовлять корпус реактора минимальной толщины, как и в случае со змеевиковой рубашкой. В каркасных рубашках интенсифицируется теплообмен со стороны теплоносителей, но этот эффект ниже, чем при изготовлении змеевиков. Змеевики и стаканы. Они устанавливаются внутри аппаратов при недостаточной внешней поверхности и невысокой вязкости реакционной массы. Змеевики обычно изготовляют из стальных, алюминиевых, свинцовых труб. Витки змеевиков крепятся к специальным стойкам хомутиками (рис. 13.7, а) или отрезками труб (рис. 13.7,б).
Методы обогрева. Обогрев реакторов жидкими и парообразными теплоносителя- ми может быть местным, циркуляционным и смешанным. При местном обогреве источник тепла находится непосредственно в рубашке. Обычно он представляет собой пакет электрообогревательных элементов. При этом методе обогрева можно применять лишь гладкие рубашки. Обогрев электрическим током можно разделить на обогрев при помоши нагревателей электросопротивления и индукционный обогрев. При индукционном обогреве снаружи или внутри аппарата устанавливается индуктор, вследствие чего стенка аппарата равномерно разогревается. При циркуляционном обогреве теплоноситель подогревается в котле и циркуляци- онным насосом подается в рубашку, откуда обратно поступает в котел. Недостаток - наличие циркуляционной системы и трубопроводов, что обусловливает повышенное потребление тепла в окружающую среду. Требования к теплоносителям. Наиболее распространенными теплоносителями являются водяной пар, электрический ток, топочные газы и высокотемпературные органические теплоносители (ВОТ). Водяной пар. Преимущества: легкость и точность регулирования температуры, компактность установок, высокий коэффициент теплоотдачи и высокий коэффициент полезного действия. Недостатки: невозможность достижения высоких температур (выше 200 - 250 °С) и необходимость применения греющих элементов, рассчитанных на высокое давление. Электрообогрев является наиболее удобным способом нагревания. Он дает воз- можность достигать высоких температур, легко и точно их регулировать, КПД электрообогревателей достигает 95%. Топочные газы применяют в качестве высокотемпературных теплоносителей. Практически температура составляет 700 - 1000 °С. Чаще всего их получают сжиганием в печах природного или генераторного газа. Нагревание топочными газами отличается существенными недостатками: трудность регулирования температуры, низкий КПД и низкий коэффициент теплоотдачи, громоздкость обогреваемых установок. Из высокотемпературных органических теплоносителей наиболее известна дифе- нильная смесь (ДФС). ДФС представляет собой 26,5% дифенила и 73,5% дифени лового эфира и используется в тех случаях, когда требуется нагрев до температуры 250 - 380 °С. Ее достоинства - простота и точность регулирования, возможность пе редачи теплоносителя на большие расстояния. Перегретая вода. Ее применяют для нагревания до температур порядка 350 °С. В этих условиях вода находится в состоянии, близком к критическому (критическая температура 375 °С и критическое давление 22,5 МПа). В качестве хладоагентов используют воду и холодные рассолы. Охлажденная вода имеет температуру 0 - 20 °С, что дает возможность охлаждения до 15 - 25 °С. Применение холодных рассолов позволяет производить охлаждение до более низ- ких температур (-10 °С). Для отвода тепла при высоких температурах (150 - 500 °С) используют воздух или расплавы солей, например нитрит - нитратную смесь, состоящую из 7% NaNO3, 40% NaNO2, 53% KNO3. Требования к теплоносителям: - достижение высоких температур при низких давлениях; - большая химическая стойкость; -отсутствие коррозионного воздействия; - высокий коэффициент теплоотдачи; - большая теплота испарения; - низкая температура плавления; - взрыво - и огнебезопасность; - отсутствие токсичных свойств; - дешевизна и доступность. 13.2. ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА В химической технологии перемешивание применяют для улучшения тепло - и массообмена, получения равномерных смесей нескольких жидкостей, жидкости и твердого тела, жидкости и газа. Хотя основной задачей перемешивания в большинстве случаев является равномерное распределение вещества или температуры в перемешиваемом объеме, иногда задача перемешивания заключается в создании высоких скоростей среды около теплообменных поверхностей с целью интенсификации теплообмена. Способы перемешивания. Известны несколько видов перемешивания: - механическое; - циркуляционное; - барботажное. Барботажное перемешивание осуществляется путем барботажа инертного газа или газообразных веществ через жидкость. Циркуляционное перемешивание происходит за счет больших скоростей движения (насосом). Это перемешивание целесообразно применять в том случае, когда имеется необходимость отвода тепла через развитую поверхность теплообмена, т.е. через выносной теплообменник. Механическое перемешивание в жидкой среде, а также в пастообразных и вязких материалах осуществляется с помощью мешалок, которые по конструктивной форме, в зависимости от устройства лопастей, разделяются на: 1) лопастные; 2) листовые; 3) якорные; 4) рамные;5) турбинные; 6) пропеллерные; 7) специальные. Все они состоят из трех основных частей: вала, на котором закреплена мешалка; мешалки, являющейся рабочим элементом; и привода, с помощью которого вал приводится в движение за счет механической энергии. В зависимости от числа оборотов мешалки условно делят на тихоходные и быстро ходные. К тихоходным относят лопастные, рамные, якорные и листовые, имеющие скорость более 80 - 100 об/мин. К быстроходным - турбинные и пропеллерные. При выборе типа мешалки и ее параметров учитывают требования технологического процесса, свойства жидкости, наличие осадков, форму аппарата и другие факторы. К сожалению, отсутствуют единые критерии для выбора мешалки. Обычно при этом руководствуются производственным опытом или лабораторными исследованиями. В некоторой степени можно предложить следующие рекомендации. Лопастные мешалки (рис. 13.9) применяются при перемешивании жидких неодно- родных систем с вязкостью до 15 Па∙с и имеющих плотность до 2000 кг/м3.
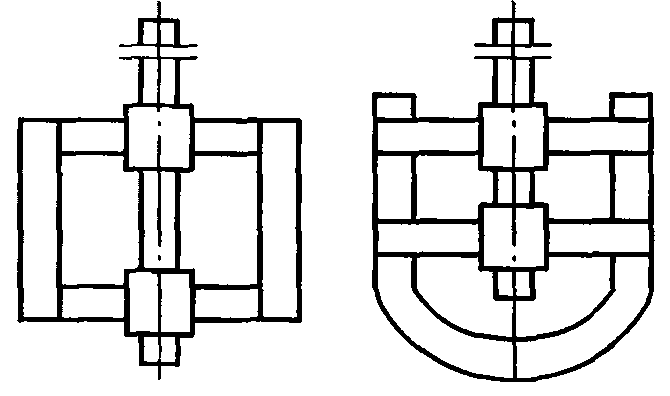
При высоте сосуда, превышающей диаметр, или при перемешивании вязкой жидкости устанавливают несколько пар лопастей по высоте вала. При перемешивании очень вязких жидкостей на стенках сосуда устанавливают радиально расположенные перегородки, над которыми проходят лопасти мешалки. При этом поток дробится и повышается эффективность работы мешалки. Максимальный эффект турбулизации потока достигается при применении 4-х перегородок высотой (0,11 - 0,13)∙D, где D - диаметр аппарата. Перегородки препятствуют образованию центральной воронки, а также увлечению жидкости вращающимися лопастями, что может привести и к прекращению эффекта перемешивания. Установка слишком длинных лопастей нерациональна, так как с возрастанием линейных размеров лопасти быстро растет потребляемая мощность. Нормализованные диаметры мешалок от 700 до 2100 мм. Недостатки таких мешалок - малая интенсивность перемешивания и отсутствие значительных вертикальных потоков, вследствие чего их не рекомендуется применять для взмучивания тяжелых осадков и работы с расслаивающимися жидкостями. Достоинство мешалок - они просты по конструкции, обеспечивают удовлетворительное перемешивание при работе с вязкими жидкостями, могут применяться в аппаратах значительного объема. Рамные мешалки. Они представляют собой комбинацию лопастных мешалок с вертикальными и наклонными лопастями. Внешний вид таких мешалок показан на рис. 13.10.
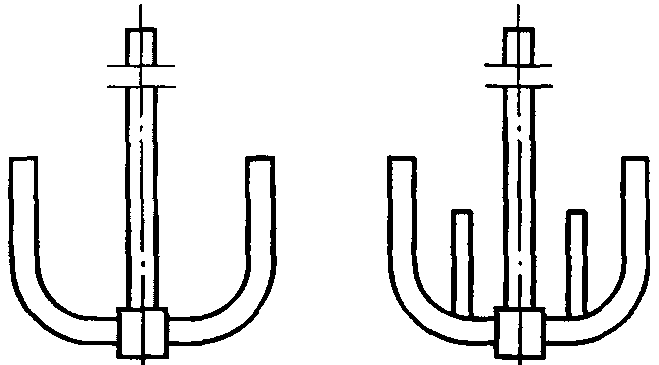
Эти мешалки применяются в тех же случаях, что и лопастные, а также при перемешивании значительных объемов вязких материалов. Нормализованные диаметры мешалок до 2520 мм. Эти мешалки используют в реакторах с большой емкостью (до 100 м3). Якорные мешалки. Они по своей форме соответствуют сосуду, в котором они работают. Расстояние между лопастью и стенкой реактора обычно выбирают в пределах 25 - 140 мм. На рис. 13.11 представлены конструкции якорных мешалок. Якорные мешалки предназначены для перемешивания жидкостей вязкостью 300 Па∙с и выше, особенно при нагревании среды через стенку реактора. Вследствие небольшого зазора между лопастью и стенкой сосуда возникает сильное турбулентное движение, препятствующее выпадению на стенках осадка и перегреву среды. НИИХИММАШ рекомендует для якорных мешалок те же скорости, что и для лопастных. Следует отметить, что при перемешивании очень вязких жидкостей якорные мешалки снабжаются дополнительными вертикальными лопастями - пальцами. Листовые мешалки. Их применяют сравнительно редко, в основном для маловязких жидкостей, при интенсификации теплообмена, взвешивании твердого вещества. Конструкция мешалки приведена на рис. 13.12.
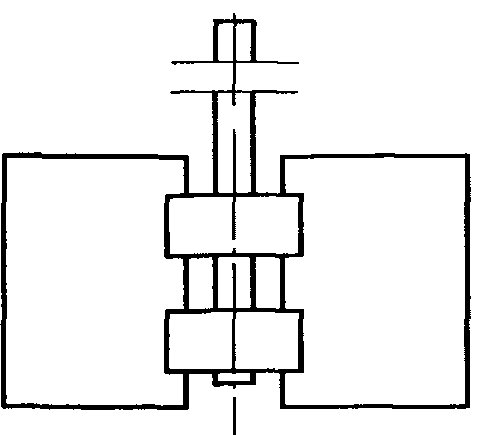
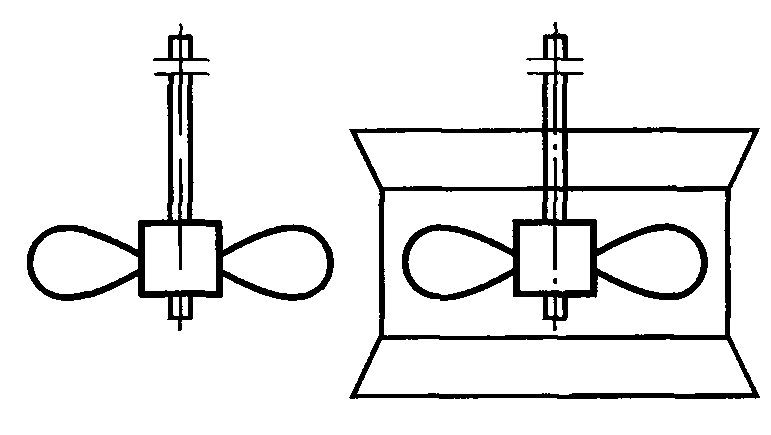
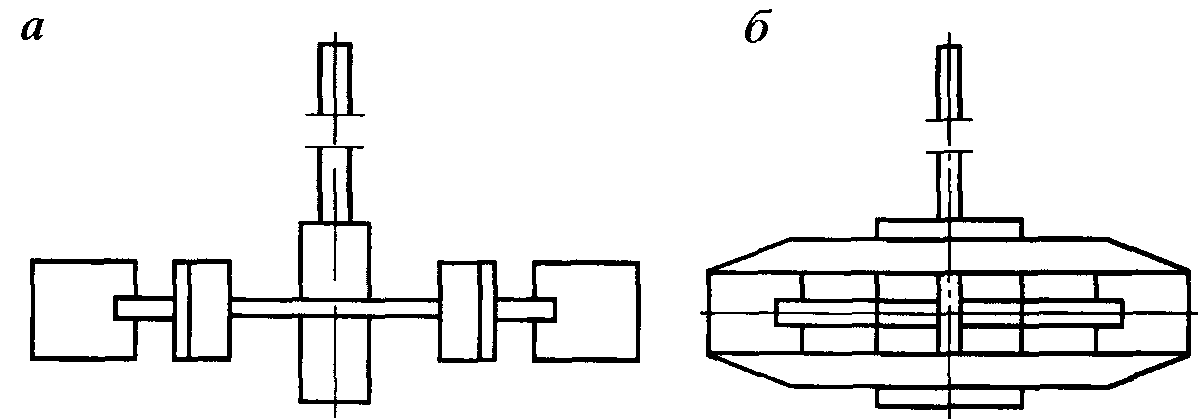
Пропеллерные мешалки (рис. 13.13). Они представляют собой обычный гребной винт с числом лопастей от двух до четырех. При работе мешалки осуществляется интенсивная циркуляция жидкости с сильным вихреобразованием. Их рекомендуют использовать для перемешивания сред вязкостью до 2 Па∙с и плотностью до 2000 кг/м3. Окружную скорость мешалки рекомендуется выбирать в пределах 1,6 - 4,8 м/с. Чтобы избежать образования воронки, вал мешалки смещают по отношению к оси аппарата на величину до 0,25 мм, либо устанавливают его с наклоном 10 - 20° к оси сосуда. Для трудно смешиваемых вязких жидкостей применяются мешалки, состоящие из 2-х пропеллеров, установленных на одном валу. Оба пропеллера толкают жидкость в одну сторону или навстречу друг другу. Нормализованные диаметры мешалок - от 300 до 700 мм. Турбинные мешалки. Как уже отмечалось ранее, они относятся к быстроходным мешалкам. На рис. 13.14 приведены конструкции турбинных мешалок. Эти мешалки работают по принципу центробежного насоса, т.е. всасывают жидкость в середину и за счет центробежной силы отбрасывают ее к периферии. Их делают открытыми и закрытыми. Закрытые мало отличаются по конструкции от колеса центробежного насоса и подразделяются, в свою очередь, на мешалки одно-
сивного перемешивания жидкостей вязкостью до 45 Па∙с и плотностью до 2000 кг/м3. Окружная скорость концов лопастей - 2÷7 м/с, причем скорость мешалок с диаметром до 300 мм берется болъшей, чем при диаметре свыше 300 мм. Ниже приведена зависимость окружной скорости турбинной мешалки от вязкости среды:
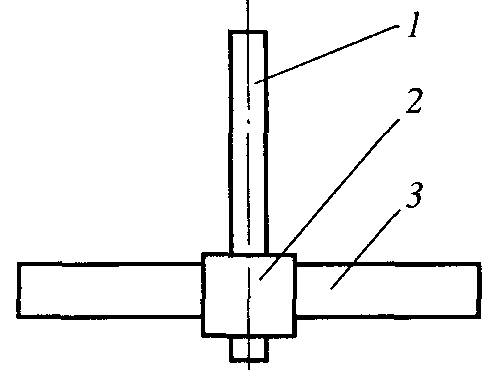
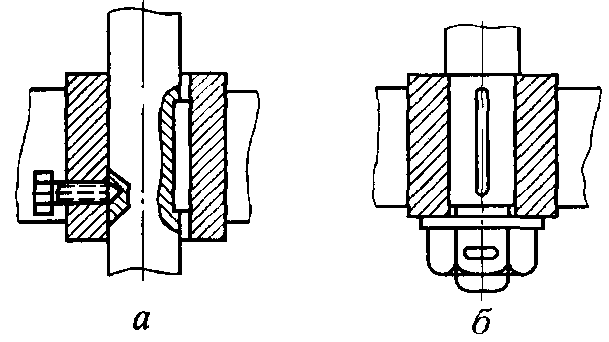
Не рекомендуется их использовать в реакторах большой емкости. В аппаратах с турбинными мешалками обязательна установка отражательных перегородок. При отсутствии такой перегородки образуется глубокая воронка, иногда доходящая до основания мешалки и перемешивание резко ухудшается (обычно устанавливают четыре перегородки). Конструирование и изготовление мешалок. Мешалки изготавливают из различных металлических и неметаллических материалов, обладающих достаточной механической прочностью. Наиболее распространены сварные перемешивающие устройства, выполненные из легированной стали. Мешалки сложной конструкции отливают из чугуна. В простейших конструкциях лопасти приваривают непосредственно к валу. Однако, как правило, рабочие элементы крепятся на валу с помощью разъемных соединений. Обычно к ступице приваривают лопасти. Ступица крепится на валу с помощью шпонки и стопорных устройств, препятствующих осевому смещению. В случае установки мешалки в середине вала ее закрепляют стопорным винтом, как показано на рис. 13.15,а, при установке на конце вала - концевой гайкой (рис. 13.15,б).
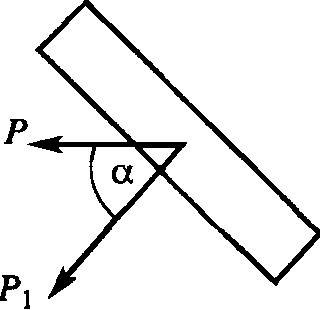
которые можно пронести через лаз аппрата. Это дает возможность разбирать ме- шалку при ремонтных и монтажных работах, не снимая крышку и привод. В цельносварных аппаратах мешалка обязательно должна быть разборной. Необходимо иметь в виду, что резьбовые соединения внутри химических реакторов работают в очень тяжелых условиях. Резьба легко загрязняется и корродирует даже при действии слабых агрессивных сред. Поэтому во многих случаях части мешалок изготавливают из нержавеющей стали. Открытые турбинные мешалки выполняют сварными. Лопасти приваривают к диску, который, в свою очередь, сварен со ступицей. Применение полимерных материалов для мешалок ограничено их низкой механической прочностью. Более распространены стальные мешалки, защищенные антикоррозионными покрытиями, или комбинированные из стального вала и неметаллических лопастей. Несколько слов о мешалках специальных типов. К ним относятся импеллерные мешалки, которые применяют для обеспечения хорошего контакта газа с жидкостью при одновременном интенсивном перемешивании. Вал мешалки помещен внутри трубы, по которой подается воздух под небольшим избыточным давлением. На мешалке имеется ряд лопастей, а на конце трубы установлен статор с лопастями. Наличие двух рядов лопастей - подвижного и неподвижного - обеспечивает хорошее перемешивание жидкости и газа. Приводы мешалок. Быстроходные мешалки при 400 - 500 об/мин и выше соединяются с электродвигателем через клиноременную передачу, а в некоторых случаях могут быть установлены и на одном валу с электродвигателем. Однако обычно привод осуществляется от электродвигателя через редуктор. Приводы мешалок могут быть с конической, червячной, цилиндрической или планетарной передачей. Конические и червячные приводы имеют горизонтальный быстроходный вал, соединенный с электродвигателем через муфту или клиноременную передачу. Конические и особенно червячные приводы до недавнего времени широко применялись для аппаратов с мешалками. В настоящее время выпускают планетарные приводы. Они компактны, надежны в работе, имеют высокий КПД и работают в значительном диапазоне частоты вращения и мощностей. Но эти приводы не дают возможности изменять частоту вращения мешалки во время работы, что является существенным их недостатком. Изменение числа оборотов мешалки необходимо во многих случаях: при изменении консистенции перемешиваемой массы, при отработке нового, еще неизученного процесса, а также, когда режим перемешивания должен меняться во времени. Приводы мешалок во взрывоопасных цехах снабжают взрывобезопасными электродвигателями. В помещениях, содержащих особо взрывоопасные вещества, установка электродвигателей иногда вообще исключается. Двигатель приходится выносить в соседнее взрывобезопасное помещение, передача осуществляется с помощью горизонтального вала, проходящего через стену, разделяющую помещения. Вал в стене уплотняют сальниками. Приводы мешалок устанавливают на стойку, которую, в свою очередь, крепят к аппарату, для чего к его крышке приваривают толстые пластины. Стойки делают чугунными или стальными, сварными. Для улучшения работы вала мешалки устанавливают концевой подшипник (подпятник) или промежуточные подшипники в верхней части вала мешалки. С точки зрения распределения нагрузок наиболее рациональны приводы с концевыми подшипниками, однако во многих случаях из-за коррозионного или абразивного действия среды их нельзя использовать. В полимерной среде - также нельзя устанавливать подшипники. Крутильные колебания вызывают износ подшипников и воздействуют на сальник. Концевой подшипник устраняет крутильные колебания, улучшая работу сальника и подшипников. Его применение необходимо при большой длине или высокой частоте вращения. Расчет мешалок. Заключается в определении потребляемой мощности, выборе двигателя, прочностном расчете мешалки и вала. Мощность, потребляемая мешалкой, Вт: N = КN∙ρn3dм, где КN - критерий мощности, величина которого выбирается по соответствующим таблицам и номограммам в зависимости от типа мешалки и числа Рейнольдса; ρ - плотность жидкости, кг/м3; n - частота вращения мешалки, с-1; dм - диаметр мешалки, м. Мощность двигателя определяют из соотношения Nдв = (N + Nс)/η где N - мощность, потребляемая мешалкой, кВт;Nc - потери на трение в сальни- ке, кВт; η - КПД привода. По величине Nдв подбирают привод. Мощность, расходуемая на трение в сальнике для уплотнения с мягкой набивкой Nс = 1,48f nd2мlр, где f - коэффициент трения вала по мягкой набивке, равный 0,2;dм - диаметр вала, м; n - частота вращения мешалки; l - длина набивки, м; р - рабочее давление в аппарате, Па. Лопасти мешалки рассчитывают на изгиб. Для лопастей прямоугольной формы равнодействующая сил сопротивления приложена в точке, расстояние которой от оси r0 = 3(R4 – r4)/4(R3 – r3), где R - радиус лопасти, м; r - радиус ступицы, м. Величина равнодействующей силы Р = Мкр/r0z, где Мкр - крутящий момент на валу; z - число лопастей на валу.
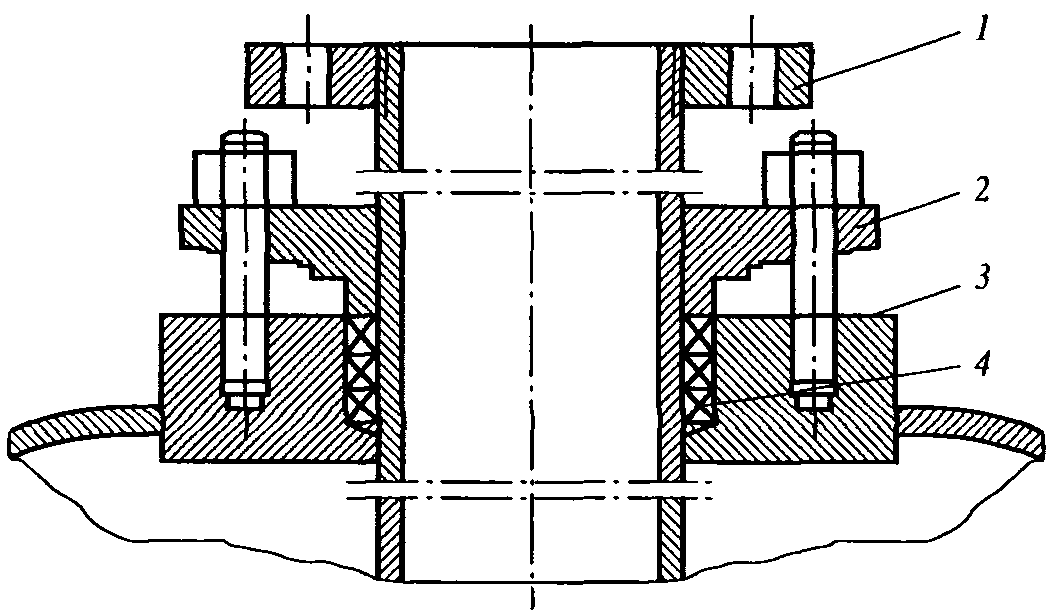
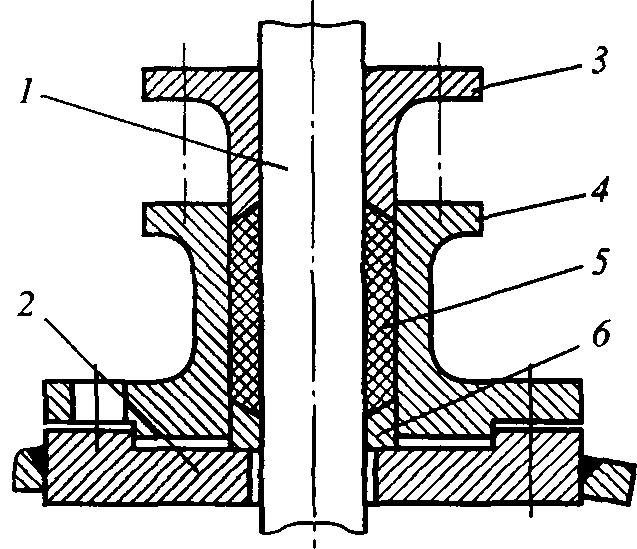
Мизг = Р(r0 - r). Момент сопротивления лопасти определяют из условия прочности W = Мизг /[σ]. Отсюда толщина лопасти S = (6W/b)1/2, где b - ширина лопасти мешалки. Имеется нормаль НИИХИММАШ для расчета мешалок на прочность. 13.3. УПЛОТНЕНИЯ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ Для вывода вала мешалки из реактора используют специальные устройства - уплотнения. Наиболее широко в химической промышленности применяются сальниковые и торцовые уплотнения. Уплотнения должны обеспечивать возможность свободного вращения вала мешалки и не пропускать наружу газы и пары, находящиеся в аппарате под давлением, или же не пропускать воздух в реактор, работающий под вакуумом. Несмотря на то, что узел уплотнения занимает сравнительно небольшую часть реактора, от него зависит зачастую качество работы всей установки. Это относится к производствам с ядовитыми и взрывоопасными веществами и к аппаратам, работающим под вакуумом. Сальники. В технике используют весьма разнообразные сальники, однако сальники обычных реакционных аппаратов по устройству однотипны. Они состоят из сальниковой коробки, нажимной втулки, грунд-буксы и уплотнительного материала. На рис. 13.17 показан типовой сальник.
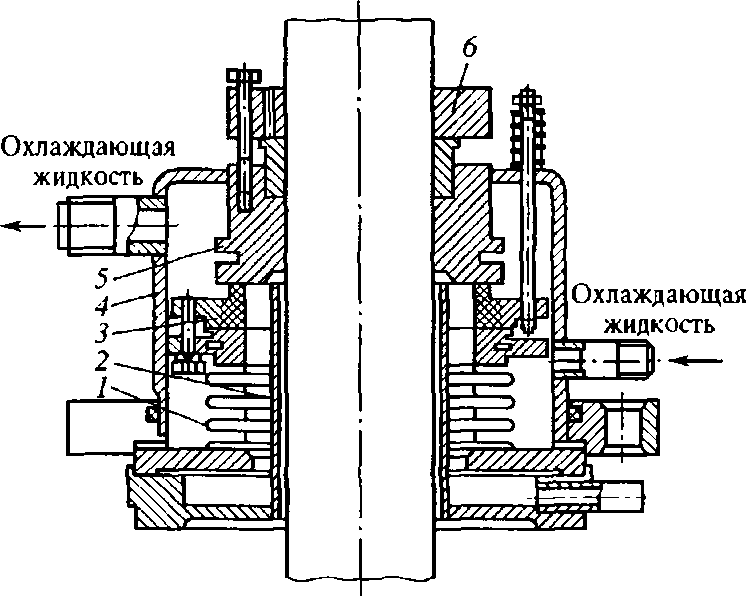
Следует заметить, что чистота обработки вала под сальниковое уплотнение должна быть высокой. Назначение грунд-буксы - направлять вал мешалки, т. е. препятствовать его вибрации и колебаниям при вращении, а также поддерживать уплотнительный материал. Грунд-буксу изготавливают из мягкого металла, чтобы вал, соприкасающийся с ней, меньше изнашивался. Сальниковая коробка отливается из чугуна и прикрепляется шпильками к стальной крышке реактора. Если крышка аппарата выполнена из чугуна, то сальниковая коробка отливается вместе с крышкой. В сальниковую коробку вставляют бронзовую грунд-буксу и прочно ее закрепляют при помощи стопорного винта. Зазор между валом мешалки и сальниковой коробкой заполняется уплотняющей набивкой, в качестве которой применяют льняную плетенку, асбестовый шнур или хлопчатобумажные шнуры круглого или квадратного сечения, пропитанные маслом, воском, синтетическими материалами или графитом. При больших числах оборотов, высоких давлениях и температурах используют сальники с твердой набивкой, выполненной из разрезанных колец цветного металла, твердых пластмасс или прессованного графита, фторопласта-4. Нажимная втулка крепится к сальниковой коробке посредством нескольких шпилек (обычно две или четыре). При наличии двух шпилек фланцы нажимной втулки имеют форму эллипса, а при четырех - форму окружности. Сальники обычно устанавливают на бобышках. Сальниковая коробка может находиться вне аппарата или быть утоплена внутрь. Хотя сальник, утопленный в реакторе, и позволяет несколько уменьшить высоту привода, эту конструкцию нельзя признать удачной, так как обслуживание сальника затруднено. Особенно нежелательно применять такой сальник при высокой температуре в реакторе. При высокой температуре среды или значительном выделении тепла за счет трения сальник охлаждается с помощью водяной рубашки. Торцовые уплотнения. Они состоят из двух колец - подвижного и неподвижно- го, которые прижимаются друг к другу по торцовой поверхности с помощью пружины. Торцовые уплотнения получают все более широкое распространение, потому что при нормальной работе не требуется их обслуживания (в отличие от сальников, в которых периодически необходимо менять набивку). Кроме того, правильно подобранные торцовые уплотнения отличаются большой износоус- тойчивостью и, следовательно, долговечностью. И последнее, они удовлетвори- тельно работают при перекосах и биениях вала, тогда как сальниковая набивка иногда выходит из строя уже при биении вала 0,05 мм, они обладают высокой герметичностью, и потери мощности составляют десятые доли потерь в сальни ках. Самым ответственным элементом торцового уплотнения является пара трения. Качество уплотнения и надежность его работы зависят в основном от материала и качества обработки поверхностей трущихся колец. На рис. 13 18 приведена конструкция торцового уплотнения. Смазка пары трения и охлаждение осуществляется проточной водой, циркулирующей в полости кожуха 4. Уплотнитель предохраняет обрабатываемый продукт от попадания в него охлаждающей воды. Для одного кольца применяют материат на основе графита, а второе изготовляют из термостойкой стали, брон зы или твердой резины. Для колец применяют фторопласт-4 или керамику (их недостаток - склонность к растрескиванию). По конструкции торцовые уплотнения могут быть одинарными и двойными. Недостатки торцовых уплотнений - высокая стоимость и сложность ремонта Бессальниковые приводы. В аппаратах высокого давления с бессальниковым приводом энергия передается на вал мешалки посредством вращающегося магнитного поля, развиваемого статором асинхронного электродвигателя. Вращающе- еся магнитное поле, создаваемое статором, заставляет вращаться ротор, а вместе с ним и вал мешалки. | |||||||||||||||||||||||||||||||||||||||||||||||