Окончание Главы 12-13. Оперативнопроизводственное планирование дискретного производства
 Скачать 0.7 Mb. Скачать 0.7 Mb.
|

Задача 12.2Решить задачу 12.1, используя другие значения исходных данных: Nдн. = 20 шт.
 Ответ 12.2: Задача 12.3 Партия деталей одного типоразмера проходит обработку в четырех цехах и поступает в пятый цех на сборку. Тип производства деталей – серийный, с постоянным среднерасчетным ритмом. В сборочную единицу входят восемь таких деталей. Ежедневно со сборки должна выходить одна готовая сборочная единица, длительность цикла сборки которой составляет два рабочих дня. Величины партий запуска деталей в обработку и длительность циклов их обработки в цехах заданы в таблице.
Требуется: 1)построить график обработки партий в 1 – м и 2 – м цехах и указать на нем опережения запуска и выпуска; сравнить полученные величины с расчетными данными; 2) построить график изменения величины оборотного задела между 1 и 2 цехами и указать на нем период оборота задела; рассчитать по графику среднюю величину задела; полученные величины сравнить с расчетными данными; 3) построить график изменения величины циклового задела в четвертом цехе и рассчитать средние значения цикловых заделов во всех цехах; 4) рассчитать величины опережений запуска и выпуска партий для всех цехов относительно сборки; 5) рассчитать величину суммарного среднего задела данных деталей в производстве. Резервные заделы и опережения из рассмотрения исключить. Ответ 12.3:
Для первой пары цехов Суммарный средний задел деталей в производстве НС= 1704 шт. Задача 12.4 Корпус прибора проходит обработку в двух цехах предприятия, а затем поступает в третий цех на сборку. В заготовительном цехе корпуса обрабатываются партиями по 1200 шт., технологический процесс их обработки включает четыре операции; в механическом цехе – партиями по 200 шт., техпроцесс включает семь операций. Вид движения партий корпусов по операциям при обработке последовательный. Нормы штучного времени на выполнение операций
Сборка приборов происходит поштучно на рабочем непрерывном конвейере. Общая длина конвейера – 106 м, а его скорость – 0,16 м / мин. Шаг конвейера, т. е. расстояние между осями смежных приборов на ленте, – 1.0 м. Предприятие работает в одну смену. Требуется определить ритм выпуска приборов, длительность цикла их изготовления в каждом цехе, опережения запуска партий корпусов в заготовительном и механическом цехах, средние значения цикловых заделов в каждом цехе и оборотных заделов для каждой пары смежных цехов, суммарный средний задел корпусов в производстве. Построить график изменения оборотных заделов между заготовительным и механическим цехом. Ответ 12.4:
Для первой пары цехов Суммарный средний задел в производстве НС = 4127 шт. Задача 12.5 На 5 апреля (третий рабочий день месяца, всего – 22 р. дня) сборкой фактически выпущено 180 готовых изделий нарастающим итогом с начала года. Механический цех обеспечивает сборку деталями, причем входимость планируемых деталей в готовые изделия равна трем. На дату расчета механический цех выпустил фактически 651 деталь данного типоразмера нарастающим итогом с начала года, а запущенных в производство деталей в цехе нет. Механический цех обрабатывает детали партиями по 36 штук, время обработки партии – 5 дней. Сборочный цех собирает изделия партиями по 9 штук, время сборки партии – 1.5 дня. Средне – расчетный ритм выпуска готовых изделий со сборки – 160 мин при односменном режиме работы предприятия. Требуется: а) определить ритмы партий в механическом и сборочном цехах; б) рассчитать сроки запуска в обработку и выпуска первой партии деталей в механическом цехе; в) построить графики работы обоих цехов применительно к деталям данного типоразмера и график изменения межцехового оборотного задела деталей, предусмотрев запуск второй партии изделий на сборку 5 апреля; г) рассчитать аналитически величины опережений запуска и выпуска партий деталей в механическом цехе и период оборота задела, полученные значения сравнить с графиком; д) рассчитать месячные производственные программы для сборочного и механического (по деталям данного типоразмера) цехов. Резервные опережения и заделы из рассмотрения исключить. 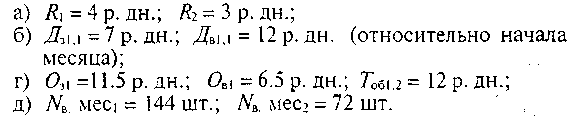 Ответ 12.5: Задача 12.6 В соответствии с техпроцессом детали проходят обработку в двух цехах, а затем поступают на сборку. Тип производства – серийный, среднедневная потребность сборки в деталях – 4 шт. Установленные величины партий запуска деталей в обработку (на сборку), длительностей циклов обработки (сборки) партий, номера готовых изделий, на которые фактически выпушены и запущены в обработку детали на начато расчетного периода, а также номер готового изделия, фактически запущенного и выпущенного со сборки, заданы в таблице.
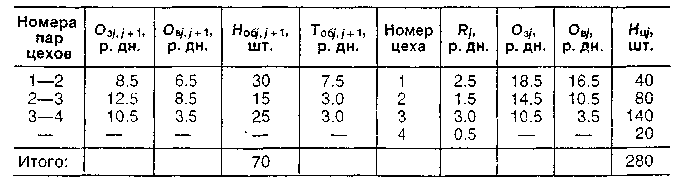
Требуется: 1) рассчитать размеры первых партий запуска и выпуска деталей для обрабатывающих цехов; 2) рассчитать сроки запуска и выпуска первых партий деталей в обрабатывающих цехах; 3) рассчитать дату запуска второй партии во втором цехе; 4) построить графики обработки (сборки) партии в трех цехах; 5) рассчитать аналитически величины опережений запуска партий в обработку в обоих цехах относительно сборки; полученные значения сравнить с графиком; 6) рассчитать месячные производственные программы обрабатывающих цехов по деталям данного типоразмера и сборочного цеха (в месяце – 21 рабочий день). Резервные опережения и заделы из рассмотрения исключить.  Ответ 12.6: Задача 12.7  В соответствии с техпроцессом детали проходят обработку в двух цехах, а затем поступают на сборку, причем их входимость в готовое изделие равна четырем. Тип производства – серийный, партии готовых изделий выходят из сборки дважды в день. Установленные величины партий запуска деталей в обработку и сборки готовых изделий, длительность цикла обработки (сборки) партий, а также номера готовых изделий, на которые фактически были выпущены и запущены в обработку детали и номер фактически выпущенного сборкой готового изделия на начато расчетного периода, заданы в таблице. Предполагается, что сборка работает ритмично и обеспечивает равномерный выпуск продукции как в начале, так и в конце расчетного периода. Требуется: 1) рассчитать размеры первых партий запуска и выпуска деталей для обрабатывающих цехов; 2) рассчитать сроки запуска и выпуска первых партий деталей в обрабатывающих цехах; 3) рассчитать дату запуска второй партии во втором цехе; 4) построить графики обработки (сборки) партии в трех цехах; а также эпюры изменения межцеховых оборотных заделов; 5) рассчитать опережения запуска партий деталей в обработку для обоих пар цехов, а также периоды оборота заделов; результаты сравнить с графиками; 6) рассчитать месячные производственные программы для всех цехов применительно к деталям данного типоразмера и готовым изделиям, куда они входят (в месяце – 20 рабочих дней). Резервные опережения и заделы из рассмотрения исключить.  Ответ 12.7: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||