Окончание Главы 12-13. Оперативнопроизводственное планирование дискретного производства
 Скачать 0.7 Mb. Скачать 0.7 Mb.
|

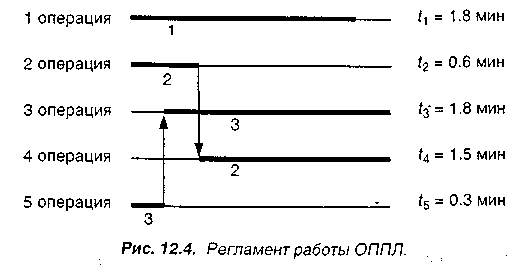
Задача 12.8На ОНПЛ сборки электронных приборов установлен рабочий конвейер с постоянной скоростью движения ленты 3 м / мин. Выпуск приборов с линии запланирован в размере 150 шт. / ч. На линии выполняется 48 операций. Рабочая поза – «стоя». Шаг рабочих мест – 2 м. Масса одного прибора мало меняется в процессе его сборки и в среднем составляет 11.62 кг. На организацию работы конвейера его габариты влияния практически не оказывают. Требуется определить шаг конвейера, общую длину его рабочей части, массу приборов, одновременно находящихся на ленте конвейера. Ответ 12.8: lP= 1.2 м; LK = 95.2 м; МK= 921.47 кг. Задача 12.9 Анализ показал, что высокая скорость конвейера и большая протяженность рабочих зон не обеспечивают требуемого качества сборки приборов на ОНПЛ (задача 12.8). Требуется указать пути уменьшения скорости при сохранении объема производства приборов и найти минимальную скорость при условии, что предельно допустимая нагрузка на один погонный метр конструкции конвейера составляет 210 н. Как при этом избежать (и можно ли это сделать в полной мере) увеличения объема незавершенного производства приборов на линии? Считать, что планировка рабочих мест и эргономические требования определяют минимальный шаг рабочих мест – 0.95 м. Указать длину рабочих и транспортных зон в окончательном варианте организации конвейерной линии. Ответ 12.9: уменьшение шага конвейера при сохранении ритма обеспечит Задача 12.10 На ОНПЛ установлен рабочий непрерывный конвейер с шагом 0.9 м и скоростью движения ленты 0.1 м/мин. Изделия находятся на конвейере в кассетах (транспортной таре) по 5 штук в каждой. Всего на линии выполняется 420 операций. Шаг рабочих мест – 1.8 м. Конструкция конвейера включает три поворотные секции, каждая длиной по оси движения предметов по 3.2 м, и четыре прохода, каждый по 8 м. Линия работает в две смены, 6 мин каждый час – регламентированные перерывы. Требуется найти, какое количество изделий может выпустить линия за месяц (21 рабочий день) и какое количество остается на ленте ежедневно после того, как конвейер выключают на ночь. Ответ 12.10: Задача 12.11 Как изменятся основные организационно–производственные параметры конвейерной линии (задача 12.10), если движение ленты сделать пульсирующим со скоростью пульсаций 4.5 м / мин? Ответ 12.11: считая, что штучное время (1.8 мин. / шт.) остается неизменным, ритм транспортной партии должен быть увеличен на время пульсации (0.2 мин). Тогда Задача 12.12 Тракторный завод должен выпустить в планируемом месяце (21 рабочий день) 4835 тракторов. Его сборочный конвейер движется с постоянной скоростью 2.6 м / мин. Рабочие, выполняя сборку, двигаются вслед за конвейером, а затем возвращаются обратно, в начало своей рабочей зоны, со скоростью 4 км / ч. Рабочие зоны разделены транспортными зонами по 1.6 м каждая, которые в случае необходимости играют роль резервных зон. На конвейере выполняются 216 операций. Организованы четыре проезда по 5.2 м. Завод работает в двухсменном режиме. Регламентированные перерывы на сборочном конвейере не предусмотрены. Техобслуживание выполняется в нерабочее время. Требуется найти ритм выпуска тракторов, шаг сборочного конвейера, длину рабочей зоны (без резервной части), общую длину рабочей части конвейера, число тракторов, одновременно находящихся в сборке, время сборки одного трактора. Ответ 12.12: Задача 12.13 На сколько должна измениться скорость возврата рабочего в начало его рабочей зоны (задача 12.12), если время выполнения им операции изменится на +3 %, – 3 %. Ответ 12.13: Скорость возврата увеличится в четыре раза, уменьшится на 46 %. Задача 12.14 ОНПЛ сборки работает в две смены. В планируемом месяце 20 рабочих дней. Регламентированные перерывы на отдых рабочих составляют 6 мин каждый час. Техобслуживание выполняется в нерабочее время. Месячная программа сборки составляет 6900 шт. На линии установлен распределительный конвейер с шагом 0.5 м. Рабочая поза – «сидя». Расположение рабочих мест – по одну сторону ленты с шагом 4 м. На линии выполняется шесть операций со следующими штучными временами: tШТ = (2.1; 2.2; 4.7; 11.4; 2.2; 2.0) мин. / шт. Время установки – снятия предмета с ленты конвейера – 0.2 мин. Требуется определить ритм линии, число рабочих мест на операциях, число периода конвейера и номера периода, закрепленные за каждым рабочим местом, длину рабочей части конвейера, суммарную нагрузку на ленту конвейера, если средняя масса предмета – 4.8 кг, объем незавершенного производства на линии, если средняя себестоимость собираемых изделий составляет 162.4 руб. Если на линии установлен конвейер с непрерывным движением, какова должна быть его скорость? Ответ 12.14: Задача 12.15 Если на ОНПЛ (задача 12.14) установлен конвейер с пульсирующим движением, какова может быть минимальная скорость его пульсаций? Можно ли уменьшить внутрилинейный цикловой задел предметов, находящихся на сборке? Как это сделать? Ответ 12.15: Если конвейер пульсирующий, Внутрилинейный цикловой задел предметов увеличить можно двумя путями: увеличив шаг непрерывного конвейера до шага рабочих мест (4 м) и скорость до 1.6 м / мин. либо сделав движение пульсирующего конвейера несовмещенным с выполнением операций рабочими, тогда скорость пульсаций достигнет 40 м / мин, что может быть недопустимо. Задача 12.16 Сборка изделий осуществляется на ОНПЛ, где установлен распределительный конвейер с непрерывным движением. Процесс сборки включает пять операций со штучными временами tШТ = (1.75; 3.60; 7.72; 1.85; 5.75) мин. / шт. Изделия транспортируются между рабочими местами в кассетах по шесть штук в каждой. Время установки – снятия кассеты с ленты конвейера составляет 0.6 мин. Определить шаг конвейера, если скорость движения ленты – 0.1 м / мин. Поточная линия сборки работает в две смены по восемь часов; регламентированные перерывы составляют 30 мин в смену. Суточная программа выпуска – 460 шт. Определить общую длину рабочей части конвейера, если рабочие места расположены по одну сторону конвейера с шагом 2.35 м. Определить общую массу предметов на ленте, если средняя масса собираемого прибора – 210 г, кассеты – 400 г. Определить объем незавершенного производства на линии, если себестоимость полуфабриката, поступающего на линию, – 2 руб., готового изделия, выходящего с линии, – 28.600 руб. (нарастание затрат считать равномерным). Определить число периода конвейера и номера периода, закрепленные за каждым рабочим местом. Ответ 12.16: LK = 23.5 м; МK = 34.86 кг; СK = 2937.6 руб.; П = 12. 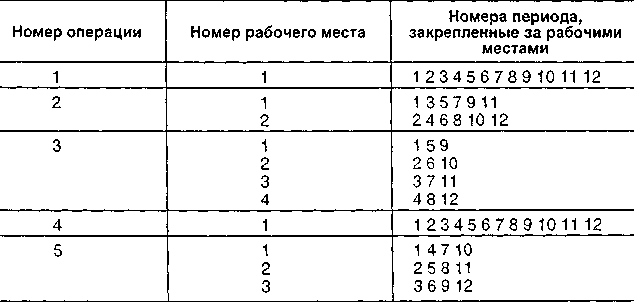 Задача 12.17 Построить эпюры межоперационных оборотных заделов на ОППЛ механической обработки деталей и рассчитать максимальные значения внутренних заделов и величины переходящих заделов для каждой пары смежных операций. Рассчитать средние значения оборотных заделов. Линия работает со среднерасчетным ритмом 2.1 мин. Период ее оборота – 4 ч. Регламент работы представлен на рис. 12.4. Ответ 12.17:
 Задача 12.18 Решить задачу 12.17 со следующими исходными данными: период оборота линии – 8 ч, величина оборотной партии 160 шт. Регламент работы линии приведен на рис. 12.5. 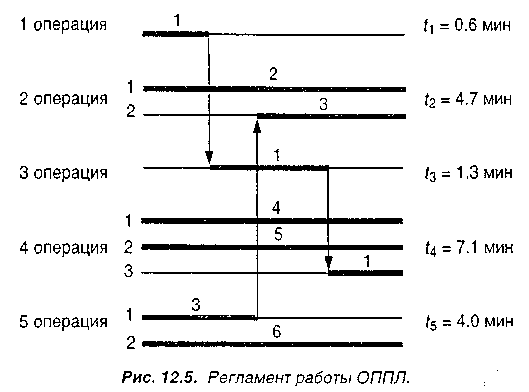 Ответ 12.18:
Задача 12.19 На ОППЛ предварительной механической обработки ступицы колеса выполняются шесть основных технологических операций. Нормы штучного времени и средние значения процентов выполнения норм выработки рабочими приведены в таблице:
Линия работает в две смены. Техническое обслуживание выполняется в нерабочее время. Ежедневное задание составляет 128 деталей. Требуется задать регламент работы линии, предусмотрев период комплектования заделов равным одной смене. При задании регламента учесть также, что: а) операции 1 и 6 выполняются фрезеровщиками высокой квалификации; б) операции 2 и 3 выполняются токарями высокой квалификации; в) операция 4 выполняется на оборудовании с программным управлением; оператор может одновременно обслуживать до трех подобных станков; г) операция 5 не требует высокой квалификации, и ее может выполнить любой рабочий линии. Требуется построить стандарт – план работы линии. Ответ 12.19: 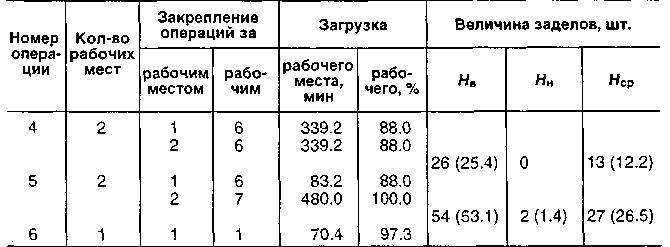 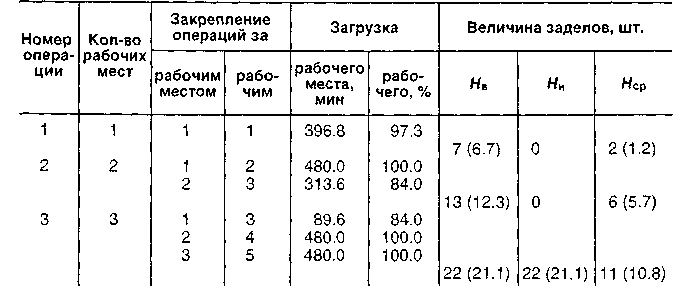 Глава 13 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||