газорезчик. газорезчик программа. Программа дополнительного профессионального образования Газорезчик
 Скачать 3.92 Mb. Скачать 3.92 Mb.
|

Машинные резаки для газовой резкиДля машинной термической резки выпускаются резаки, подразделяемые на следующие типы: РМ-3 — машинные трехвентильные; РМ-2 — машинные двухвентильные; РШМ-3 — трехвентильные для шарнирных машин; РМ-0 — машинные безвентильные с вынесенными узлами регулирования. По схеме смешения газов эти резаки могут быть инжекторными (И), равного давления (РД) и внутрисоплового смешения газов (ВС). В инжекторных резаках инжектирующий узел расположен в головке, а между корпусом и головкой имеются три трубки, по которым в головку резака раздельно подается режущий и подогревающий кислород и горючий газ. Отличительной особенностью инжекторных резаков, работающих на газах — заменителях ацетилена, являются увеличенные проходные каналы для горючей смеси в смесительной камере, в инжекторе и во входной кольцевой щели. При многорезаковой машинной резке необходима стабильность горения газов подогревающего пламени. Инжекторные резаки очень чувствительны к изменению давления горючего газа в сети, а также к брызгам расплавленного металла, поэтому для многорезаковых машин используют резаки равного давления. Резак равного давления не имеет инжектора. Подогревающий кислород подается через центральное отверстие, а горючий газ — через боковое. Смесь газов поступает в головку резака, которая по устройству аналогична головке инжекторного резака. Для поддержания заданного давления горючего газа перед резаком установлен специальный регулятор давления. Устройство машинного инжекторного двухвентильного резака типа РМ-2 показано на рис. 1.28, а машинного безынжекторного резака равного давления — на рис. 1.29.  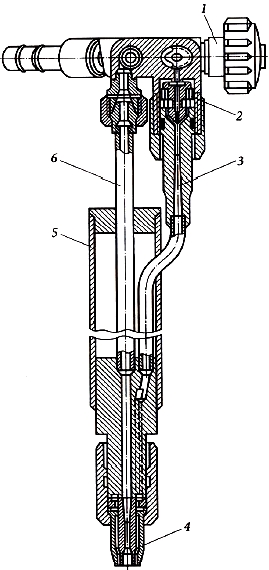 Рис. 1.28. Устройство машинного инжекторного резака типа РМ-2: 1 — регулирующий кислородный вентиль; 2 — инжектор; 3 — смесительная камера; 4 — мундштук; 5 — корпус резака; 6 — трубка режущего кислорода 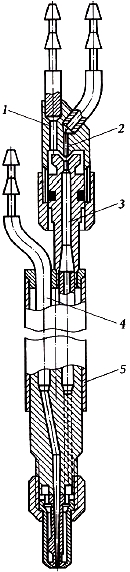 Рис. 1.29. Устройство машинного безынжекторного резака равного давления: 1 — отверстие для горючего газа; 2 — центральное отверстие для подогревающего кислорода; 3 — канал для горючей смеси; 4 — трубка для режущего кислорода; 5 — корпус По конструктивному исполнению машины для термической резки делятся на стационарные (устанавливаемые в определенном месте заготовительного участка) и переносные (перемещаемые оператором в рабочую зону). В соответствии с.видом обработки выделяют машины для резки листового проката, труб, профильного проката, стальных отливок и т.д. В зависимости от применяемой режущей оснастки различают машины для кислородной и плазменной резки. Помимо этого существует разделение стационарных машин на портальные, портально-консольные и шарнирные. В соответствии со способом управления различают машины с программным, фотоэлектронным, магнитокопировальным и механическим управлением. На машине портального типа обрабатываемый лист размещается под ее ходовой частью (порталом), на большинстве портально-консольных машин — под консольной частью, а фотокопировальная головка устанавливается на портале. На шарнирных машинах обрабатываемый лист расположен под шарнирной рамой (рис. 1.30). 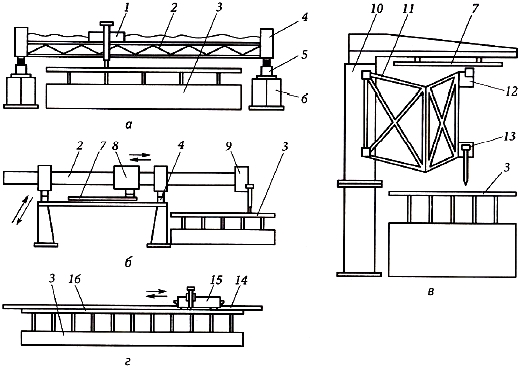 Рис. 1.30. Схемы машин для термической резки листовой стали: а — портальная; б — портально-консольная; е — шарнирная; г — переносная; 1 — каретка; 2 — портал; 3 — раскройный стол; 4 — привод продольного хода; 5 — рельсовый путь; 6 — опора; 7 — копир; 8 — каретка с фотокопировальной головкой; 9 — каретка с резаком; 10 — колонна с поворотным хоботом; 11 — шарнирная рама; 12 — привод; 13 — суппорт с резаком; 14 — направляющий рельс; 15 — тележка; 16 — разрезаемый лист В зависимости от числа листов, укладываемых под обработку, машины классифицируют как одноместные и многоместные с шириной обрабатываемой области соответственно 2,0...3,5 и не менее 5 м. Кислородно-дуговая резкаСущность кислородно-дуговой резки состоит в том, что между электродом и разрезаемой заготовкой возбуждается электрическая дуга, которая осуществляет расплавление металла. Удаление металла из реза осуществляется струей кислорода или воздуха. При кислородно-дуговой резке (рис. 2.1) кислород поступает в рез по внутреннему каналу металлического электрода, покрытого специальным составом. 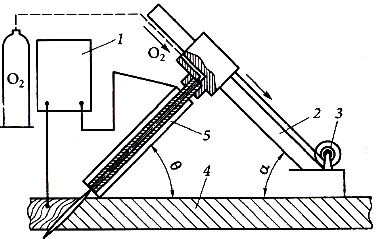 Рис. 2.1. Схема кислородно-дуговой резки: 1 — источник электропитания; 2 — направляющая; 3 — электропривод; 4 — разрезаемый металл; 5 — электрод; α —угол наклона направляющих к поверхности разрезаемого металла; θ — угол установки электрода Рукоятка горелки обеспечивает закрепление электрода и подачу кислорода. Процесс резки начинается с возбуждения дуги между электродом и металлом, затем в рез подается кислород, осуществляющий окисление металла в резе и принудительное удаление продуктов реакции из полости реза. Режущая струя кислорода следует за электродом. Режимы кислородно-дуговой механизированной резки стали представлены в табл. 2.1. Таблица 2.1 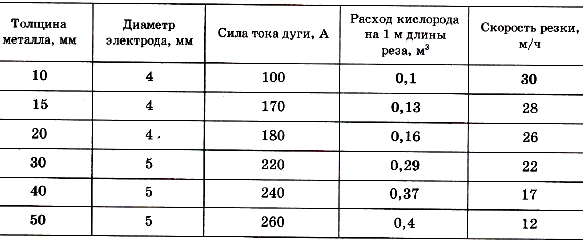 Кислородно-дуговой резкой можно резать углеродистые, легированные, коррозионно-стойкие стали, чугун, цветные металлы. Резку ведут трубчатыми стальными и тугоплавкими неметаллическими (графитовыми, угольными) электродами, а также обычными стальными покрытыми электродами на постоянном и переменном токе. При подводной кислородно-дуговой резке применяют плавящиеся и неплавящиеся электроды. Плавящиеся электроды изготавливают из стальных трубок наружным диаметром 8 мм с толщиной стенки 2,0...2,5 мм длиной 400 мм. На поверхность трубки наносят водоупорное покрытие, которое позволяет опирать электрод на поверхность металла, чем обеспечиваются постоянство расстояния между электродом и металлом и стабильность горения дуги. Расход электродов при резке высокий (примерно 1 шт. в 1 мин), поэтому при резке металла под водой применяют карборундовое покрытие, увеличивающее время работы одним электродом до 40 мин. При резке на воздухе применяют полые угольные или графитовые электроды, обеспечивающие значительную экономию металла по сравнению с применением металлических электродов. |