Расшифровка маркировки, область применения (агрессивное воздействие среды, давление, температура)
 Скачать 7.79 Mb. Скачать 7.79 Mb.
|

|
49 Простая перегонка, материальный баланс простой перегонки. Схемы фракционной и ступенчатой перегонки, перегонки с частичной дефлегмацией. Одним из наиболее распространенных методов разделения жидких однородных смесей, состоящих из двух или большего числа компонентов, является перегонка. Разделение перегонкой основано на различной летучести компонентов смеси при одной и той же температуре или на различии температур кипения компонентов смеси при одном и том же давлении. Поэтому при перегонке все компоненты смеси переходят в парообразное состояние в количествах, пропорциональных их фугитивности, которой характеризуется летучесть компонентов жидкой смеси. В простейшем случае исходная смесь является бинарной, состоящей только из двух компонентов. Получаемый при ее перегонке пар содержит относительно большее количество легколетучего или низкокипящего компонента (НК), чем исходная смесь. Следовательно, в процессе перегонки жидкая фаза обедняется, а паровая фаза обогащается НК. Неиспарившаяся жидкость, соответственно, имеет состав, более богатый труднолетучим, или высококипящим компонентом (ВК). Эту жидкость называют остатком, а жидкость, полученную в результате конденсации паров, – дистиллятом или ректификатом. Простая перегонка представляет собой процесс однократного частичного испарения жидкой смеси и конденсации образующихся паров. Простая перегонка применима только для разделения смесей, летучести компонентов которой существенно различаются между собой. Используется простая перегонка обычно для предварительного грубого разделения жидких смесей, а также для очистки сложных смесей от нежелательных примесей, смол и т. п. Фракционная перегонка. Перегонку проводят путем постепенного испарения жидкости, находящейся в пе регонном кубе. Образующиеся пары отводятся и кон денсируются. Процесс осуществляют периодическим или непрерывным способом. Если простая перегонка проводится периодически, то в ходе отгонки НК содержание его в кубовой жид кости уменьшается. Вместе с тем, изменяется во вре мени и состав дистиллята, который обедняется НК по мере протекания процесса. В связи с этим отбирают несколько фракций дистиллята, имеющих различный состав. Простая перегонка, проводимая с получением конечного продукта разного состава, называется фракционной, или дробной, перегонкой. В периодически действующей установке для фрак ционной перегонки (рисунок 1) исходную смесь загру жают в перегонный куб 1, снабженный змеевиком для обогрева, и доводят до кипения. Пары отводят в кон денсатор-холодильник 2. Фракции дистиллята поступают через смотро вой фонарь 3 в отдельные сборники 4—6. По окончании операции остаток сливают из куба, после чего в него вновь загружают разделяемую смесь. 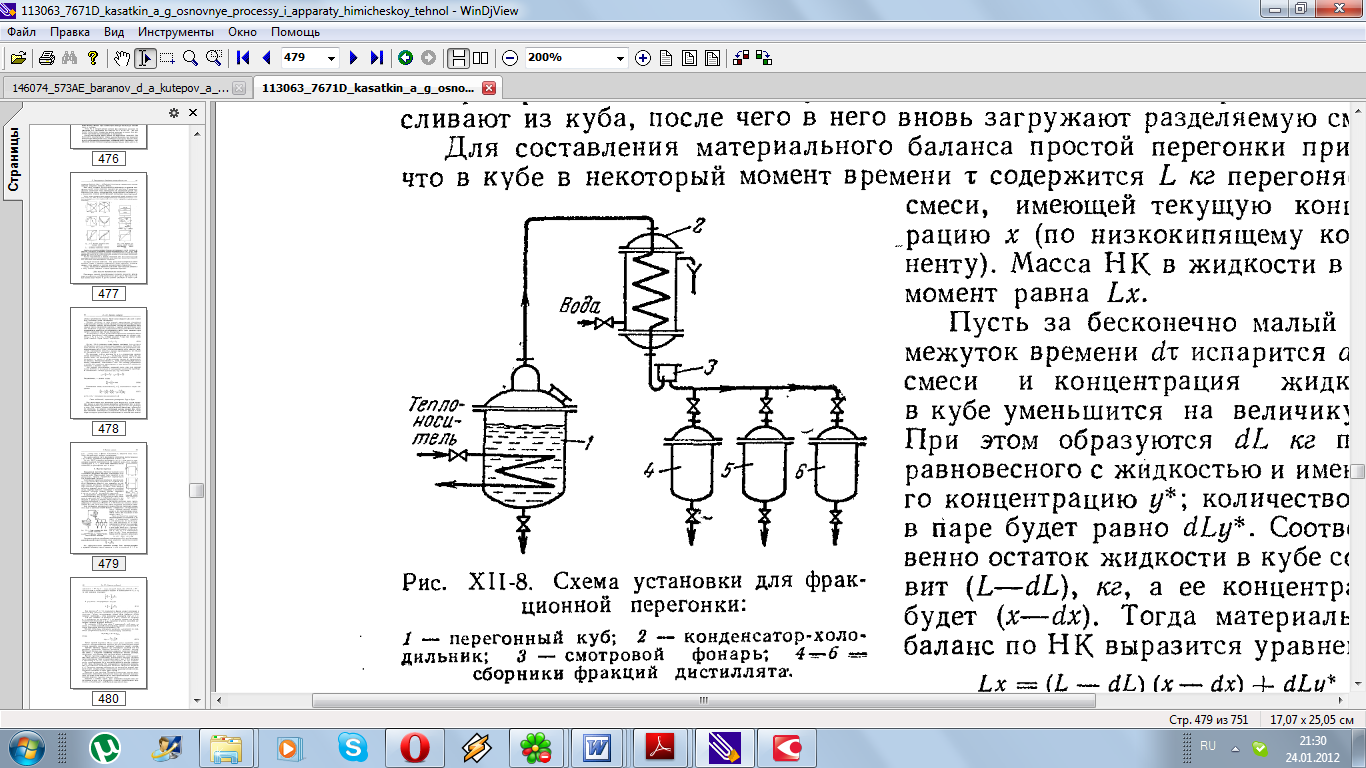 1 – перегонный куб; 2 – конденсатор-холодильник; 3 – смотровой фонарь; 4-6 – сборники фракций дистиллята Для составления материального баланса простой перегонки примем, что в кубе в некоторый момент времени t содержитсяLкг перегоняемойсмеси, имеющей текущую концент рацию х (по низкокипящему компо ненту). Масса НК в жидкости в этот момент равнаLx. Пусть за бесконечно малый про межуток времени dt испарится dL кг смеси и концентрация жидкости в кубе уменьшится на величику dx. При этом образуются dL кг пара, равновесного с жидкостью и имеюще го концентрацию у* количество НК в паре будет равно dLy*. Соответст венно остаток жидкости в кубе соста вит (L—dL), кг, а ее концентрация будет (х—dx). Тогда материальный баланс по НК выразится уравнением: Lx = (L — dL) (х — dx) + dLy* Раскрывая скобки и пренебрегая произведением dLdx, как бесконечно малой величиной второго порядка, после разделения переменных получим: dL/L = dx /( y* — х). Это дифференциальное уравнение должно быть проинтегрировано в пределах изменения массы жидкости в кубе от начальнойL = F до L — W(гдеF— масса исходной смеси, или питания, W— масса остатка) и соответствующего падения ее концентрации от xF до xWза всю операцию перегонки: 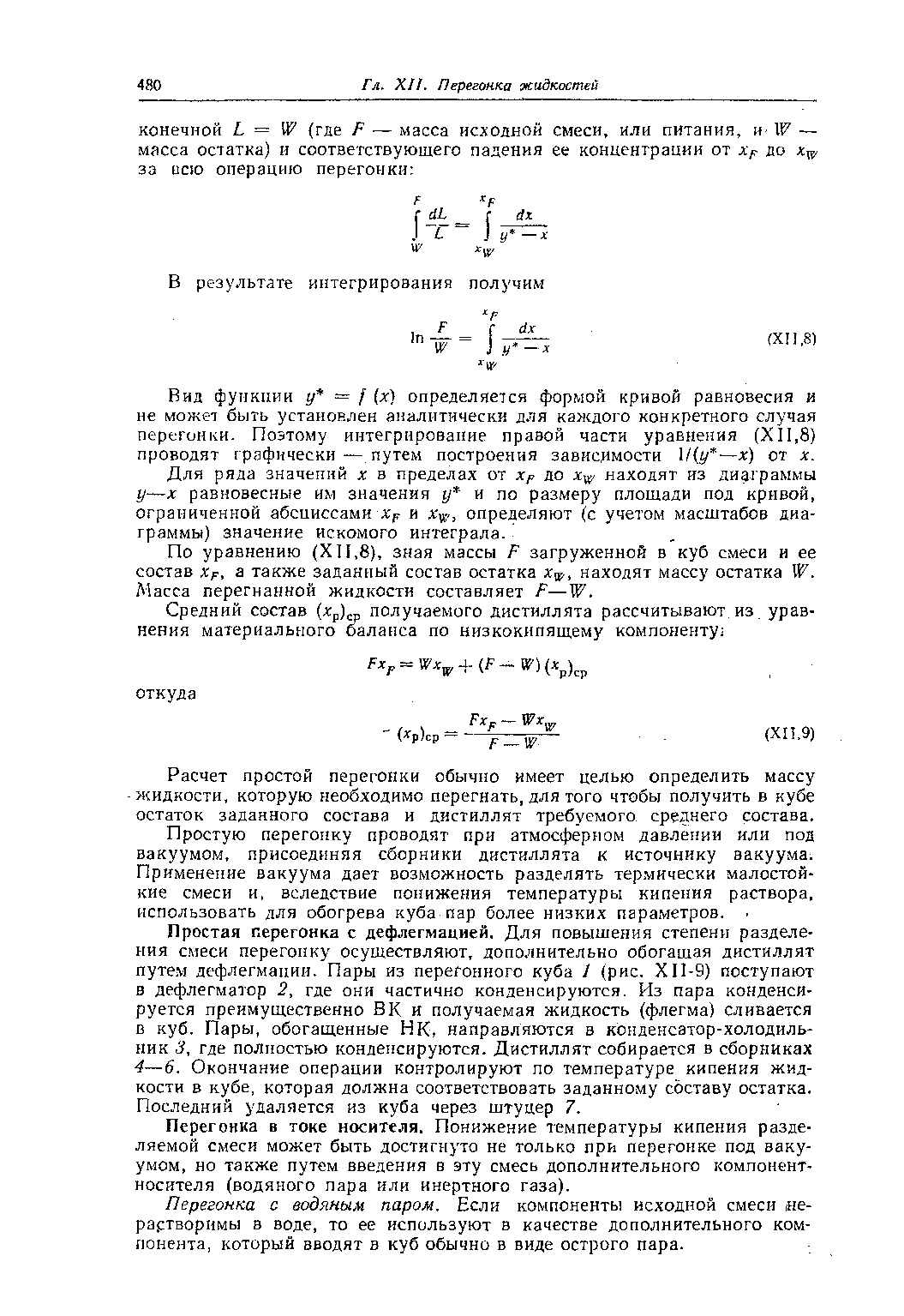 (1) (1)Вид функции у* = f (х) определяется формой кривой равновесия и не может быть установлен аналитически для каждого конкретного случая перегонки. Поэтому интегрирование правой части уравнения, проводят графически — путем построения зависимости 1 /(у*—х) от х. Для ряда значений х в пределах от xF до xw находят из диаграммы у—х равновесные им значения у* и по размеру площади под кривой, ограниченной абсциссами xF и xW определяют (с учетом масштабов диа граммы) значение искомого интеграла. По уравнению. (1), зная массы F загруженной в куб смеси и ее состав xF, а также заданный состав остатка хW, находят массу остатка W. Масса перегнанной жидкости составляет F—W. Средний состав (хр)ср получаемого дистиллята рассчитывают из урав нения материального баланса по низкокипящему компоненту 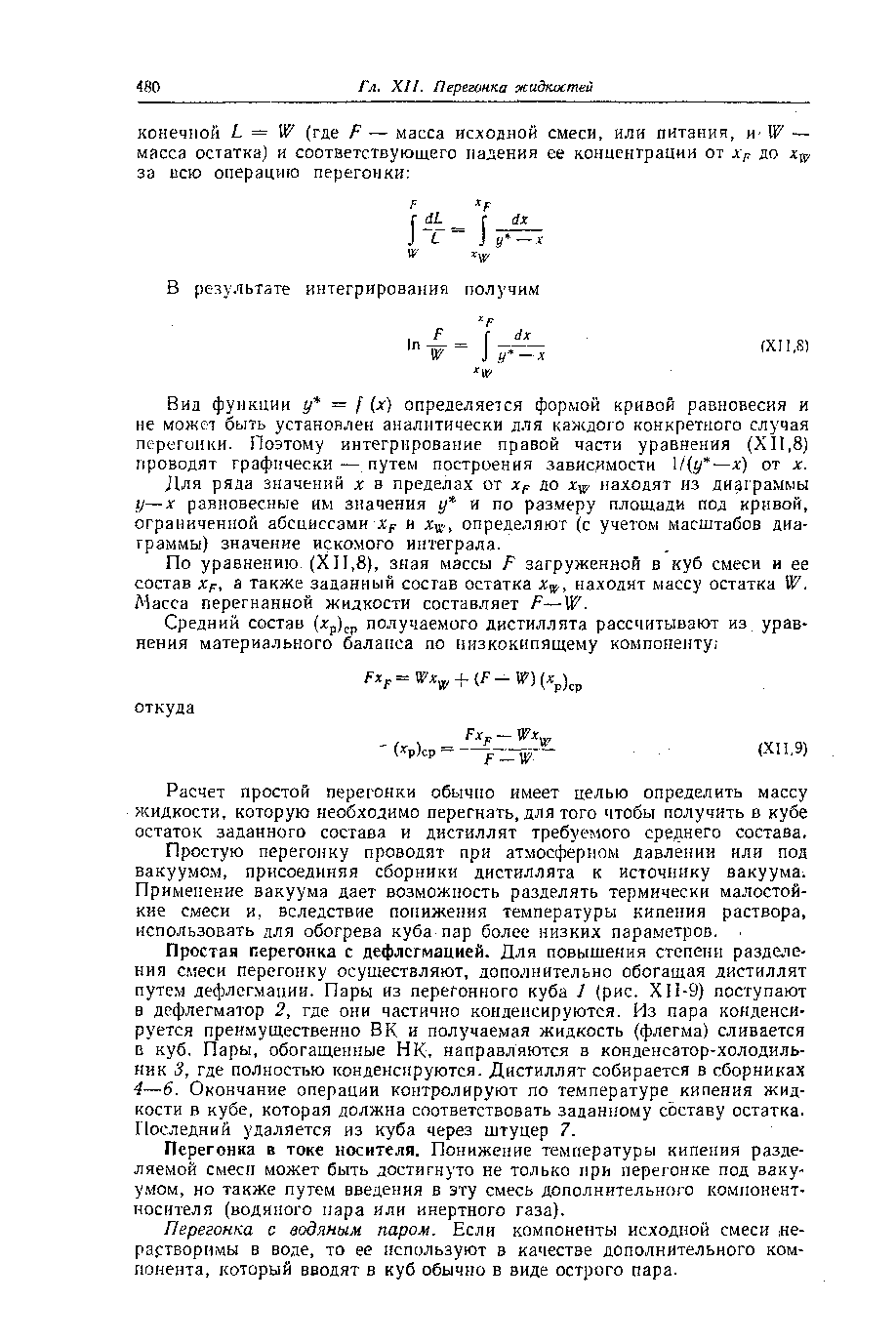 Расчет простой перегонки обычно имеет целью определить массу жидкости, которую необходимо перегнать, для того чтобы получить в кубе остаток заданного состава и дистиллят требуемого среднего состава. Простая перегонка с дефлегмацией. Для повышения степени разделе ния смеси перегонку осуществляют, дополнительно обогащая дистиллят путем дефлегмации. Пары из перегонного куба 1 (рисунок) поступают в дефлегматор 2, где они частично конденсируются. Из пара конденси руется преимущественно ВК и получаемая жидкость (флегма) сливается в куб. Пары, обогащенные НК, направляются в конденсатор-холодильник 3, где полностью конденсируются. Дистиллят собирается в сборниках 4—6. Окончание операции контролируют по температуре кипения жид кости в кубе, которая должна соответствовать заданному составу остатка. Последний удаляется из куба через штуцер 7.  1 – перегонный куб; 2 – дефлегматор; 3 – конденсатор-холодильник; 4-6– сборники, 7- штуцер. 50 Непрерывная ректификация бинарной смеси, материальный и тепловой балансы, рабочая линия ректификации, построение рабочей линии для укрепляющей и исчерпывающей частей ректификационной колонны, минимальное и рабочее флегмовое число. Ректификациейназывается диффузионный процесс разделения жидких смесей взаимно растворимых компонентов, различающихся по температурам кипения, который осуществляют путем противоточного, многократного контактирования неравновесных паровой и жидкой фаз. Для получения продуктов с заданной концентрацией компонентов и высокими выходами используют процесс ректификации, который широкоприменяется в нефтегазопереработке, химической, нефтехимической, кислородной, пищевой и других отраслях промышленности. Отбираемый с верху колонны продукт D, обогащенный НКК, называется ректификатом (или дистиллятом), — а снизу колонны W, обогащенный ВКК, — остатком (или нижним продуктом). Та часть колонны, куда вводится сырье, называется секцией питания, или эвапорационным пространством, часть ректификационной колонны,находящаяся выше ввода сырья — верхней, концентрационной или укрепляющей, а ниже ввода сырья — нижней, отгонной или исчерпывающей. В обеих частях колонны протекает один и тот же процесс ректификации Вступающие в контакт пары и жидкость при ректификации не находятся в равновесии, но в результате контакта фазы стремятся достичь его или приблизиться к этому состоянию. При этом происходит выравнивание температур и давлений в фазах и перераспределение компонентов между ними. Контакт пара и жидкости, при котором система достигает состояния равновесия, называется идеальным или теоретическим, а устройство, обеспечивающее такой контакт — теоретической тарелкой. Сущность ректификации как явления удобно рассматривать на примере работы колонны применительно к разделению бинарной смеси. Схема ректификационного агрегата показана на рис.1а, ей соответствует диаграмма t – х,у для разделяемой смеси (рисунок. 1б). Колонну 1 будем считать адиабатической: она хорошо изолирована в тепловом отношении, так что потери тепла в окружающую среду практически отсутствуют. В нижней части колонны находится куб 2 с обогревающим устройством. На выходе паров сверху колонны расположен конденсатор 3. Схематизируем явления, происходящие при ректификации. При нагревании исходной смеси состава xо до температуры кипения t0 образуется пар, находящийся в равновесии с жидкостью. При его конденсации образуется жидкость (конденсат) состава x1= y0, которая обогащена НК. Нагрев эту жидкость до температуры t1 и сконденсировав образовавшиеся пары, получим конденсат состава x2= y1, причем x2>x1, т.е. жидкость еще больше обогащена НК. Таким образом, повторяя многократно процессы испарения и конденсации паров, можно получить жидкость, практически состоящую из одного НК. Параллельно этому в нижней части колонны (в кубе) получаем жидкость обогащённую ВК. 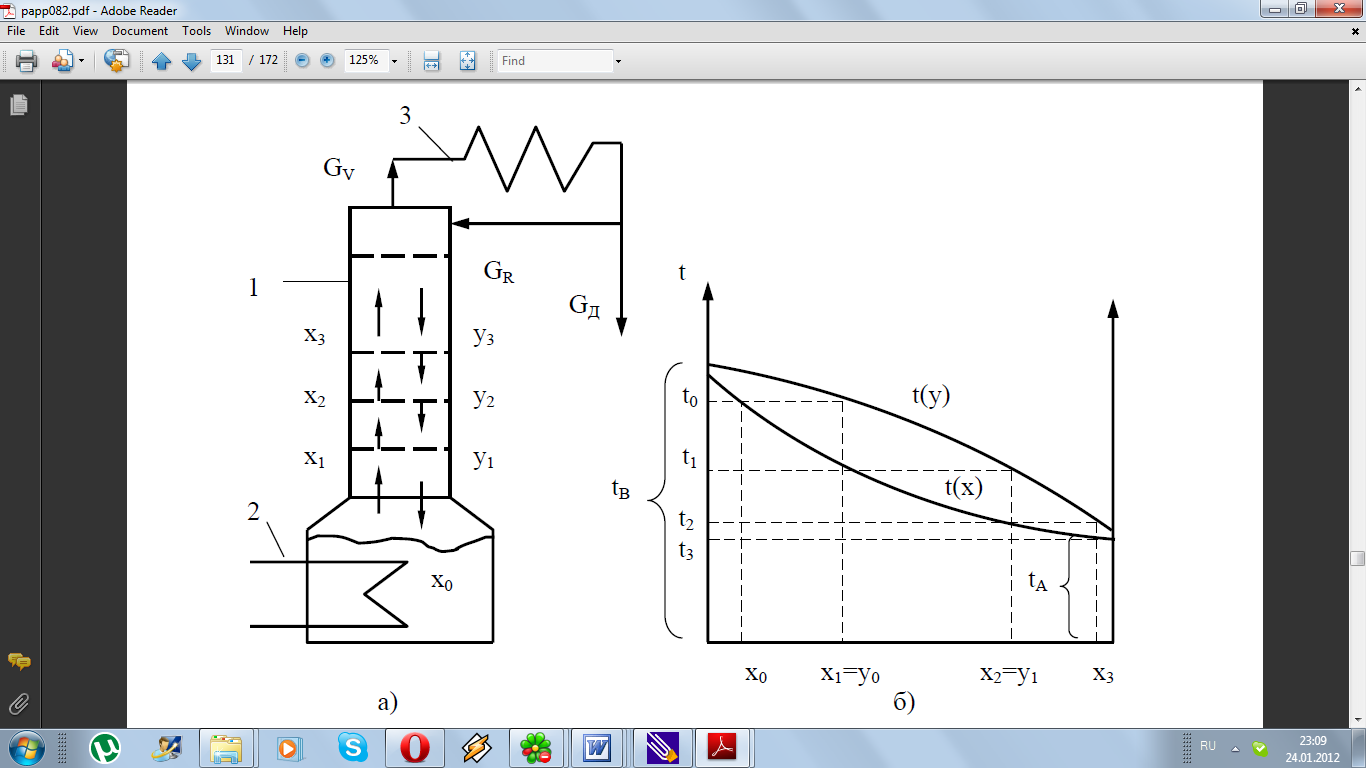 Рисунок 1 - Противоточное контактирование паровой и жидкой фаз: а) схема ректификационного агрегата (1 – колонна, 2 – обогревающее устройство, 3 – конденсатор); б) процесс ректификации на диаграмме t – x,y. GV – выход паров в дефлегматор, GR – подача флегмы на орошение колонны, GД – отбор дистиллята. Для анализа работы ректификационной колонны необходимо составить материальные балансы потоков. Уравнения последних имеют следующий вид: -для всей колонны F=Д+W -по потокам фаз GF=GД+GW GF+GR=GV+GW; - по количеству НК: GF·хF=GД·yД+GW·хW.  Относительный отбор остатка составит:  Процесс ректификации связан с обменом тепловой энергией между паром и жидкостью и если не учитывать потери тепла в окр. среду тепловой баланс можно записать по формуле: QF+QB = QD+QW+Qd QF– тепло с сырьем; QB – тепло входит в низ колонны через кипятильник; QD - отводится из колонны парами ректификата; QW– отводится жидким остатком; Qd - отводится хладагентом. Отдельные составляющие: QF = F(1-e)·htF + F·e·HtF= F·hF е – массовая доля отгона.е = D/F=W/F. 51. Насадочные и тарельчатые колонные аппараты, виды насадок и тарелок. Полые распылительные колонны, применяемые для абсорбции и экстракции. Пленочные абсорберы. Тарельчатые колонны применяют при рабочем давлении выше атмосферного. Разделение на тарелках более эффективно, чем на насадках. Масса тарельчатой колонны меньше насадочной. Используется при расчете фундамента и несущей способности опорных конструкций. В тарельчатой колонне можно предусмотреть люки, лазы для чистки контактирующих массообменных устройств. Насадочные колонны приходятся разбирать полностью. Система, содержащая твердые вещества, также разделяется в тарелке колонны. В насадочной колонне эти твердые вещества могут забивать свободное пространство насадок. В тарельчатых колоннах свободное сечение больше, поэтому твердые вещества могут проходить свободно. Тарельчатые колонные применяются , если при разделении системы происходит большая отдача теплоты. В тарельчатых колонных отвести тепло можно с помощью промежуточного охлаждения, а также подавать жидкость вовнутрь колонны. Насадочные колонны применяют при атмосферном давлении и вакууме. Также применяются при разделении при условиях низкого давления, при сильно пенящихся системах. Пена накапливаясь на тарелке, может подняться на выше лежащую тарелку и может произойти захлебывание. Для систем, вызывающих коррозию металла также применяют насадки, при этом их изготавливают из коррозионно-стойкого материала (керамика или пластмасса). При использовании насадочных колонн с большим диаметром эффективность разделения снижается. Все большую популярность приобретает использование чередование тарелок и насадов. НАСАДОЧНЫЕ АППАРАТЫ, колонные аппараты, предназначенные для интенсификации тепло- и массообмена и обеспечения однородных гидродинамич. условий проведения хим.-технол. процессов. С этой целью часть объема Н.а. заполнена слоями твердых тел разл. размеров и формы-неподвижными и подвижными насадками, к-рые служат для создания развитой пов-сти контакта между взаимодействующими потоками в гетерог. системах, гл. обр. газ (пар)- жидкость. В Н.а. неподвижная насадка засыпается на опорные решетки, имеющие отверстия для стока жидкости и прохождения газа (рис. 1). Жидкость подается на насадку сверху при помощи спец. распределит.устройств. По всей высоте насадки равномерное распределение жидкости невозможно, что объясняется т.наз. пристеночным эффектом-большей плотностью загрузки насадки в центр. части аппарата, чем около его стенок, вследствие чего жидкость стремится растекаться в направлении от центра к периферии. Для предотвращения этого и улучшения смачивания насадки ее зачастую укладывают не сплошь на всю высоту, а отдельными слоями (секциями) высотой 1,5-3,0 м и под каждым из них, кроме нижнего, размещают направляющие устройства. Газ и жидкость движутся, как правило, противотоком; в промети используют также Н.а. с прямоточным (нисходящим) движением фаз при высокой скорости газа (до 10 м/с). В слое насадки жидкость стекает по ее элементам гл. обр. в виде тонкой пленки, и пов-стью контакта фаз является в осн. смоченная пов-сть насадки, поэтому Н.а. можно рассматривать как разновидность пленочных аппаратов. При перетоке жидкости с одного элемента насадки на другой жидкая пленка разрушается, и на нижележащем элементе образуется новая пленка. При этом часть жидкости проходит в виде струй и капель через расположенные ниже элементы насадки, а нек-рое кол-во задерживается в ней вследствие смачивания пов-сти и скопления в узких каналах, образуемых соприкасающимися насадочными телами, что приводит к увеличению гидравлич. сопротивления и снижению эффективности массообмена. 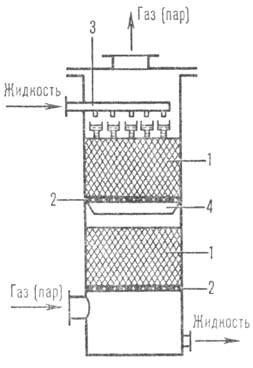 РИС. 1. Насадочный аппарат: 1-неподвижная насадка; 2-опорные решётки; 3,4- соответственно распределители и перераспределители жидкости. взвешенном (псевдоожиженном) состоянии. Положение слоя взвешенных элементов фиксируется ниж. (опорной) и верх. (ограничительной) решетками. В аппаратах с неск. слоями насадки верх.решетка нижерасположенного слоя служит опорой для вышеразмещенного. Высота слоя насадки в неподвижном состоянии (без газового потока) 0,2-0,3 м, расстояние между решетками 1-1,5 м. Для улучшения контакта между газом и жидкостью в аппаратах большого диаметра пространство между решетками разделяют вертик. перегородками на прямоугольные или секторные отсеки. С целью улучшения распределения жидкости и уменьшения брызгоуноса предложены конич. аппараты, в к-рых сечение возрастает по ходу газа. Аппараты с подвижной насадкой могут функционировать при больших скоростях газа без захлебывания и обеспечивают более высокий коэф. массопередачи, однако характеризуются большим гидравлич. сопротивлением, значит.брызгоуносом и износом насадочных тел. Для эффективной работы Н.а. насадки должны удовлетворять след.осн. требованиям: иметь большую пов-сть, хорошо смачиваться орошающей жидкостью, оказывать малое гидравлич. сопротивление газовому потоку, равномерно распределять орошение, быть стойкими к хим. воздействию газа и жидкости, обладать малой материалоем-костью и высокой мех. прочностью, иметь невысокую стоимость. Насадочные тела изготовляют обычно из металлов, стекла, керамики, пластмасс, дерева и загружают в аппараты навалом (нерегулярные насадки) либо укладывают или монтируют в определенном порядке, в частности в жесткую структуру (регулярные насадки). Элементы нерегулярных насадок выполняют в виде колец, спиралей, роликов, шаров, полусфер, седел и др. (рис. 2). Наиб.распространены кольца Рашига с высотой, равной диаметру. Известны модификации этой насадки с лучшими характеристиками, напр. кольца Палля и Лессинга. Среди седловидных насадок особенно широко применяют седла Берля, а также насадки Инталлокс. В лаб. условиях используют насыпные сетчатые насадки типа колец Барада, пластмассовые розетки Теллера, насадки из проволочных геликоидов. В ряде случаев применяют кусковые насадки из кокса, кварца и т. д. Для аппаратов с подвижной насадкой, как правило, используют полые или сплошные шары из полиэтилена и др. пластмасс, а также из пористой резины. Регулярные насадки в отличие от нерегулярных характеризуются низким гидравлич. сопротивлением и более высокой пропускной способностью. Простейшая регулярная насадка-хордовая, представляющая собой ряд деревянных брусьев, закрепленных на нек-ром расстоянии друг от друга. Плоскопараллельная насадка изготовляется в виде набираемых из металлич. листов пакетов, обычно устанавливаемых один на другой "крест-накрест". Сетчатые насадки м.б. пакетными (типа Зульцера и др.) и складчатыми, напр. в виде кубиков. Значительно проще в изготовлении, монтаже и эксплуатации рулонные сетчатые насадки типа Гудлоу, Стедмена и т. п., выполненные из сетчатых лент спец. плетения либо из гофрированной сетки, к-рая скатана в рулон диаметром, равным диаметру аппарата. Использование таких насадок позволяет существенно снизить влияние пристеночного эффекта и упростить сборку Н.а. Н.а. обладают высокими разделительной способностью смесей на компоненты и производительностью, а также сравнительно низким гидравлич. сопротивлением, просты в изготовлении, надежны в работе. Недостатки: трудность отвода теплоты, выделяющейся при контакте взаимод. потоков, и плохая смачиваемость насадки при малых плотностях орошения. Н.а. широко применяют в лаб. практике, хим. и смежных отраслях пром-сти для проведения хим, и массообменныхпроцессов, сепарации брызг из газовых потоков и т.д. ТАРЕЛЬЧАТЫЕ АППАРАТЫ, массообменные вертикальные колонные аппараты, снабженные расположенными одна над другой поперечными перегородками, или тарелками, с помощью к-рых по высоте колонны осуществляется многократный дискретный контакт газа (пара) с жидкостью. Организованное движение фаз на тарелках м. б. прямо-, противо- или перекрестноточным, а также смешанным при общем противотоке фаз по колонне (газ либо пар поднимается вверх, жидкость стекает вниз). Эффективность тарелок любых конструкций в значит. степени зависит от способов контактирования фаз наих пов-сти. Различают барботажный и струйный гидродинамич. режимы работы тарелок. В барботажном режиме на тарелках поддерживается слой жидкости (сплошная фаза), через к-рый барботирует восходящий поток газа (дисперсная фаза), распределяясь в жидкости пузырьками (см. также Барботирование). С повышением нагрузок по газу происходит инверсия фаз, при к-рой в сплошной (газовой) фазе распределена в виде капель и струй дисперсная (жидкая) фаза; такой режим наз. струйным. Аппараты с барботажными тарелками. В барботажном режиме работают ситчатые, колпачковые, клапанные (рис. 1), а также провальные тарелки. Для тарелок первых трех типов барботаж газа и движение жидкости происходят в условиях перекрестного тока благодаря равномерно распределенным на плато тарелок их элементам (отверстиям, колпачкам, клапанам) и наличию переливных устройств (переливных и приемных карманов); задержка жидкости задается высотой переливной перегородки (10-100 мм). Своб. сечение (суммарная площадь всех отверстий или щелей) для прохода газа составляет 1-30%, а площадь, занимаемая переливными устройствами, - ок. 20% от площади поперечного сечения колонны. На провальных тарелках реализуется противоточный контакт фаз. Скорость газового потока на каждой тарелке должна быть такой, чтобы жидкость не "проваливалась" через отверстия (щели) на нижележащую тарелку; для предотвращения снижения эффективности массопереноса должны отсутствовать также байпасные (не контактирующие с газом) потоки жидкости по плато тарелок. |