Учебный курс для студентов очной и заочной форм обучения
 Скачать 5.65 Mb. Скачать 5.65 Mb.
|

|
Раздел 2. Сварные, паяные и клеевые соединения. Применение различных видов сварки. Сварка — это технологический процесс получения неразъемного со единения металлических или неметаллических деталей с применением нагрева (до пластического или расплавленного состояния), выполненного таким обра зом, чтобы место соединения по механическим свойствам и своему составу по возможности не отличалось от основного материала детали. Основные виды электросварки — дуговая, газовая и контактная. Дуговая сварка - наиболее распространенный вид. Применяется везде, где есть источники электроэнергии. Разновидности дуговой сварки: - ручная сварка; этот метод сварки отличается низкой производитель ностью, но легко доступен для применения; - полуавтоматическая сварка под слоем флюса; применяется для кон струкций с короткими прерывистыми швами; - автоматическая сварка под слоем флюса; этот метод сварки высоко производителен и экономичен, дает хорошее качество шва, применя ется в крупносерийном и массовом производстве. Газовая сварка применяется в основном там, где нет источников электроэнергии, например, при ремонте в полевых условиях. Контактная сварка применяется в серийном и массовом производстве при нахлесточном соединении тонкого листового металла (точечная, роли ковая) или при стыковом соединении круглого и полосового (стыковая сварка). При соединении деталей с помощью сварки плавлением к расплавляе мой области подводят присадочный материал, который заполняет свари ваемое место (рис. 1). Затвердевший после сварки металл, соединяющий сваренные детали, называют сварным швом. При контактной сварке (сварка давлением) присадочный материал не применяют. Контактная сварка основана на использовании тепла, выде ляющегося в месте соприкосновения сваривае мых деталей (например, при прохождении че рез них электрического тока). Сварка произво дится с применением механического давления, под действием которого детали, предварительно нагретые в месте соединения (контакта) до пластического состояния или оплавления, образуют сварной шов. 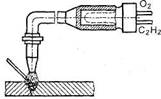 Рис. 1. Получение сварного шва газовой сваркой Технологические процессы различных способов сварки и область их применения рассматриваются в курсе «Технология металлов и конструкци онные материалы». Сварным соединением называют неразъемное соединение деталей с помощью сварных швов. Если в заклепочном соединении соединяющим эле ментом является заклепка, то в сварных - расплавленный металл, создаю щий при остывании неразъемное соединение, то есть такое, которые не может быть разобрано без повреждения дета лей. Сварные соединения лучше других приближают составные детали к целым и позволяют изготавливать детали неограниченных размеров. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, включая высоколегированные, цветных сплавов и пластмасс. Масса сварных конструкций при тех же габаритах значительно меньше клепаных (на 15%). Экономия металла достигается за счет использова ния полной площади сечения, а также возможности более рационального конструирования (например, применения стыковых соединений в тех слу чаях, когда при заклепочном соединении приходится применять накладки). Достоинства и недостатки сварных соединений по сравнению с за клепочными (или литыми деталями). Достоинства: - простота конструкции сварного шва и меньшая трудоемкость в изго товлении, обусловленной сравнительной простотой технологического процесса сварки. - значительное снижение массы конструкции при тех же габаритах. При замене заклепочных соединении сварными экономия в весе получается за счет отказа от применения различных накладок, необходимых в заклепочных соединениях, а также части веса са мих заклепок; при замене литых деталей сварными конструкциями вес их уменьшается за счет более высоких механических свойств прокатного металла. - возможность соединения деталей любых форм; - герметичность и плотность соединения; - бесшумность технологического процесса сварки; - возможность автоматизации сварочного процесса; - сварное соединение дешевле заклепочного. - соединение деталей может выполняться встык без накладок. - возможность сварки толстых профилей. Недостатки: - возникновение остаточных напряжений в свариваемых элементах; - коробление деталей из-за неравномерного нагрева в процессе сварки; - зависимость качества шва от исполнителя и труд ность контроля; применение автоматической сварки устраняет этот недостаток. - склонность к образованию трещин в местах перехо да от шва к цельному металлу вследствие термических напряже ний, возникающих при остывании. Трещины особенно опасны при динамических нагрузках (вибрационных и ударных), поэтому в таких случаях сварные швы стараются не применять, заменяя их заклепочными соединениями. Термические напряжения могут быть частично или полностью устранены термообработкой сварного соединения (низкотемпера турным отжигом). Термическая обработка исключает также последующее коробление сварных конструкций. Область применения. В настоящее время сварные соединения поч ти полностью вытеснили заклепочные соединения. Сварка применяется для соединения элементов сосудов, испытывающих дав ление (резервуары, котлы); для изготовления турбин, до менных печей, мостов, химической аппаратуры; с помо щью сварки изготовляют станины, рамы и основания машин, корпуса редукторов, зубчатые колеса (рис.2), шкивы, звездочки, маховики, барабаны и т. д. Сварку широко применяют как способ получения заготовок деталей из проката в мелкосерийном и единичном производстве, а также в ремонтном деле.  Рис. 2 Классификация и разновидности сварных соединений (швов) Классификация. Сварные швы классифицируют по следующим признакам: - по назначению — прочные (обеспечивают передачу нагрузки с одно го элемента на другой); прочно-плотные (обеспечивают передачу на грузки герметичность соединения — непроницаемость для жидкостей и газов); - по расположению сварного шва в пространстве (рис. 3) — нижнее (а); вертикальное (в), горизонтальное (б); потолочное (г). При всех прочих равных условиях нижний шов самый прочный, потолоч ный — наименее прочный (значения прочности указанных выше швов относятся как 1:0,85; 0,9:0,8). 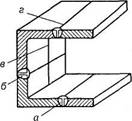 Рис. 3 По взаимному расположению свариваемых элементов различают сле дующие виды соединений - стыковые (рис.4); - нахлесточные, ло бовые (рис. 5, а);фланговые (рис. 5, б); - с накладками (рис. 6); - тав ровые (рис. 7, а, б). Свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение может быть выполнено угловыми (рис.7, а) или стыковыми (рис. 7, б) швами. - угловые (рис. 7 в, г). Применяются для изготовления тары из листовой стали, ограждений и др. Выполняются угловыми швами. Эти соединения передают малые нагрузки и поэтому не рассчитываются на прочность. Рис.4. Стыковое соединение 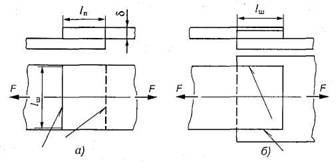 Рис. 5. Нахлесточное соединение: а — соединение лобовыми швами; б — соединение фланговыми швами 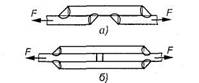 Рис. 6. Соединения с накладками 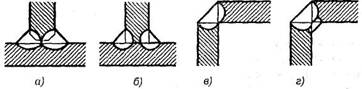 Рис. 7. Соединения тавровые и угловые Стыковые соединения выполняют так называемыми стыковыми шва ми, а остальные — угловыми. Конструкции стыковых швов. Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В зависимости от толщины свариваемых деталей и обработки кромок стыковые швы делят на следующие типы: - шов с отбортовкой кромок (рис. 8, а) — рекомендуется для тонко листовых материалов (8 < 2 мм); одна или две кромки деталей отбортовываются; - односторонний без скоса кромок (рис. 8, б) — шов сваривается без обработки кромок листов при их толщине 8 < 8 мм; - односторонний со скосом одной кромки (рис. 8, в) — обрабатыва ется только одна кромка деталей толщиной 8 < 12 мм; - односторонний со скосом двух кромок (рис. 8, г) — применяется при толщине деталей 8 < 25 мм; - двусторонний с двумя симметричными скосами одной кромки (рис. 8, д) — кромки обрабатываются у одной детали с двух сто рон, толщиной 8 до 40 мм; - двусторонний с двумя симметричными скосами двух кромок (рис. 8, е) — толщина свариваемых деталей 8 >> 60 мм. 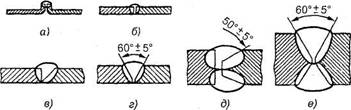 Рис. 8. Соединения стыковые: а — с отбортовкой; б — без скоса кромок; в, г, д, е — швы со скосом кромок Стыковые швы, показанные на рис.9, а, называют прямыми, на рис.9, б — косыми. Косые стыковые швы применяют для увеличения рабочей длины шва. 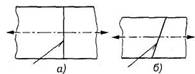 Рис.9. Стыковые швы: а — прямой; б — косой Конструкция угловых (валиковых) швов. Угловые швы применяют в нахлесточных соединениях, в соединениях снакладками, в тавровых и угловых соединениях. По своей прочности они уступают стыковым швам. По профилю поперечного сечения угловые швы могут быть: - нормальные (рис.10, а); катет шва принимается равным толщине листа (К= 5); - вогнутые (рис.10, б) с катетом шва К= 0,85; - выпуклые (рис.10,в); - специальные (рис.10, г); их профиль представляет неравнобедренный прямоугольный треугольник (один из катетов K=δ).  Рис.10. Типы угловых швов: а — нормальный; б — вогнутый; в — выпуклый; г — специальный Вогнутые швы применяют в особо ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход шва в основной металл детали, благодаря чему снижается концентрация напряжений. Вогнутый шов повышает стоимость соединения, так как требует глубокого провара и последующей механической обработки для получения вогнутости, выпуклые - вызывают повышен ную концентрацию напряжений. Наиболее приемлем нормальный профиль углового шва. Специальные швы применяют при переменных нагрузках, так как значительно снижает концентрацию напряжений. По расположению шва относительно действующей нагрузки угловые швы конструктивно разделяют на: - лобовые, расположенные перпендикулярно к линии действия нагруз ки F (см. рис.5, а); длина лобовых швов не ограничивается; - фланговые, расположенные параллельно линии действия нагрузки F (см. рис.5, б); максимальная длина флангового шва принимается lш = (50...60)К; - комбинированные, состоящие из лобовых и фланговых швов. Нахлесточные соединения и соединения с накладками сваривают уг ловыми швами. По своей прочности нахлесточные соединения уступают стыковым. Их применяют, когда по конструктивным соображениям стыковые швы применить невозможно. Соединения с накладками применяют, когда сварные швы не обеспечиваютнеобходимой равнопрочности. В конструкциях, под верженных действию вибрационных и знакопеременных нагрузок, нахлесточные соединения и соединения с накладками применять не рекоменду ется (создается значительная концентрация напряжений). Для обеспечения нормальных условий работы нахлесточных соединений размер перекрытия шва (нахлестку) принимают lп < 48 (см. рис. 5, а). Длину накладок принимают конструктивно. Расчет сварных соединений Расчет стыковых соединений. Швы этих соединений работают на растяжение или сжатие в зависимости от направления действующей нагрузки (рис.11, а и б). Основным критерием работоспособности стыковых швов является их прочность. Соединение разрушается в зоне термического влияния и рассчитывается по размерам сечения детали по напряжениям, возникающим в материале детали. 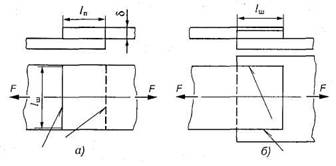 Рис. 11. К расчету стыковых соединений Проверочный расчет прочности шва на растяжение. Условие прочности: , (1) где , — расчетноеи допускаемое напряжения на растяжение для шва (табл.1); F — нагрузка, действующая на шов; δ — толщина детали (толщину шва принимают равной толщине детали); lш — длина шва. Проектировочный расчет. Целью этого расчета является определение длины шва. Исходя из основного условия прочности (1), длину стыкового шва при действии растягивающей силы определяют по формуле (2) Таблица 1. Допускаемые напряжения для сварных соединений деталей из низко- и среднеуглеродистых сталей при статической нагрузке
Расчет угловых швов нахлесточных соединений. При действии осевой растягивающей (или сжимающей) силы считают, что срез угловых швов происходит по сечению I-I (рис. 12), проходя щему через биссектрису прямого угла. 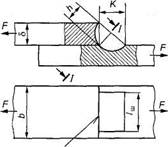 Рис. 12. К расчету соединения внахлестку. Лобовой шов Опасным напряжением считают касательное напряжение и расчет ве дут на срез (напряжениями изгиба пренебрегают). Для нормальных угловых швов длина биссектрисы , (3) где h — длина биссектрисы (высота шва в опасном сечении); К — катет шва (принимается не менее 3 мм). Проверочный расчет. Условие прочности одностороннего лобового шва на срез: , (4) где , — расчетное и допускаемое напряжения среза для шва (см. табл.1); lш — длина шва; F — нагрузка, действующая на шов. Проектировочный расчет. Длину одностороннего лобового углового шва (см. рис. 12) при осевом нагружении определяют по формуле ; (5) длина двустороннего лобового углового шва . (6) Фланговые угловые швы (см. рис.5, б) рассчитывают по уравнению (6), т. е. аналогично рассмотренному случаю расчета двустороннего ло бового шва. Во фланговых швах нагрузка по длине шва распределяется не равномерно (по концам шва увеличивается), поэтому длину фланговых швов стараются ограничить lш < (50 ÷ 60)К. Расчет точечных сварных соединений. Для сваривания тонкостенных листовых конструкций часто используются точечные сварные соединения. Такие соединения проверяют на срез. Условие прочности имеет вид , где d – диаметр сварных точек; z – число сварных точек. Расчет тавровых швов. Рассмотрим наиболее характерные случаи нагружения тавровых швов, которые могут встречаться также и в комбинациях. 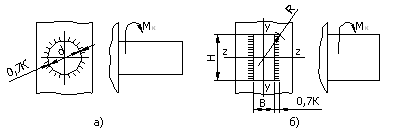 Рис. 13 а) нагрузка моментом в плоскости шва Если привариваемая деталь круглая (рис.13, а) (шов круг лый кольцевой), то расчет шва проводится на кручение в коль цевом сечении, расположенном под углом 45° к основанию шва. где - полярный момент инерции расчетного сечения; R - расстояние до наиболее удаленного от центра волокна, сечения шва. Если сечение шва не круглое (рис.13, б), то оно всё же условно рассчитывается по уравнение кручения для круглых стержней. В этом случае принято пренебрегать возникающим при такой расчетной схеме короблением сечения и нелинейный характером эпюр напряжений: где - условный полярный момент инерции сечения; - допускаемое напряжение кручения для наплавленного металла шва. Для указанного на рис. 7, б примера: ; . б) внецентренно приложенная нагрузка или нагрузка моментом 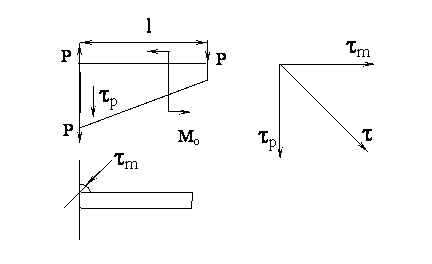 Рис. 14 Нагрузка состоит из изгибающего момента M = M0 или M = Pl и перерезывающей силы Р (при нагрузке только моментом M0 перерезывающая сила отсутствует). Шов рассчитывается на изгиб и срез, но не по нормальным, а по касательным напряжениям в наклонных сечениях под углом 45° к основанию шва. Полное касательное напряжение равно векторной сумме напряжений от момента и перерезывающей силы ; . В данном примере ; . В любом случае для расчёта самых сложных сварных швов сначала необходимо привести силу и момент к шву и распределить их пропорционально несущей способности (длине) всех простых участков. Таким образом, любой сложный шов сводится к сумме простейших расчётных схем. Последовательность проектировочного расчета сварных соединений. 1. Выбирают конструкцию шва (стыковой, угловой), вид сварки и мар ку электродов. 2. Определяют допускаемые напряжения для сварного соединения (см. табл.1). 3. По формулам (2), (5), (6) определяют длину шва. 4. При соединении комбинированными швами определяют длину лобовых и фланговых швов. 5. Вычерчивают сварное соединение и уточняют размеры соединяемых деталей. Рекомендации по конструированию сварных соединений встык и внахлест Из-за дефектов сварки на концах шва принимают минимальную длину шва не менее 30 мм. В соединениях внахлест (рис.5, а) длину перекрытия принимают больше 4s, где s – минимальная толщина свариваемых деталей. Длина лобовых швов lшне ограничивается. Длина фланговых швов ограничивается, так как с увеличением их длины возрастает неравномерность распределения напряжений по длине шва (рис.5, б) lфл < 60K 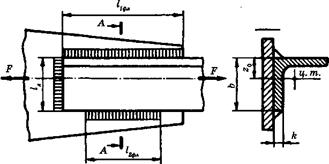 Рис.15 Сварные швы располагают так, чтобы они в соединении были нагружены равномерно. При проектировании соединения уголков с косынками (рис.15) длины фланговых швов принимают обратно пропорциональными расстояниям до центра тяжести уголка: , (7) Суммарная длина фланговых швов , (8) Следовательно, длина флангового шва у примыкающей полки уголка . (9) В конструкциях, подверженных действию вибрационных знакопеременных нагрузок, соединения внахлест не рекомендуются, так как они создают значительную концентрацию напряжений. Паяные соединения Паяные соединения — неразъемные соединения, образуемые силами молекулярного взаимодействия между соединяемыми деталями и присадочным материалом, называемым припоем. Припой-сплав (на основе олова, меди, серебра) или чистый металл, вводимый в расплавленном состоянии в зазор между соединяемые деталями. Температура плавления припоя ниже температуры плавления материалов деталей. По конструкции паяные соединения подобны сварным (рис. 16, а - в). преимущественное применение имеют соединения внахлестку. Стыковое соединение и соединение втавр применяют при малых нагрузках. 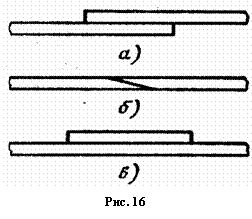 В отличие от сварки пайка позволяет соединят не только однородные, но и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и др. При пайке поверхности деталей очищают от окислов и обезжиривают с целью получения хорошей смачиваемости поверхности припоем качественного заполнения им зазоров. Нагрев припоя и деталей в зависимости от их размеров осуществляют паяльником, газовой горелкой, электронагревом, в термических печах и др. Для уменьшения вредного влияния окисления поверхности деталей при пайке применяют флюсы (на основе буры, канифоли, хлористого цинка), а также паяют в вакууме или в среде нейтральных газов (аргон). Расплавленный припой растекается по нагретым поверхностям стыка деталей и при охлаждении затвердевает, прочно соединении детали. Размер зазора в стыке определяет прочность соединения. При малом зазоре лучше проявляется эффект капиллярного течения припоя, процесс растворения материалов деталей в расплавленном припое распространяется на всю толщину паяного шва (прочность образующегося раствора на 30…60% выше прочности припоя). Размер зазора принимают 0,03…0,2 мм в зависимости припоя (легкоплавкий или тугоплавкий) и материала деталей. Припой с температурой плавления до 400 °С называют легкоплавкими. Наиболее широкое применение имеют оловянные-свинцовые, оловянно-свинцовые сурьмянистые припои (ПОС90, ПОС61). Эти припои не следует применять для соединений, работающих при температуре свыше 100 °С или подверженных действию ударных нагрузок. Припои с температурой плавления свыше 400 0С называют тугоплавкими (серебряные или на медной основе). Припой на медной основе (ВПр1, ВПр2) отличаются повешенной хрупкостью, их применяют для соединения деталей, нагруженных статической нагрузкой. Серебряные припои (ПСр40, ПСр45) применяют для ответственных соединений. Они устойчивы против коррозии и пригодны для соединения деталей, воспринимающих ударную и вибрационную нагрузки. Достоинством паяных соединении является возможность соединения разнородных материалов, стойкость против коррозии, возможность соединения тонкостенных деталей, герметичность, малая концентрация напряжений вследствие высокой пластичности припоя. Пайка позволяет получать соединения деталей в скрытых и труднодоступных местах конструкции. Недостатком пайки по сравнению со сваркой является сравнительно невысокая прочность, необходимость малых и равномерно распределенных зазоров между соединяемыми деталями, что требует их точной механической обработки и качественной сборки, а также предварительной обработки поверхностей перед пайкой. Применение паяных соединений в машиностроении расширяется в связи с внедрением пластмасс, керамики и высокопрочных сталей, которые плохо свариваются. Пайкой соединяют листы, стержни, трубы и др. Ее широко применяют в автомобилестроении (радиаторы и др.) и самолетостроении (обшивка с сотовым промежуточным заполнением). Пайка является одни из основных видов соединений в радиоэлектронике и приборостроении. Расчет на прочность паяных соединений производят на сдвиг методами сопротивления материалов. Надо учитывать, что в нахлесточном соединении площадь расчетного сечения равна площади контакта деталей. Для нахлесточных соединений деталей из низкоуглеродистой стали, полученных оловянно-свинцовыми припоями (ПОС40), допускаемое напряжение на сдвиг [ ]с=60Н/мм2. Клеевые соединения В настоящее время все шире применяют неразъемные соединения металлов и неметаллических материалов, получаемые склеиванием.Это соединения деталей неметаллическим веществом посредством поверхностного схватывания и межмолекулярной связи в клеящем слое. Наиболь шее применение получили клеевые соединения внахлестку (рис.17), реже — встык. Клеевые соединения позволили расширить диапазон применения в конструкциях машин сочетаний различных неоднородных мате риалов — стали, чугуна, алюминия, меди, латуни, стекла, пластмасс, рези ны, кожи и т. д. 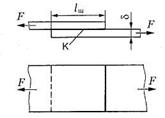 Рис.17. Клеевое соединение внахлестку Применение универсальных клеев типа БФ, ВК, МПФ и других (в на стоящее время употребляют более ста различных марок клеев) позволяет довести прочность клеевых соединений до 80% по отношению к прочно сти склеиваемых материалов.Наибольшее применение в машиностроении клееные соединения, работающие на сдвиг. Оптимальная толщина слоя клея 0,05…0,15 мм. На прочность клееных соединений влияют характер нагрузки, конструкция соединения, тип и толщина слоя клея (при увеличении толщины прочность падает), технология склеивания, и время (с течением времени прочность некоторых клеев уменьшается). Достоинства и недостатки клеевых соединений. Достоинства: - простота получения неразъемного соединения и низкая стоимость работ по склеиванию; - возможность получения неразъемного соединения разнородных ма териалов любых толщин; - отсутствие коробления получаемых деталей; - герметичность и коррозионная стойкость соединения; - возможность соединении очень тонких листовых деталей; - значительно меньшая, чем при сварке, концентрация напряжений; - высокое сопротивление усталости; - малая масса. Недостатки: - сравнительно невысокая прочность; - неудовлетворительная работа на неравномерный отрыв; - уменьшение прочности соединения с течением времени («старе ние»); - низкая теплостойкость большинства марок клеев. Область применения. Клеевые соединения широко применяют в самолетостроении, при изготовлении режущего инструмента, электро- и радиооборудования, в оптической и деревообрабатывающей промышлен ности, строительстве, мостостроении. В настоящее время созданы некото рые марки клеев на основе полимеров, удовлетворительно работающих при температуре до 1000°. Клеевыми соединениями создают новые конструкции (сотовые, слоистые), отдельные зубчатые колеса соединяют в общий блок, повышают прочность сопряжения зубчатых венцов со ступицами, ступиц с валами, закрепляют в корпусе неподвижное центральное зубчатое колесо планетарной передачи, наружное кольцо подшипника качения, стопорят резьбовые соединения, крепят пластинки режущего инструмента и др. Расчет клеевых соединений на прочность. Соединения внахлестку. При действии растягивающей или сжимающей силы F (рис. 17) расчет производят на сдвиг (срез) по формуле , (10) где и — расчетное и допускаемое напряжения на сдвиг; = 10 ÷ 25 МПа для карбонильного клея, = 4,5 ÷ 7,0 МПа для клея группы БФ; F — нагрузка, действующая на соединение; — площадь сдвига (среза). Вопросы для самопроверки 1. Что понимается под сварным соединением и сварным швом? 2. Сравните конструктивное оформление сварного и клепаного соединений (см. рис.). Опишите достоинства этого сварного шва. 3. Почему потолочный шов при всех прочих равных условиях имеет меньшую прочность? 4. Дайте краткое описание сварных соединений, показанных на рис.2,а, 3, 5 и 7; стыковых, нахлесточных, тавровых, угловых. 5. Когда применяют стыковые швы без скоса кромок? 6. Определите тип шва у таврового соединения (см. рис. 7, б). 7. Какой профиль у нормального углового шва? Чему равен катет выпуклого шва (см. рис. 10, в)? 8. Можно ли применить лобовой или фланговый шов для получения нахлесточного соединения и для соединения с накладками? 9. На практике встречается случай, когда по расчету lш> b (b — ширина детали). Какое решение следует принять в этом случае? 10. Почему в формуле (4) в знаменателе принято 0,7Klш? 11. Какой способ сварки рекомендуется применить для нахлесточного соединения толстых стальных листов? 1. Газовую 2. Электродуговую 3. Контактную 12. Какой вид неразъемного соединения стальных деталей имеет в настоящее время наибольшее распространение? 1. Заклепочное 2. Сварное 3. Клеевое 13. Укажите наиболее простую конструкцию сварного соединения 1. Нахлесточное 2. Стыковое 3. Тавровое 4. Угловое 5. С накладками 14. Как называется сварной шов, показанный на рисунке  1. Угловой фланговый 2. Угловой лобовой 3. Угловой 4. Прорезной 5. Стыковой 15. Какую форму (скос) необходимо придать кромкам листов толщиной 15 мм при стыковом шве? 1. Скос кромок не нужен 2. Односторонний скос одной кромки 3. Односторонний скос двух кромок 4. Двусторонний скос двух кромок 16. Чему равно допускаемое напряжение для нахлесточного шва при действии осевой растя гивающей силы, выполненного ручной дуго вой сваркой электродом марки Э50? 1. 2. 3. 4. 17. По какой формуле определяют длину фланго вых сварных швов? 1. 2. 3. 18. Назовите формулу проверочного расчета для стыкового клеевого соединения 1. 2. 3. 19. При склеивании каких материалов легко обеспечивается условие: прочность соедине ния больше, чем прочность склеиваемых ма териалов? 1. Металлов 2. Металла с неметаллом 3. Неметаллов 20. К какому виду относится дуговая сварка? 1. Холодная 2. Химическая 3. Механическая 4. Электрическая 21. К какому виду относится газовая сварка? 1. Холодная 2. Химическая 3. Электрическая 4. Механическая 22. К какому виду сварных соединений относится соединение деталей, расположенных в одной плоскости таким образом, что соединяемые элементы являются продолжением один другого? 1. Соединение встык 2. Соединение внахлестку 3. Тавровое соединение 4. Угловое соединение 23. Какой стыковой шов показан на рисунке?  1. X-образный шов 2. V-образный шов 3. U-образный шов 4. Бесскосный шов (шов без разделки кромок) 24. Какой стыковой шов показан на рисунке? 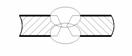 1. X-образный шов 2. V-образный шов 3. U-образный шов 4. Бесскосный шов (шов без разделки кромок) 25. Какой стыковой шов показан на рисунке? 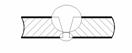 1. X-образный шов 2. V-образный шов 3. U-образный шов 4. Бесскосный шов (шов без разделки кромок) 26. Какой стыковой шов используют для сваривания деталей толщиной 1...8 мм? 1. X-образный шов 2. V-образный шов 3. U-образный шов 4. Бесскосный шов (шов без разделки кромок) 27. Какое сечение углового шва является опасным? 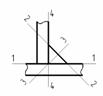 1. Сечение 1-1 2. Сечение 2-2 3. Сечение 3-3 4. Сечение 4-4 28. Какой из показанных на рисунке швов обладает меньшей концентрацией напряжений? 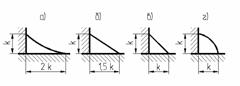 1. Шов, показанный на рис.а) 2. Шов, показанный на рис.б) 3. Шов, показанный на рис.в) 4. Шов, показанный на рис.г) 29. Какие деформации возникают в стыковом шве, нагруженном растягивающим усилием и изгибающим моментом? 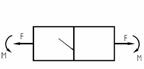 1. Растяжение 2. Растяжение и изгиб 3. Растяжение и кручение 4. Изгиб и кручение 30. В какой точке комбинированного шва внахлестку находится напряжение? 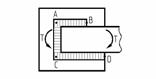 1. В точке А 2. В точке В 3. В точке С 4. В точке D 31. Какой шов изображен на рисунке?  1. Лобовой 2. Фланговый 3. Втавр угловой 4. Втавр стыковой 32. Какой шов изображен на рисунке? 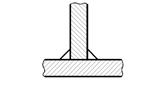 1. Лобовой 2. Втавр стыковой 3. Втавр угловой 4. Фланговый 33. Как называется шов, изображенный на рисунке? 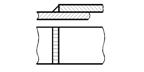 1. Лобовой 2. Фланговый 3. Стыковой 4. Втавр 34. В каких сечениях шва максимальные напряжения? 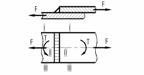 1. Сечение I-I 2. Сечение II-II 3. Сечение III-III 4. Сечение I-I, III-III 35. Как называется шов, изображенный на рисунке?  1. Лобовой 2. Фланговый 3. Стыковой 4. В тавр | ||||||||||||||||||