Основы Технологии Машиностроения.doc. Основы Технологии Машиностроения. Учебное пособие Воронеж 2010 гоувпо Воронежский государственный технический университет
 Скачать 5.72 Mb. Скачать 5.72 Mb.
|

|
Вопросы для самопроверки 1. Чем характеризуется качество поверхностного слоя? 2. Дайте определение шероховатости. 3. Перечислите параметры шероховатости. 4. Какой параметр шероховатости является предпочтительным? 5. Назовите приблизительное соотношение параметров  и и  . .6. Перечислите дополнительные параметры шероховатости по ГОСТ 25142-82. 7. Укажите структуру обозначения шероховатости поверхности. 8. Какие технологические факторы влияют на величину шероховатости? 9. От чего зависят величина, форма и направление неровностей при обработке резанием? 10. Как зависит величина шероховатости от изменения скорости резания при обработке материалов не склонных к наростообразованию? Рис.3.6. Классификация технологических методов повышения качества поверхностей деталей Рис.3.6. Классификация технологических методов повышения качества поверхностей деталей 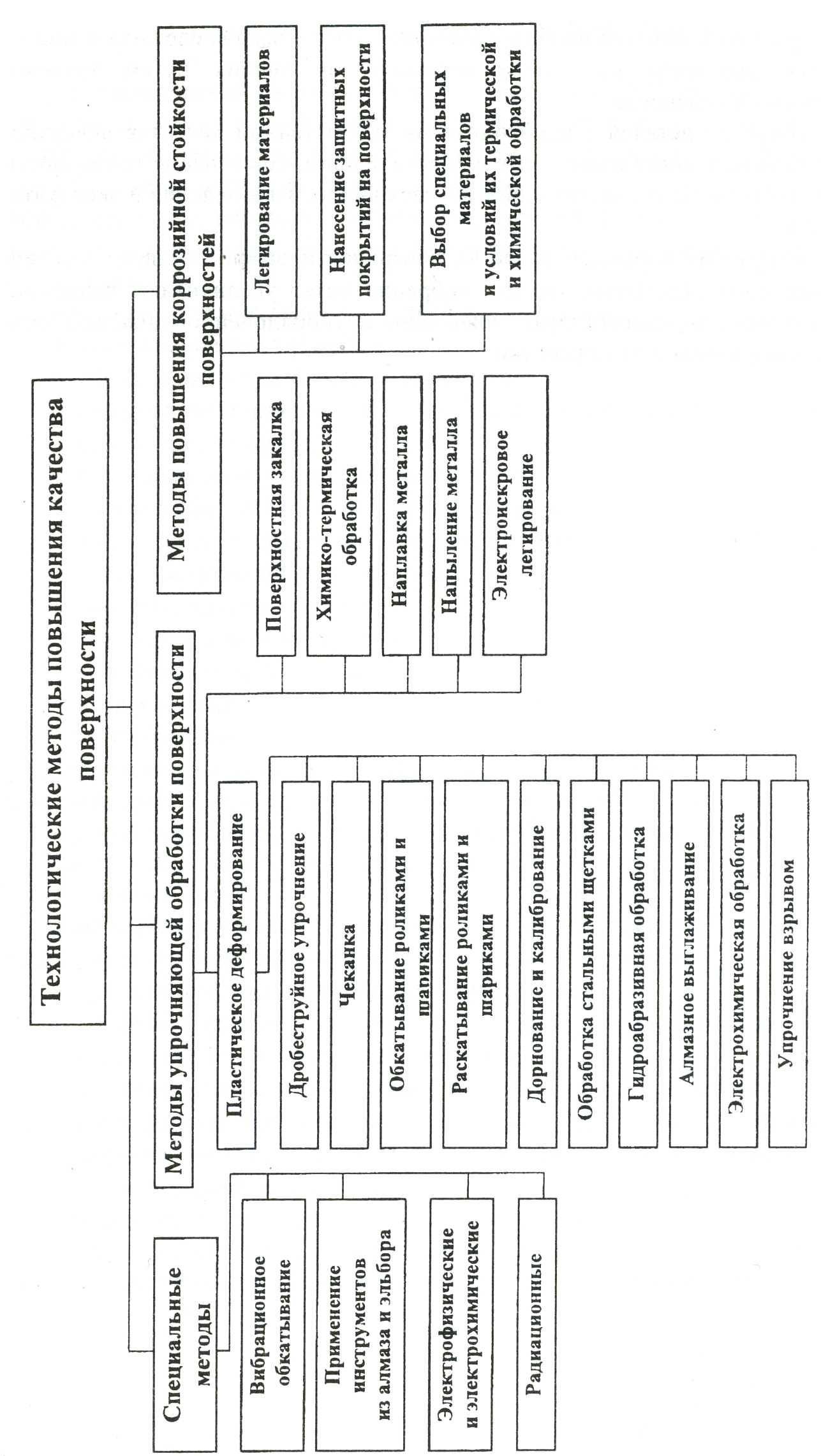 11. Каково влияние подачи на шероховатость при точении с малыми диапазонами подач? 12. Как форма микронеровностей и их направление влияют на величину износа? 13. Каково влияние высоты, шага и заостренности неровностей на эксплуатационные свойства деталей? 14. Как точность и шероховатость поверхностей связаны между собой? 15. Чем волнистость поверхности отличается от шероховатости поверхности? 16. Назовите параметры оценки волнистости поверхности. 17. От чего зависит форма волны? 18. Как волнистость поверхности влияет на эксплуатационные свойства деталей? 19. Чем характеризуются физико-механические свойства поверхностного слоя? 20. Дайте характеристику зонам поверхностного слоя после механической обработки стальной заготовки. 21. Какие факторы оказывают большее влияние на формирование состояния поверхностного слоя при шлифовании? 22. В результате чего в поверхностном слое обрабатываемой детали образуется наклеп? 23. Какими параметрами оценивают наклеп поверхностного слоя? 24. Как наклеп влияет на работоспособность поверхности? 25. Что называется технологической наследственностью? 26. На каких этапах изготовления деталей проявляется технологическая наследственность? 27. Какие технологические «барьеры» необходимо создавать на этапах получения заготовки, ее механической и термической обработки? 28. Назовите основные технологические методы повышения качества поверхностей деталей. 4. ПРИПУСКИ НА ОБРАБОТКУ 4.1. Понятие о припусках на обработку заготовок Припуск – слой материала, снимаемый с поверхности детали для обеспечения заданного качества. Операционный припуск  - это припуск, удаляемый при выполнении одной технологической операции. - это припуск, удаляемый при выполнении одной технологической операции.Промежуточный припуск - это припуск, удаляемый при выполнении одного технологического перехода. Определяется разностью размеров, полученных на предшествующем и выполняемом переходе. Общий припуск – слой материала, необходимый для выполнения всей совокупности операций и переходов от заготовки до готовой детали. Он равен сумме операционных припусков:  , ,где n – число операций (переходов). Припуски на обработку могут быть симметричными и асимметричными. Симметричные припуски имеют место при обработке наружных и внутренних цилиндрических и конических поверхностей вращения, а также одновременной обработке противолежащих поверхностей с одинаковыми припусками. Асимметричный припуск будет в том случае, когда противолежащие поверхности обрабатываются независимо одна от другой. Односторонний припуск является частным случаем асимметричных припусков, когда одна из противоположных сторон не обрабатывается. Припуск по существу является компенсатором всех погрешностей предыдущей обработки заготовки и погрешностей, связанных с выполнением данной технологической операции. На припуск устанавливают допуск, который является разностью между наибольшим и наименьшим значениями припуска. Значения припусков и допусков определяют промежуточные (операционные) размеры. Напуск – это также слой материала, подлежащего удалению, но его образование связано с особенностями технологии получения заготовки. К напускам относятся: штамповочные и формовочные уклоны, непролитые и непрошитые отверстия, слои металла у сортового проката, различные впадины, заполняемые металлом при ковке и штамповке, и т.п. 4.2. Методы определения припусков на обработку Методы определения припусков: - опытно-статистический - расчетно-аналитический. По первому методу общие и операционные припуски определяются по данным таблиц, составленных на основе обобщения и систематизации производственных данных передовых заводов (некоторые из них стандартизированы). Табличные значения припусков во избежание получения брака завышены и не учитывают конкретных условий обработки (последовательности выполнения операций, схем базирования и др.). Расчетно-аналитический метод основан на учете конкретных условий выполнения ТП обработки путем выявления и анализа факторов, влияющих на величину припуска. К таким факторам относятся: - величина микронеровностей поверхности  ; ;- глубина дефектного слоя поверхности h; - пространственные отклонения поверхностей  (коробление и кривизна поверхности, эксцентричность оси отверстия, несовпадение положения осей и т.д.); (коробление и кривизна поверхности, эксцентричность оси отверстия, несовпадение положения осей и т.д.);- погрешность установки заготовки  . .Из факторов, влияющих на величину припуска, относятся к предшествующей обработке, и им присваивается индекс  , относится к выполняемой обработке и имеет индекс , относится к выполняемой обработке и имеет индекс  . .На рис. 4.1. показано схематичное изображение величины минимального припуска и факторов, влияющих на его величину. Минимальный промежуточный припуск на выполняемый переход в общем виде определяют по формуле:  . (4.1) . (4.1)Пространственные отклонения и погрешности установки представляют собой векторы, их суммируют по правилу сложения векторов. При обработке плоских поверхностей, когда имеются коллинеарные векторы:  , (4.2) , (4.2)при обработке поверхностей вращения, когда невозможно предвидеть направление векторов суммирование производится по правилу квадратного корня:  . (4.3) . (4.3)Минимальный припуск на обработку плоскостей  . (4.4) . (4.4)Для поверхностей вращения припуск считается на диаметр:  . (4.5) . (4.5)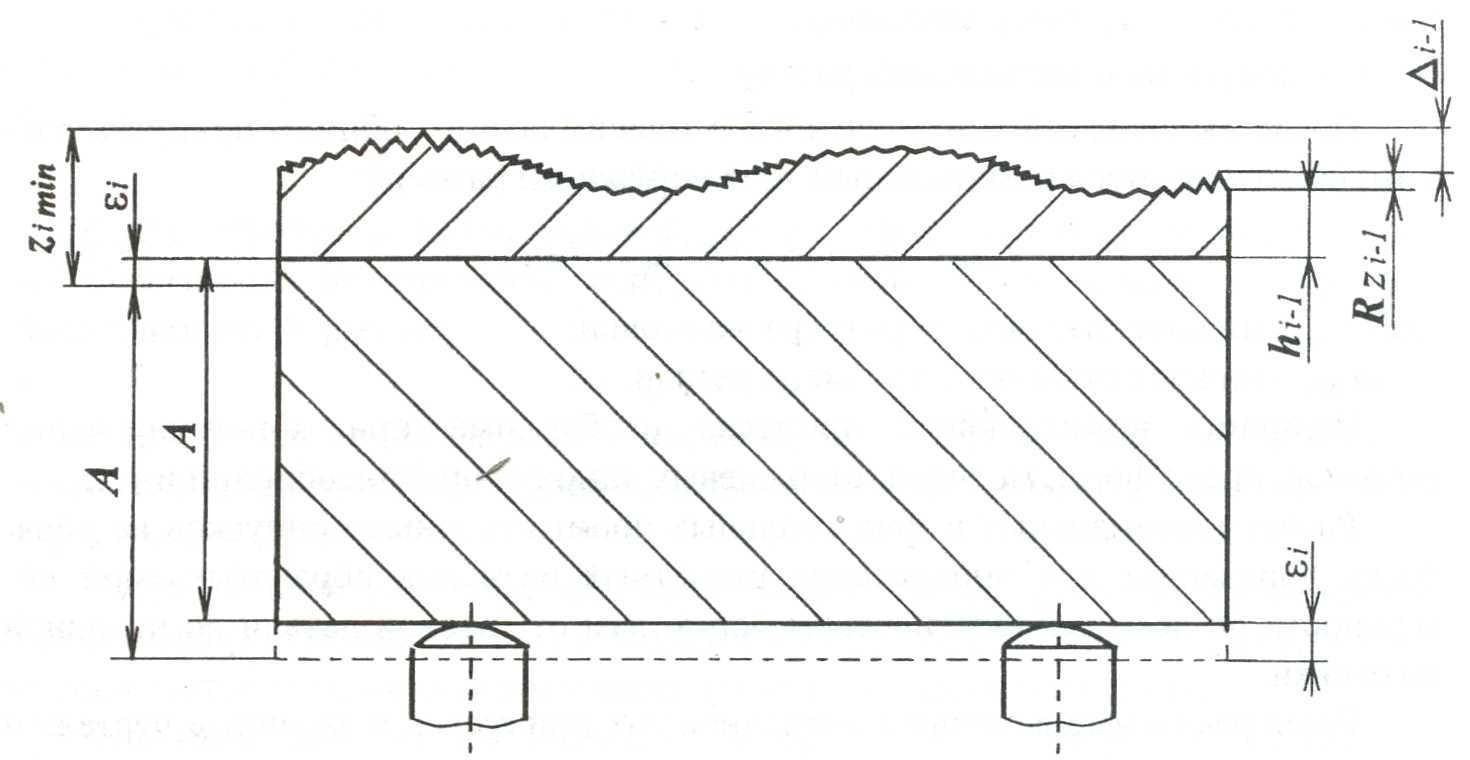 Рис. 4.1. Факторы, влияющие на величину припуска Частные формулы для конкретных случаев обработки: - при обработке цилиндрической поверхности заготовки, установленной в центрах  ; (4.6) ; (4.6)- при обработке отверстий плавающей разверткой и при протягивании  , (4.7) , (4.7)- при обработке, целью которой является уменьшение шероховатости поверхности (полирование, суперфиниширование) Рис. 4.2. Схема образования максимального и минимального припуска  , (4.8) , (4.8)- при шлифовании заготовок после их термической обработки в расчетных формулах будет отсутствовать слагаемое  . .Величина припуска, снимаемого с поверхности каждой детали партии, зависит от ряда случайных факторов и поэтому является случайной величиной. При однопроходной обработке деталей на предварительно настроенных станках в результате упругих деформаций технологической системы имеет место явление копирования. Оно заключается в том, что при обработке заготовки с меньшим размером  (рис. 4.2) выдерживаемый размер (рис. 4.2) выдерживаемый размер  получится меньшим и наоборот, большему размеру заготовки получится меньшим и наоборот, большему размеру заготовки  соответствует большее значение выдерживаемого размера соответствует большее значение выдерживаемого размера  . Таким образом, действительные припуски на обработку в партии заготовок будут . Таким образом, действительные припуски на обработку в партии заготовок будут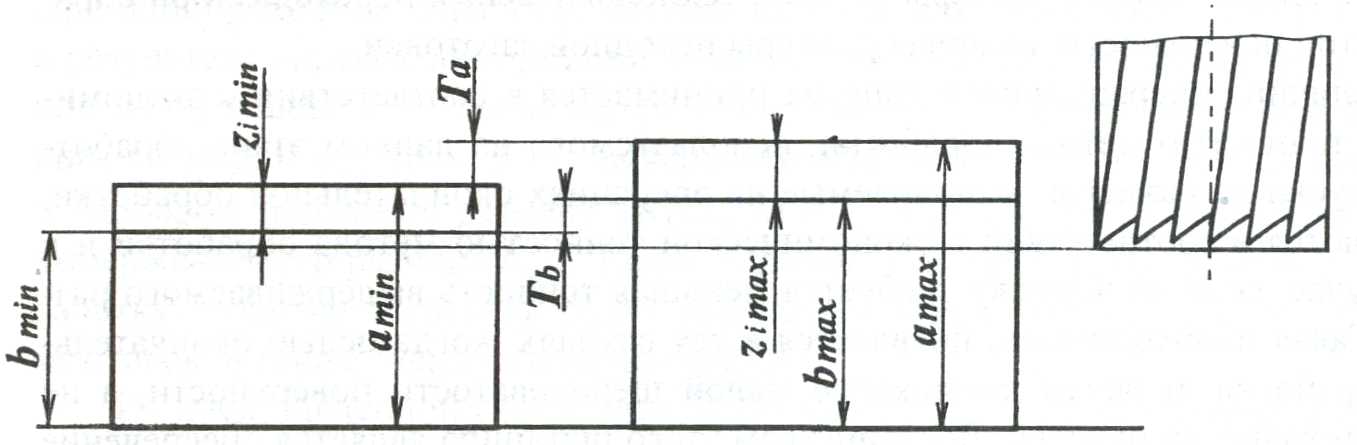 Рис. 4.2. Схема образования максимального и минимального припуска колебаться вследствие колебаний размеров заготовок, а также твердости их материала. Зависимости для минимального и максимального припусков наружных поверхностей (рис. 4.2) имеют вид:  , (4.9) , (4.9) , (4.10) , (4.10) , (4.11) , (4.11)где  - допуск на размер заготовки; - допуск на размер заготовки; - допуск на выполняемый размер. - допуск на выполняемый размер.Номинальный припуск для наружного размера  , (4.12) , (4.12)где  - нижнее отклонение размера заготовки; - нижнее отклонение размера заготовки; - нижнее отклонение размера детали. - нижнее отклонение размера детали.Ориентировочно на практике 60 % суммарного припуска отводится для черновой, а остальная часть (40 %) – для чистовой обработки; при черновой, получистовой и чистовой обработке припуск составляет, соответственно, 45, 30 и 25 % общего припуска. 4.3. Методика расчета промежуточных припусков на обработку и предельных размеров по технологическим переходам Расчетные данные рекомендуется оформлять в виде табл. 4.1. Порядок расчета припусков на обработку и предельных размеров по технологическим переходам следующий: 1. Пользуясь рабочим чертежом детали и картой технологического процесса механической обработки, записать в графу 1 таблицы, обрабатываемые элементарные поверхности заготовки и технологические переходы обработки в порядке последовательности их выполнения по каждой элементарной поверхности от черновой заготовки до окончательной обработки. Таблица 4.1
2. Занести в графу 2  , а в графу 3 , а в графу 3  для каждого технологического перехода , учитывая, что как величина шероховатости , так и глубина дефектного слоя определяются по предшествующему технологическому переходу. для каждого технологического перехода , учитывая, что как величина шероховатости , так и глубина дефектного слоя определяются по предшествующему технологическому переходу.3. В графу 4 для каждого технологического перехода заносится величина пространственного отклонения  , сформированного на предшествующем технологическом переходе. Величина пространственных отклонений заготовок определяется по формулам, представленным в , сформированного на предшествующем технологическом переходе. Величина пространственных отклонений заготовок определяется по формулам, представленным в  . Следует иметь в виду, что величину остаточной кривизны после переходов обработки выполняют с учетом коэффициента уточнения. . Следует иметь в виду, что величину остаточной кривизны после переходов обработки выполняют с учетом коэффициента уточнения.4. В графу 5 таблицы заносят величину погрешности установки заготовки на данном технологическом переходе, определяемую по .5. В графу 8 заносятся значения допуска на размер соответствующего технологического перехода согласно тому квалитету точности, по которому данный технологический переход выполняется. 6. Определяется и заносится в графу 6 таблицы минимальный припуск на каждый технологический переход. Расчет производится по общим структурным формулам (4.1), (4,4), (4.5), (4.6), (4.7), (4.8). Последующий порядок расчета припусков на обработку на обработку и предельных размеров по технологическим переходам представлен отдельно для наружных и внутренних поверхностей.
14. Определить общие припуски  и и  , суммируя промежуточные припуски на обработку. , суммируя промежуточные припуски на обработку.15. Проверить правильность произведенных расчетов по формулам:  ; ; ; ; ; ; . .Примеры расчета промежуточных припусков на обработку и предельных размеров по технологическим переходам приведены в табл. 4.1. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 .
.