построение теоретического чертежа корпуса судна. Г. Текст. Волжская государственная академия водного транспорта
 Скачать 3.07 Mb. Скачать 3.07 Mb.
|

|
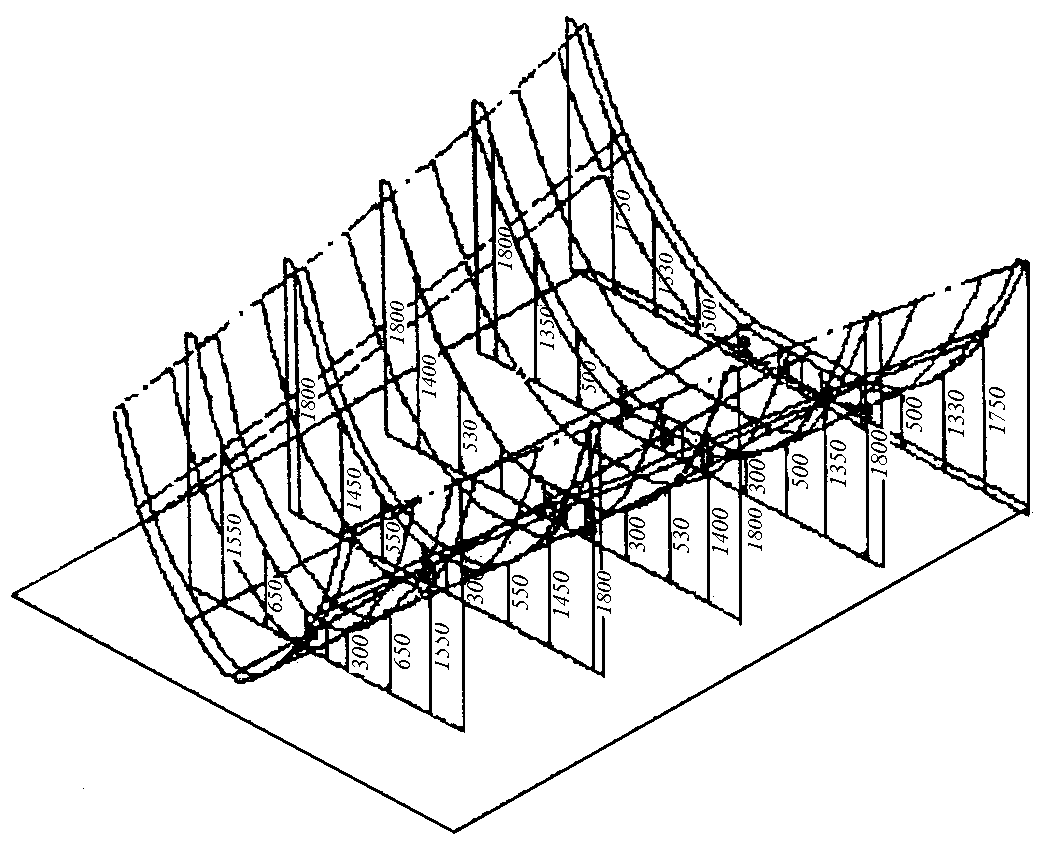
1.6.6. Технологическая оснастка для изготовления деталей и сборочных единиц в системе «Ритм-Судно» создаётся при помощи модуля Модель-Деталь, решающего следующие задачи: ▪ расчёт данных и выпуск документации для изготовления гибочной оснастки (шаблонов, каркасов) для изготовления неплоских листовых деталей; ▪ расчёт инверсных кривых для гибки профильных деталей; ▪ расчёт данных и выпуск документации для изготовления и настройки сборочно-сварочных индивидуальных и универсальных постелей (рис. 1.10);
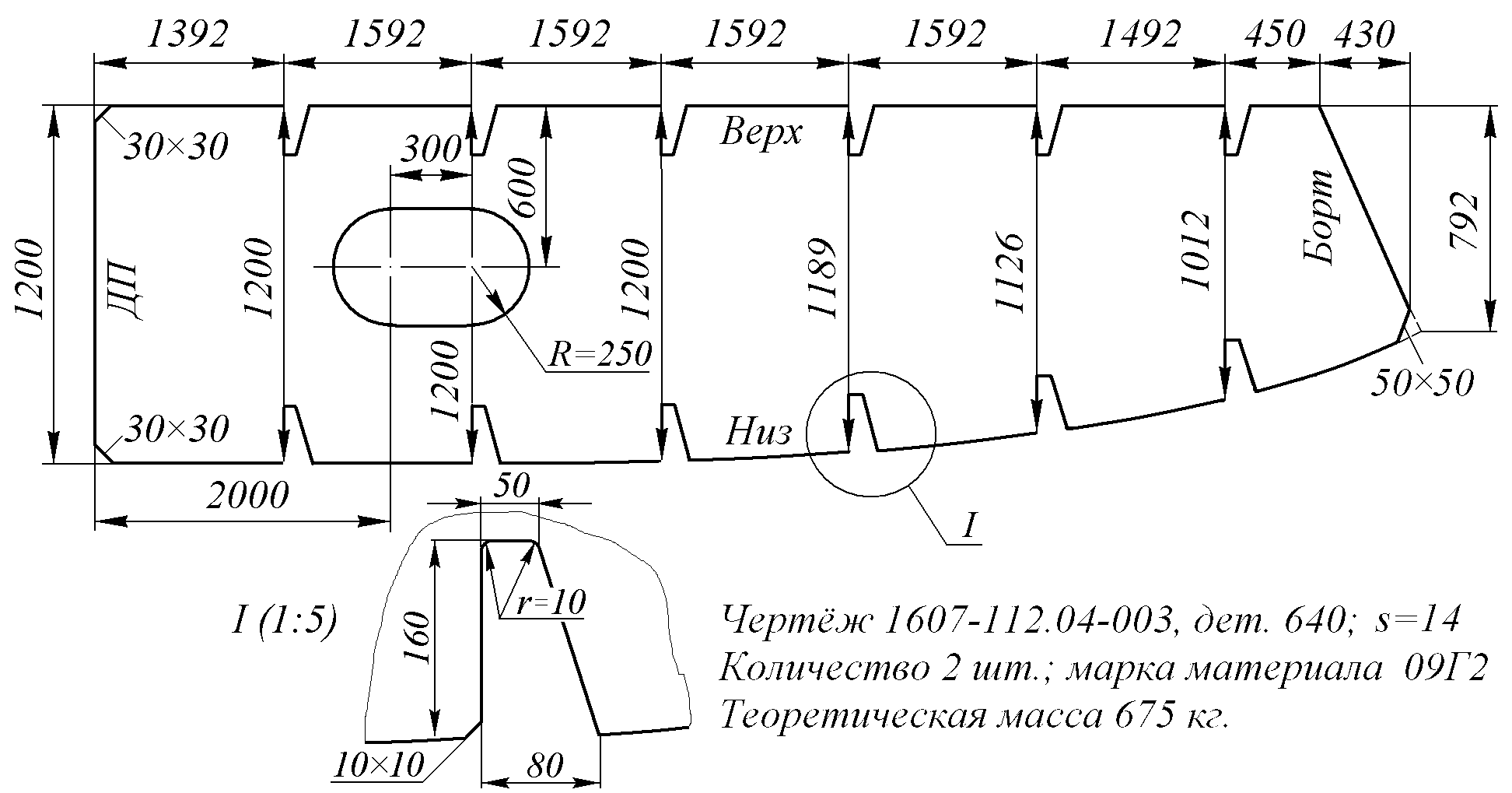
▪ расчёт данных и выпуск документации для разметки листов обшивки. В состав расчётных данных по постелям входят схемы установки лекал, детали постелей, данные для настройки коксов. В состав расчётных данных по секциям входят базовые и контрольные линии, контуровочные эскизы, малки установки шпангоутов, рёбер жёсткости, платформ, переборок и других элементов судовых конструкций. 1.6.7. Дополнительные модули и программы. .1 Модули Трассировка и Трассы – твердотельное моделирование трубопроводов в помещениях судна с параметрическим описанием трубопроводных элементов или их вставкой из внешнего файла, автоматическое разделение трубопроводных трасс на трубы (установку соединений). .3 Модуль Цена – оценка стоимости транспортных и рыбопромысловых судов на ранних стадиях проектирования. .4 Модуль Цена-Оптим – определение цены постройки судна на этапах проектирования: коммерческое предложение, технический проект, рабочий проект. .5 Программа Метролог – организация учёта средств измерений, используемых на предприятии. .6 Программа Делопроизводство – учёт входящей и исходящей корреспонденции предприятия. .7 Программа Собираемость – выполняет оценку собираемости судового оборудования и сборочно-монтажных единиц. Назначает оптимальные размерные характеристики отдельных звеньев расчётной цепи. II. ОСНОВНЫЕ СПОСОБЫ ОПРЕДЕЛЕНИЯ ФОРМЫ И РАЗМЕРОВ ДЕТАЛЕЙ 2.1. Детали I и II групп. Разработка карт эскизов 2.1.1. Деталями I группы называют детали, контуры которых не связаны с обводами корпуса. Для определения формы и размеров таких деталей никаких дополнительных построений выполнять не требуется. Их форма и размеры полностью задаются соответствующими рабочими чертежами и эскизами. 2.1.2. К деталям II группы относят детали, лежащие в плоскости мидель-шпангоута. Для определения формы и размеров деталей данной группы также никаких дополнительных построений выполнять не требуется. Их форма и размеры могут быть получены в виде плоских заготовок, вычерченных по размерам и лекальным обводам практического корпуса. При масштабной разбивке контуры плоских заготовок можно получить наложением прозрачной плёнки на участок практического (плазового) корпуса и перекалывания точек при помощи иглы с лупой. При натурной разбивке размеры прямолинейных кромок получают прямыми измерениями, криволинейные кромки – переносом (перекалыванием) кривых с практического корпуса. 2.1.3. Карты эскизов разрабатывают с целью выдачи информации, необходимой при выполнении разметки деталей на плоских заготовках и при вычерчивании копир-чертежей или копир-шаблонов. Эскиз (см. пример на рис. 2.1) должен содержать все данные, необходимые для изготовления детали: размеры, надписи маркировки и ориентировки, (верх, низ, корма, нос, борт и др.), линии приварки набора, вид разделки кромок под сварку, припуски и маршрут обработки деталей. 2.1.4. Эскиз вычерчивают без соблюдения масштаба, но с соблюдением пропорций. Иногда контуры деталей копируют с масштабной разбивки на прозрачную плёнку (кальку), используемую затем в качестве шаблона при вычерчивании карт раскроя или копир-чертежей.
2.2. Способы построения развёрток деталей III группы 2.2.1. Деталями III группы называют плоские детали, расположенные вдоль корпуса судна перпендикулярно или наклонно к плоскости ПМШ. Контуры и размеры таких деталей можно получить с помощью растяжки особой вспомогательной линии, называемой строевой. 2.2.2. Строевая – это линия, построенная на плазовом корпусе по определённому закону. К её построению прибегают в тех случаях, когда линии на корпусе проецируются в искажённом виде.
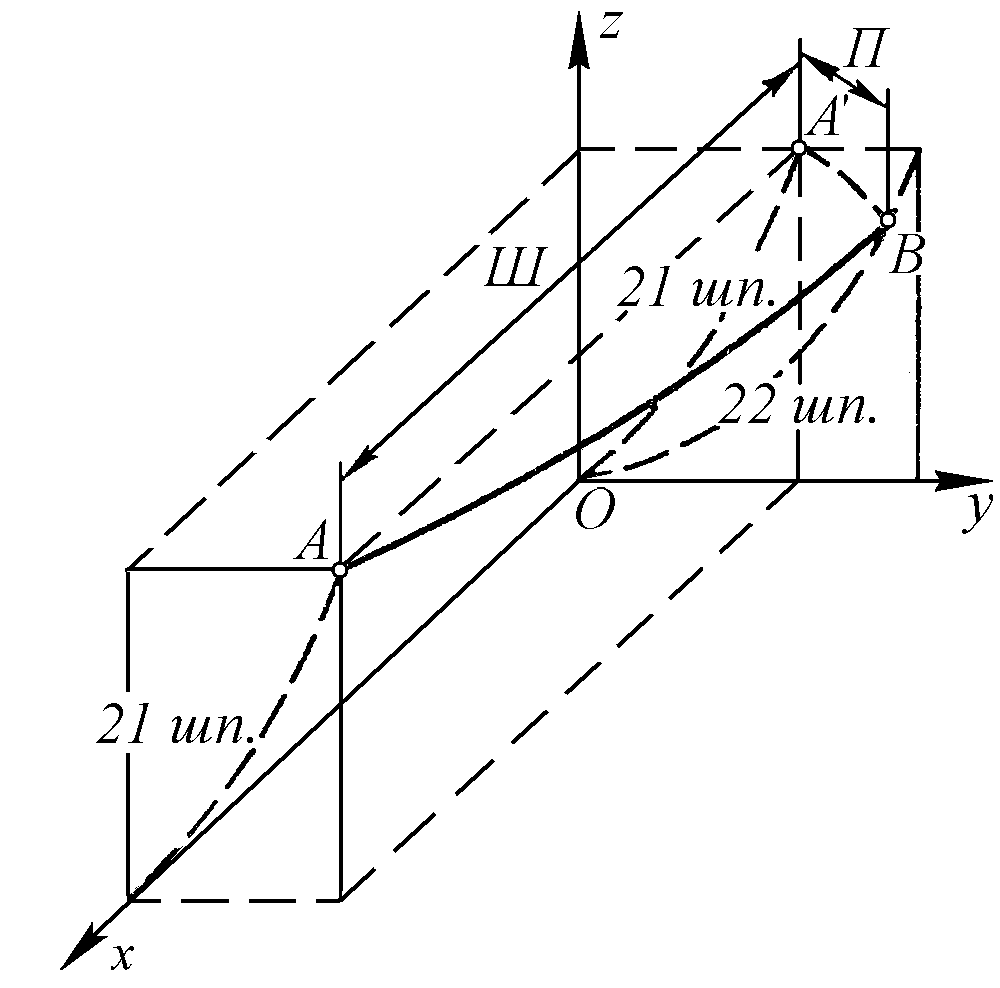
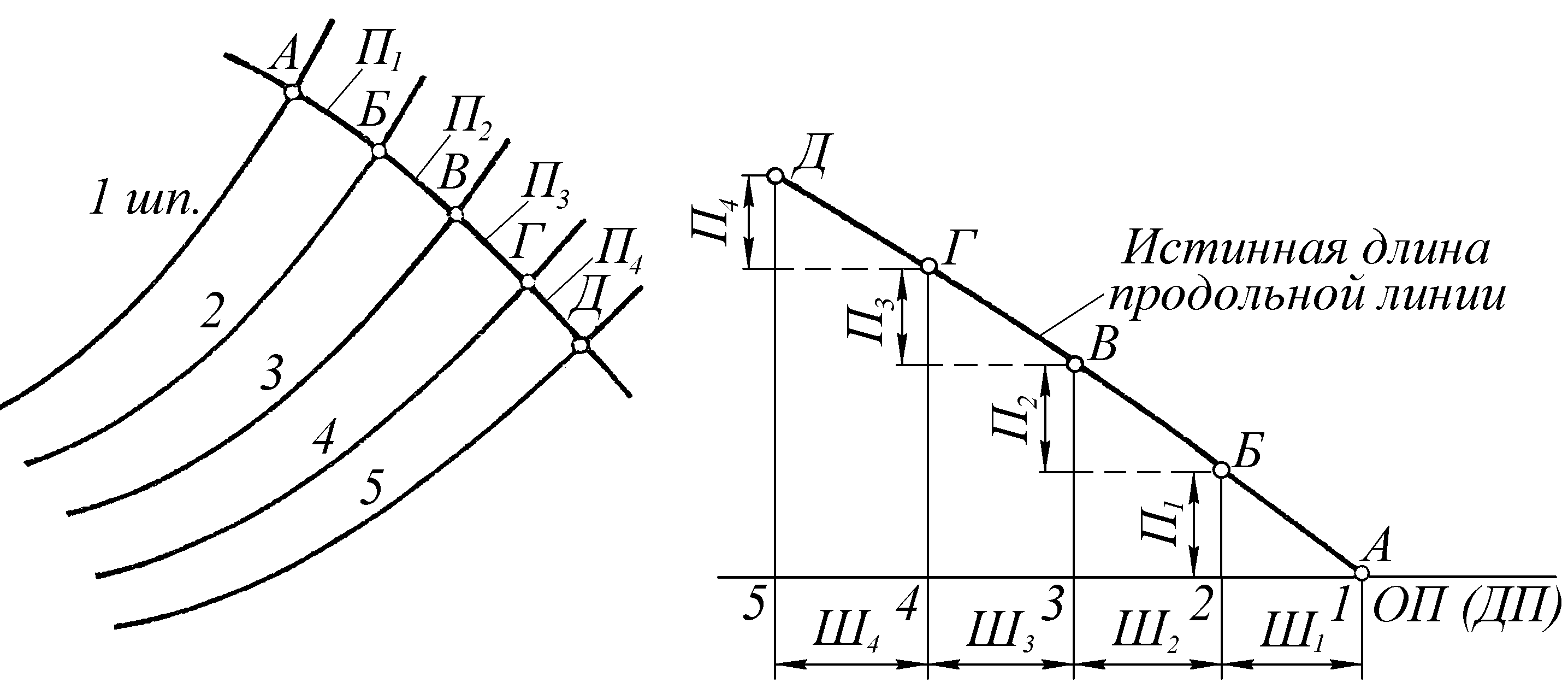
2.2.3. Построение строевой можно выполнять с использованием правил начертательной геометрии, представляя проекцию любой кривой линии как предел ломаной. При этом можно применить известное правило о том, что длина отрезка пространственной прямой, не параллельной плоскостям проекций, равна гипотенузе прямоугольного треугольника, одним катетом которого является проекция отрезка на плоскость, другим – разность расстояний концов отрезка от той же плоскости. Применительно к продольным линиям, искажаемая проекция которых имеется на корпусе, одним из катетов прямоугольного треугольника является размер шпации Ш, другим – расстояние между точками пересечения шпангоутов с продольной линией П (прогресс). Так, истинная длина слабо изогнутой кривой АВ (рис. 2.2) будет равна 2.2.4. Растяжку продольной линии корпуса можно определять графически. Для этого огибанием рейкой проекции линии АД на корпусе определяют прогрессы П1…П4, а затем выполняют построения, приведённые на рис. 2.3. Получив точки А, Б, В, Г, Д, соединяют их плавной кривой, затем огибают рейкой и отмечают на рейке концы продольной линии.
Расстояние между отмеченными точками в спрямлённом виде является растяжкой рассматриваемой продольной линии.
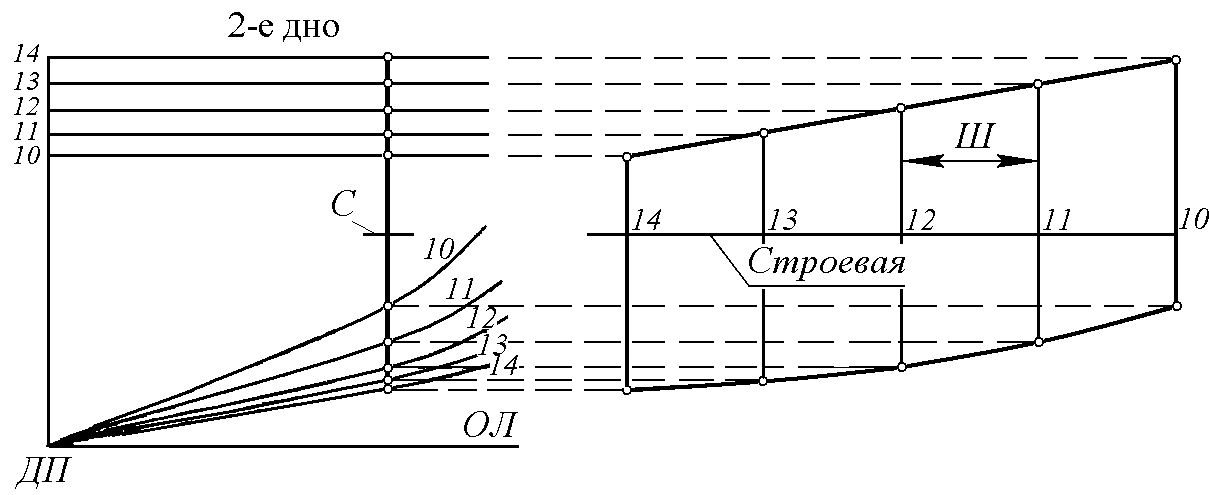
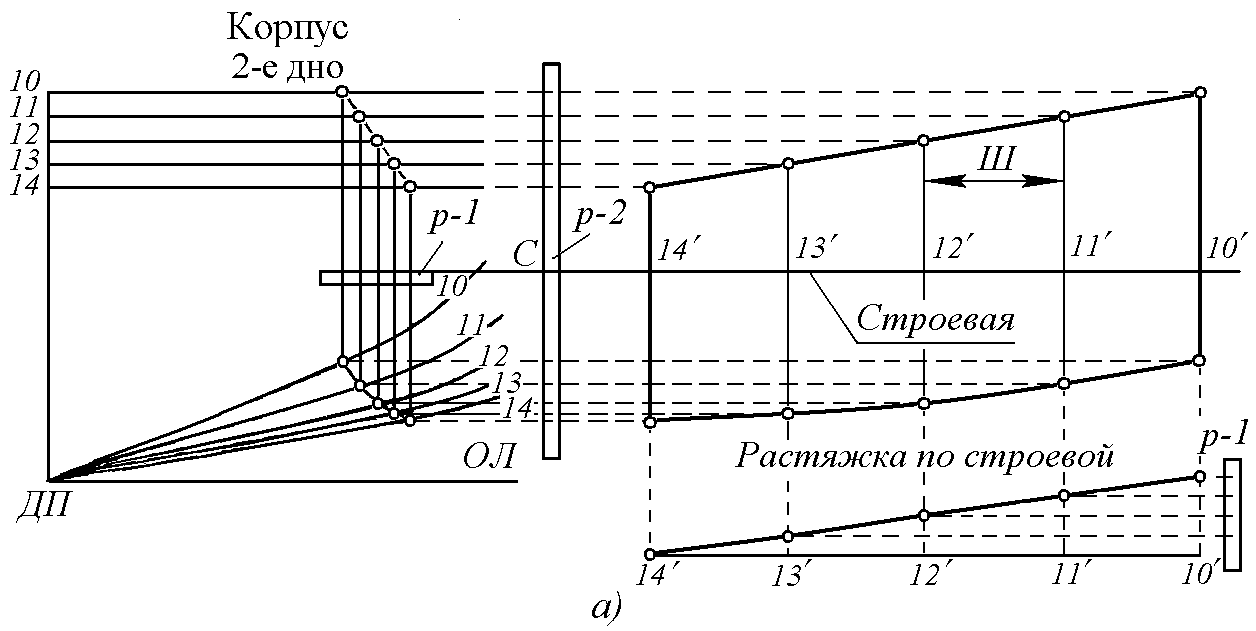
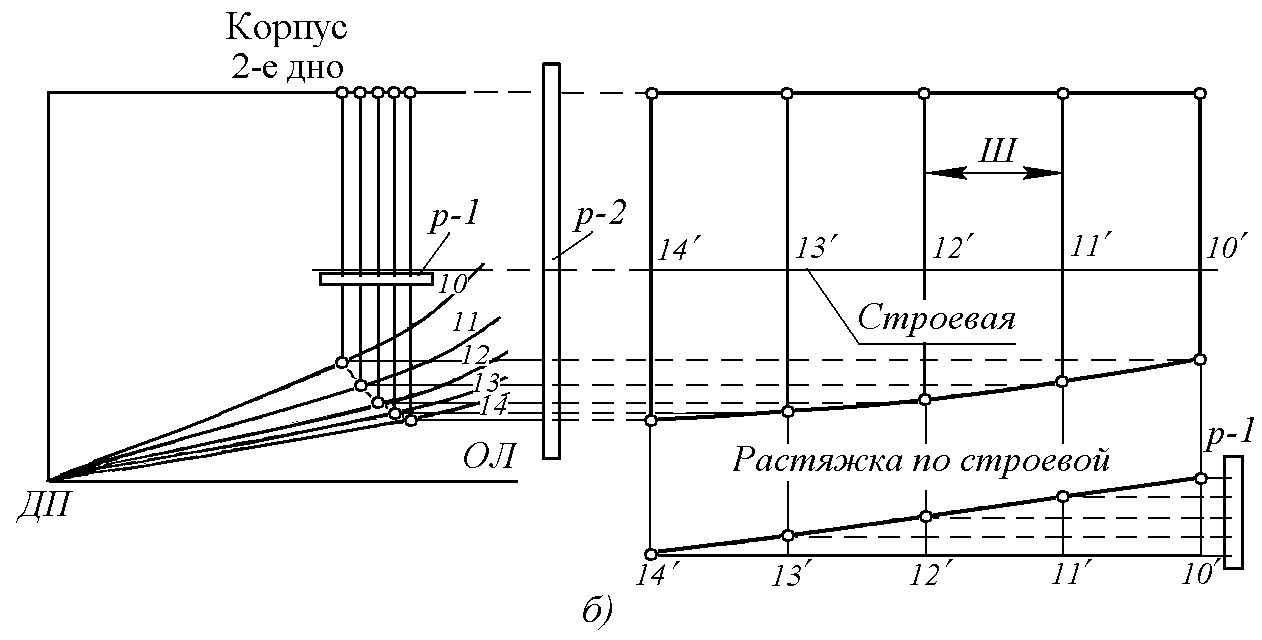
2.2.5. На рис. 2.4 и 2.5 показаны схемы определения формы и размеров бокового кильсона в носовой оконечности корпуса. Как видно из построений, растяжка строевой изображается прямой линией, истинная длина которой в первом случае (рис. 2.4) равна сумме истинных шпаций (Ш), во втором (рис. 2.5) – сумме расстояний между шпангоутами, взятыми по растяжке строевой и называемыми растянутыми шпациями (РШ). 2.2.6. Построение развёртки кильсона начинают с построения контрольных (строевых) линий на плазовом корпусе. Если кильсон, расположен параллельно диаметральной плоскости, то строевую отмечают одной риской в произвольно выбранном месте (риска С на рис. 2.4). Затем к линии кильсона прикладывают рейку и на неё выносят с плаза строевую риску и точки пересечения кильсона с линиями шпангоутов наружной обшивки и второго дна. На боковой проекции одноимённых шпангоутов параллельно основной линии пробивают строевую линию. Совмещая строевую линию с рейкой, накалывают точки верхней и нижней кромок кильсона на каждом шпангоуте. По этим точкам прочерчивают линии, которые и определяют контур развёртки данного кильсона в районе 10–14 шпангоутов. 2.2.7. Для построения контура кильсона, расположенного не параллельно диаметральной плоскости (рис. 2.5, а), выполняют дополнительные построения, которые в основном сводятся к определению истинной длины стрингера (его растяжки). Как и в первом случае, прочерчивают строевую линию перпендикулярно к линиям проекции стрингера.
По этой линии на рейку снимают точки её пересечения с каждым из шпангоутов, то есть величину прогрессов проекции стрингера (рейка р-1). Одновременно, совмещая строевые линии, на рейку снимают точки пересечения линий стрингера с линиями шпангоутов наружной обшивки и второго дна (рейка р-2). На боковой проекции по размеру, снятому с рейки р-2, определяют уклон положения стрингера, то есть растяжку строевой линии или размеры увеличенной (растянутой шпации). Рейку укладывают по линии растяжки строевой, снимают на неё размер растянутых шпаций (отмечают рисками точки пересечения строевой со шпангоутами) и прочерчивают линии шпангоутов (параллельно основным шпангоутам) растянутых шпаций. Далее пробивают строевую линию, параллельную ОЛ. Совмещая риски с рейки р-2 по вновь прочерченным шпангоутам, накалывают точки верхней и нижней кромок кильсона. По наколотым точкам прочерчивают линии, которые определяют контур кильсона. |