Введение Важнейшие проблемы народного хозяйства России Улучшение качественных характеристик
 Скачать 3.48 Mb. Скачать 3.48 Mb.
|

|
2) Зенкеры Типы и конструкции зенкеров: - по закреплению на станке: хвостовые и насадные (Рис.85);
цельные (диаметром до 32 мм), составные и сборные; - по форме хвостовика: с цилиндрическим и коническим хвостовиком; - по назначению: Для цилиндрических отверстий (Рис.86) и специальные: зенковки и цековки (Рис.87). 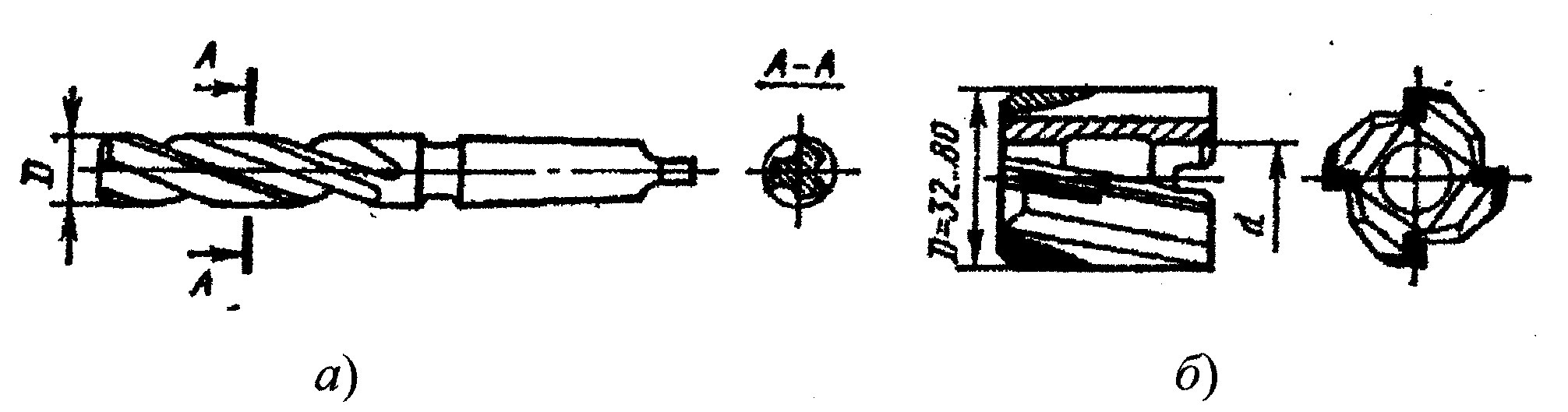 Рис.85. Цилиндрические зенкеры: а) хвостовой цельный; б) насадной составной. 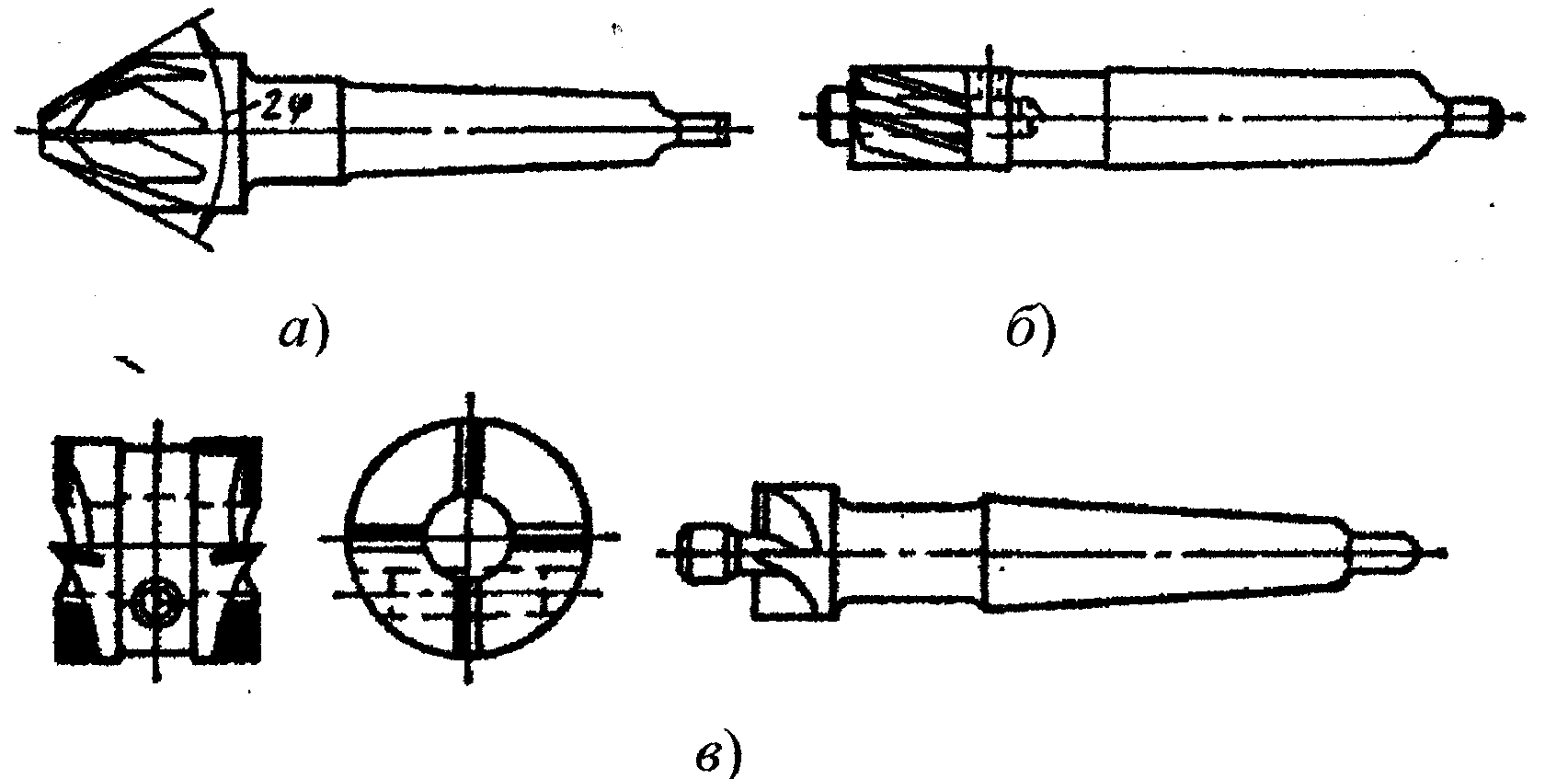 Рис. 86. Зенковки: а) коническая; б) цилиндрическая; в) торцовая (цековка). Элементы конструкции и геометрии режущей части цилиндри ческого зенкера показаны на рис. 87. Зенкеры имеют от трёх до шести зубьев и отличаются от сверл отсутствием перемычки. 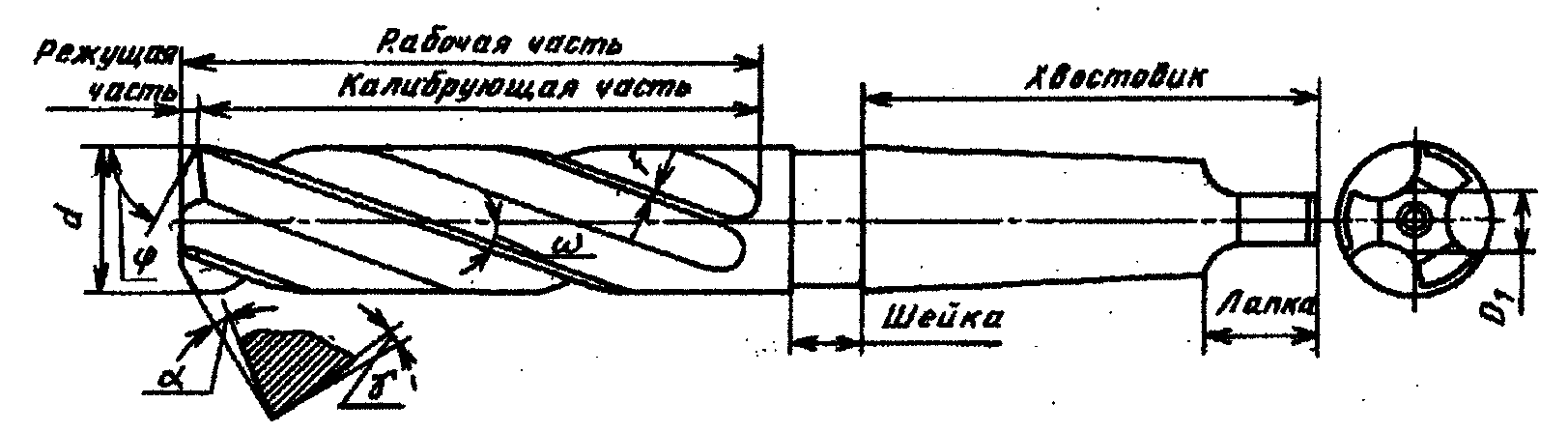 Рис.87. Элементы конструкции и геометрии зенкера. 3) Развертки. Типы и конструкции разверток: - по способу крепления на станке: хвостовые и насадные; - по креплению режущей части: цельные, составные и сборные; - по форме хвостовика: с цилиндрическим и коническим хвостовиком; - по степени механизации: ручные и машинные; - по форме обрабатываемого отверстия: цилиндрические и конические;
Конструктивно развертка состоит из тех же элементов, что и зенкер, однако, у рабочей части развертки ещё имеется направ ляющий и обратный конусы (Рис.88). Для конических отверстий развертки изготовляют комплек тами из трех штук: черновой, получистовой и чистовой. Геометрические элементы развертки такие же, как у зенкера. 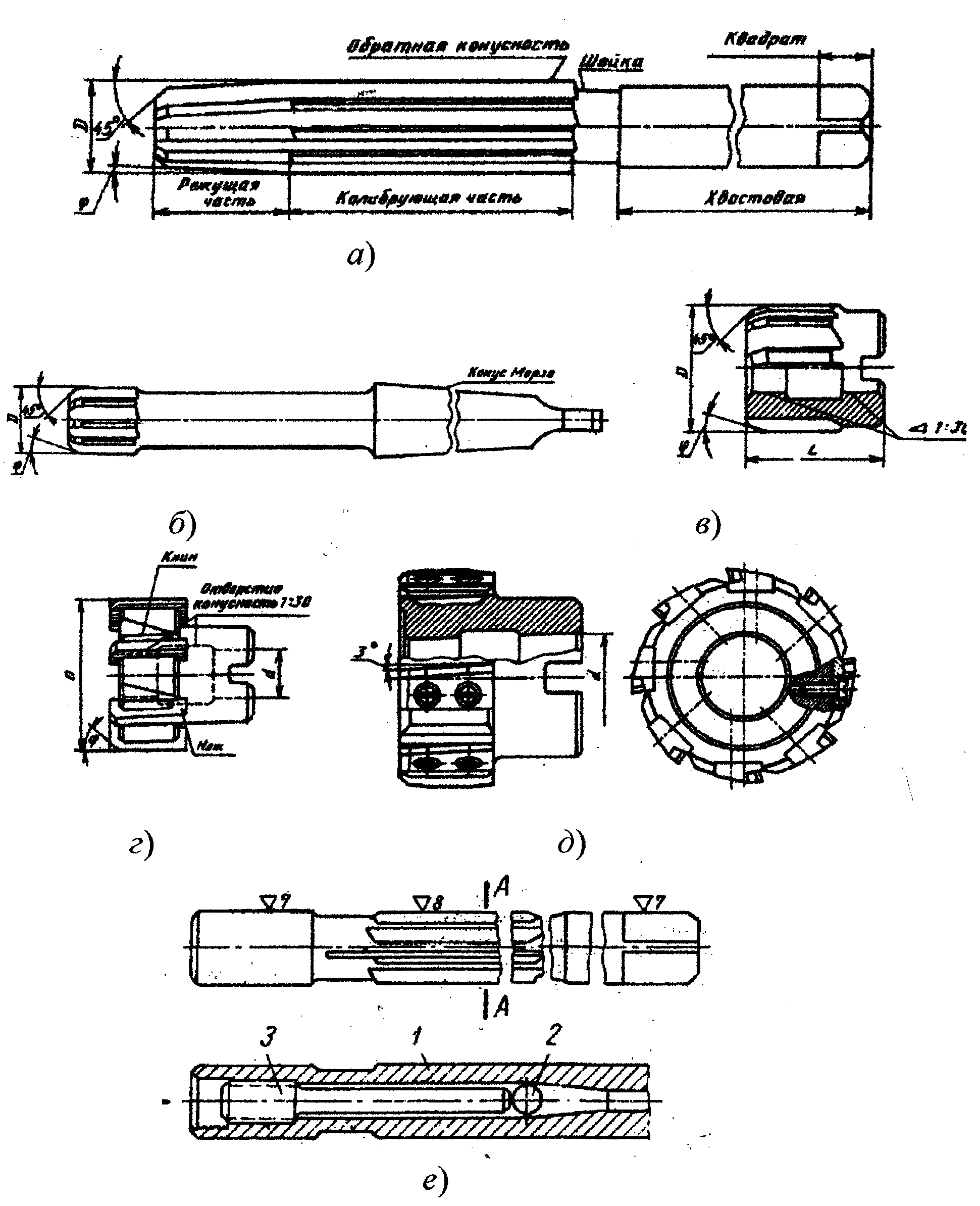 Рис.88. Конструкции цилиндрических разверток: а) цельная ручная; б) цельная машинная; в) насадная цельная; г) насадная составная; д) насадная сборная; е) регулируемая разжимная. 3. Элементы режима резания Рассмотрим элементы режима резания осевыми инструментами на схемах обработки отверстий (Рис.89) 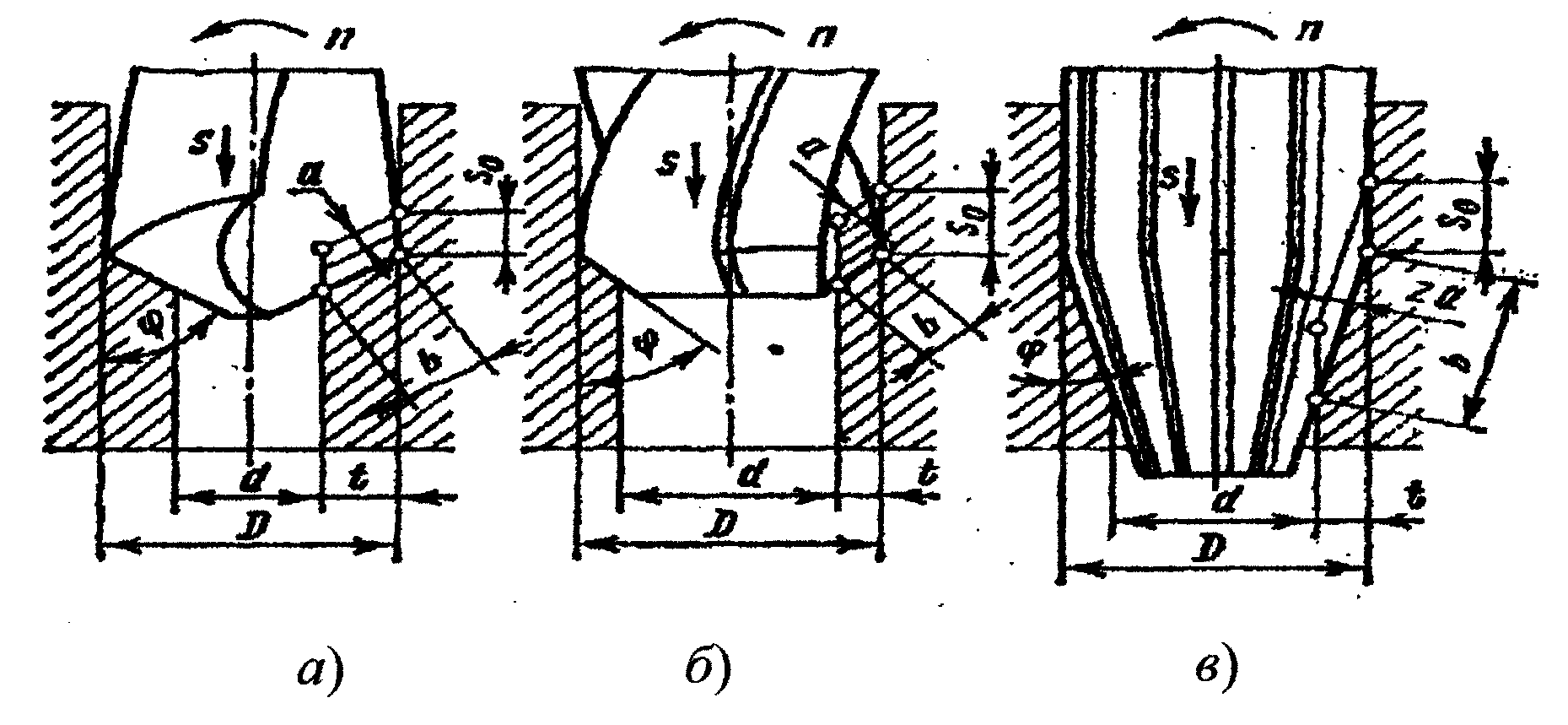 Рис.89. Схемы обработки отверстий: а) рассверливанием; б) зенкерованием; в) развертыванием. 1) Глубина резания (t) определяется через диаметр осевого инструмента - D и диаметр отверстия заготовки – d: - при сверлении: t= 0,5D; - при рассверливании, зенкеровании и развертывании: t = 0,5 (D - d). Ориентировочно: - при зенкеровании: t = (0,1...0,15)Dзен; - при развертывании: t = 0,005Dраз . 2) Подача (S )- перемещение инструмента вдоль оси на каждый зуб инструмента (подача на зуб – Sz, мм/зуб) или за один его оборот (подача на оборот – So, мм/об). Они взаимосвязаны между собой зависимостью: Sz = So/ Z, мм/зуб, где Z - число зубьев инструмента. Ориентировочно: - при сверлении – So = (0,02...0,03)Dсв , мм/об; - при зенкеровании - So = (0,04...0,06)Dзен , мм/об; - при развертывании - So= (0,05...0,08)Dраз , мм/об. 3) Скорость резания (V ) - окружная скорость точки лезвия инструмента, наиболее удаленной от оси. Скорость резания можно определить через частоту вращения (n): V = л •D • п, (м/мин), где D - диаметр инструмента, м; или по эмпирической зависимости:  (м/мин), (м/мин),где Сv, Т, m, qv, xv, yv - коэффициент, стойкость инструмента и показатели степени при параметрах режима резания, приводятся в справочных данных. 4) Основное технологическое время (То) определяется так же, как для точения:  (мин), (мин),где L = l+ у + y1, мм - расчетная длина прохода инструмента в направлении подачи; l - глубина отверстия, мм; у - величина врезания, мм, y1 - величина перебега инструмента, y1 = 1...З мм. Ориентировочно: - при сверлении - у = 0,3 D ; - при рассверливании, зенкеровании и развертывании: у = 0,5 (D - d)• ctgφ ; 4. Типы сверлильных расточных станков 1) Сверлильные станки: Вертикально-сверлильные: - одно- и многошпиндельные; - настольные и напольные. Радиалъно-сверлильные применяют для обработки от верстий на крупно- габаритных заготовках. Специализированные: - центровальные – для получения центровочных гнезд; - горизонтально-сверлильные - для обработки глубоких отверстий;
Агрегатные – собираются из стандартных узлов. 2) Расточные станки: Универсальные горизонтально-расточные - для обработки сложных корпусных заготовок (редукторов, шпин дельных бабок станков, блоков двигателей и др.). Координатно-расточные - для обработки высокоточных отверстий шаблонов, кондукторов, пресс-форм и т.п. Обычно имеют вертикальный шпиндель. Бывают одно- и двухстоечные. Вертикально-расточные - с вертикальной осью вращения шпинделя. Алмазно-расточные - имеют повышенную точность и жесткость технологической системы, быстроходны. Бывают: одно- и многошпиндельные, с вертикаль ным и горизонтальным шпинделем. Специализированные. ОБРАБОТКА НА СТРОГАЛЬНЫХ, ДОЛБЕЖНЫХ И ПРОТЯЖНЫХ СТАНКАХ 1. Особенности процессов строгания, долбления и протягивания Эти процессы имеют много общего с точением и сопровожда ются такими же факторами и явлениями, что и при точении: износ инструмента, тепло- выделения и др. Однако, имеются и специфиче ские особенности, которыми являются: - инструмент (резец, протяжка) в процессе резания работает периодически (только при рабочем ходе), а во время холосто го хода охлаждается; - врезание инструмента в заготовку сопровождается ударами. 2. Строгание и долбление Строганием и долблением (Рис.90) обрабатываются плоские и линейча тые поверхности, пазы, канавки, зубья зубчатых колес и др. 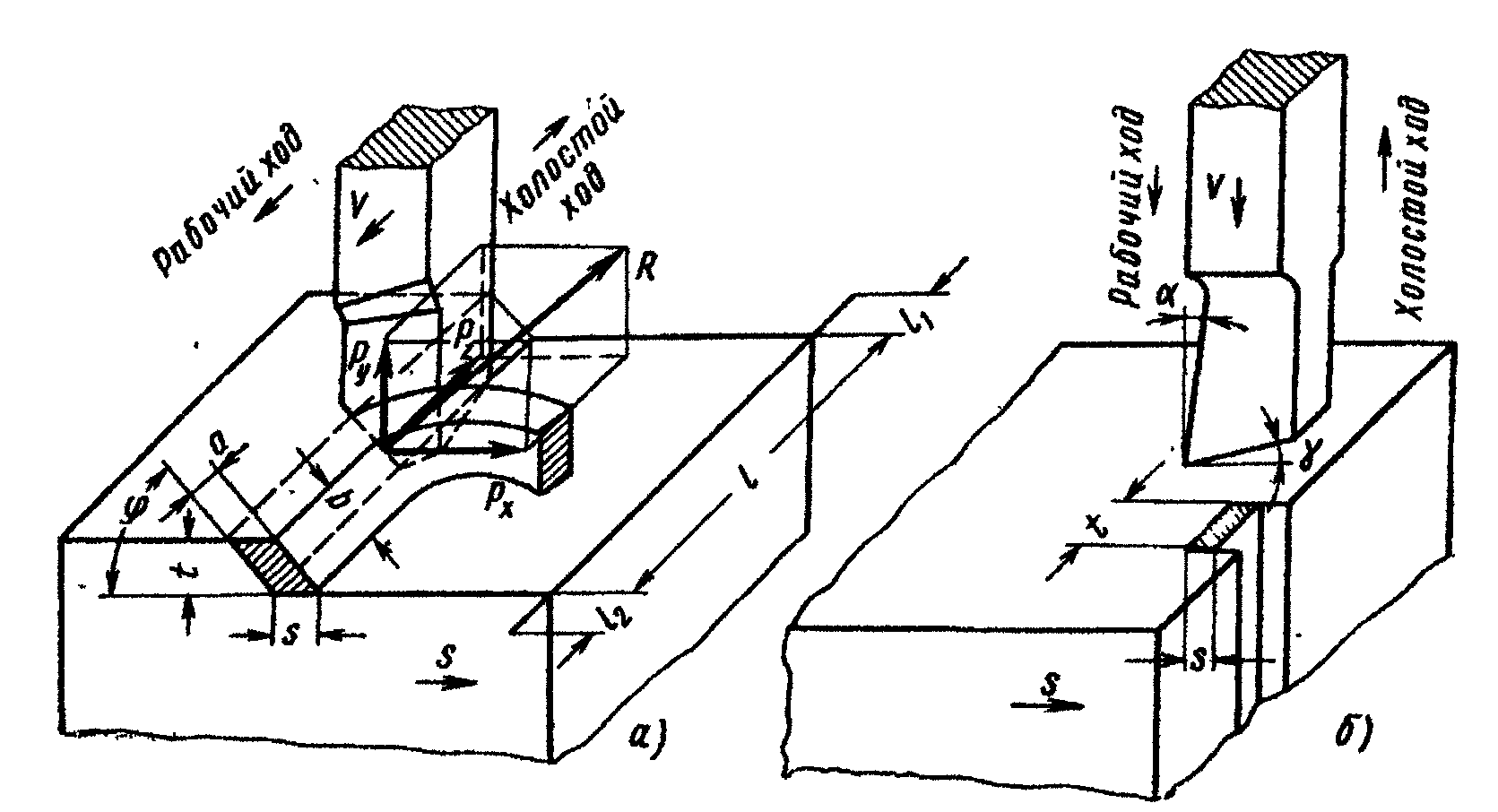 Рис.90. Схемы резания: а) при строгании; б) при долблении. 1) Инструментом при строгании и долблении являются резцы, которые конструктивно подобны токарным, но имеют большее поперечное сечение, т.к. работают с ударной нагрузкой. Строгальные резцы выполняются обычно изогнутыми назад, что позво-ляет при ударных нагрузках резцам отгибаться и умень шать глубину резания и нагрузку на режущую кромку, сохраняя резец от поломки. Долбежные резцы выполняются изогнутыми вперед. Геометрические параметры строгальных и долбежных резцов такие же, как у токарных. 2) Элементы режима резания Рабочими движениями являются: - главное движение - возвратно-поступательное перемещение резца в горизонтальной (при строгании) и вертикальной (при долблении) плоскости; - движение подачи - продольное, поперечное или круговое движение заготовки. Глубина резания(t) равна толщине срезаемого слоя за один проход резца (при строгании) или ширине резца (при долблении). Подача (S) - величина перемещения детали за один двойной ход резца, измеряется в мм/дв.ход. Скорость резания (V)- средняя скорость рабочего хода резца (или заго-товки - при продольном строгании) в м/мин. Основное технологическое время (То), силу резания (Рz) и мощность (Nр) определяют по тем же зависимостям, что и при точении. Строгание и долбление применяют при единичном и мелкосе рийном производстве, чаще при ремонте, вследствие дешевизны инструмента, при достаточной точности обработки меньшей стоимо сти станков по сравнению с фрезерными и протяжными станками. 3. Протягивание Протягивание - метод обработки наружных и внутренних поверхностей деталей многолезвийными режущими инструментами - протяжками или прошивками. Форма протягиваемых поверхностей может быть различной: круглые, квадратные, прямоугольные, овальные и другие отверстия, шлицевые и шпоночные пазы. Формообразование поверхностей производится копированием режущих лезвий инструмента на обрабатываемой заготовке. Протягивание выполняется только главным движением, которое придается инструменту или заготовке. Движение подачи отсутствует, её функции заложены в конструкции протяжки. Протяжка состоит из основных частей, показанных на рис.91. Рис.91. Конструктивные элементы круглой протяжки: l1 - передняя замковая часть; l2- шейка; l3 - передняя направляющая часть; l4 - режущая часть; l5 - калибрующая часть; l6 - задняя направляющая часть; l7 - задняя замковая часть. Передняя замковая часть (l1) служит для закрепления протяжки в рабочем патроне (тяговом устройстве) станка. Передняя направ ляющая часть (l3) служит для центрирования заготовки относительно оси протяжки, размер её сечения соответствует размеру отверстия заготовки. На режущей части (l4) располагают режущие зубья, которые срезают весь припуск. Высота каждого последующего зуба режущей части больше высоты предыдущего на величину Sz, которую назы вают подачей на зуб. При обра- ботке деталей из различных материа лов Sz принимают от 0,005 до 0,3 мм. Число режущих зубьев (Zр) определяют в зависимости от припуска:  (мм), где h - припуск на обработку. (мм), где h - припуск на обработку.Шаг режущих зубьев (Рр) устанавливают в зависимости от дли ны протягиваемой поверхности (lд): Рp = (1,5...1,9)  , (мм). , (мм).Геометрия режущих зубьев: γр = 5...20°; αр = 4...10°. Калибрующая часть (l5) придает обрабатываемой поверхности окончательные размер и шероховатость. На калибрующей части располагают З...7 зубьев одного размера без стружкоделительных канавок с шагом между зубьями Рк = (0,6...0,7)Pр . Геометрия калибрующих зубьев: γк = 0...5°; αк = 0,5...1 °. Задние направляющая (l6) и замковая (l7) части необходимы для правиль-ного выхода протяжки из обрабатываемого отверстия и поддержания протяжки от провисания. Протяжки могут быть: внутренние и наружные, режущие и выглаживающие, цельные и сборные, из сталей и твердых сплавов. 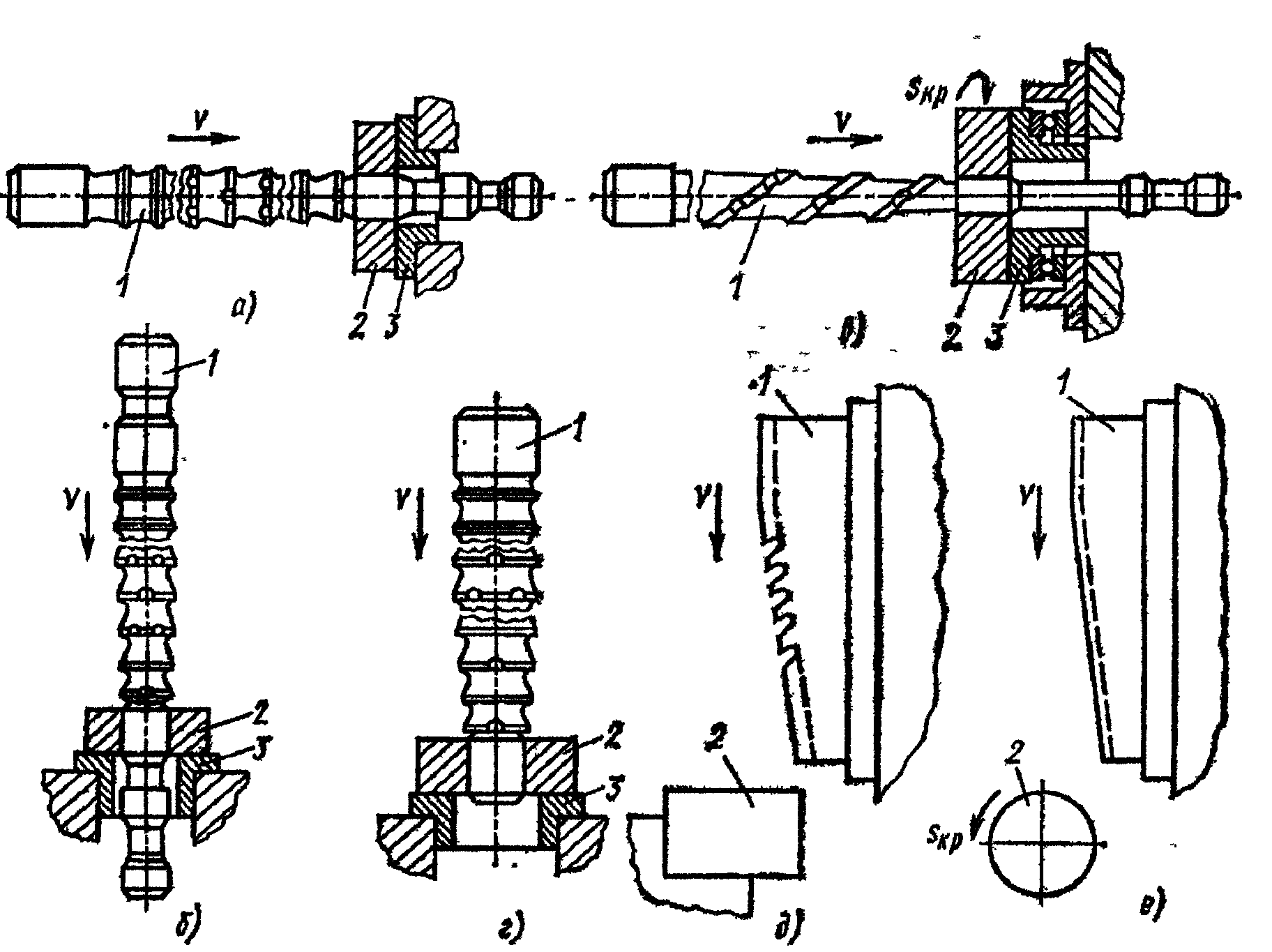 Рис.92. Схемы обработки на протяжных станках: а) на горизонтально-протяжном станке; б) на вертикально-протяжном станке; в) с вращательной подачей детали; г) обработка прошивкой (работает на сжатие); д) наружное протягивание плоских поверхностей; е) наружное протягивание поверхностей вращения. Схемы резания при протягивании могут быть (Рис.93): а) профильная, б) прогрессивная (групповая), в) генераторная. Профильная схема резания обеспечивается зубьями, подобными обра-батываемому профилю. 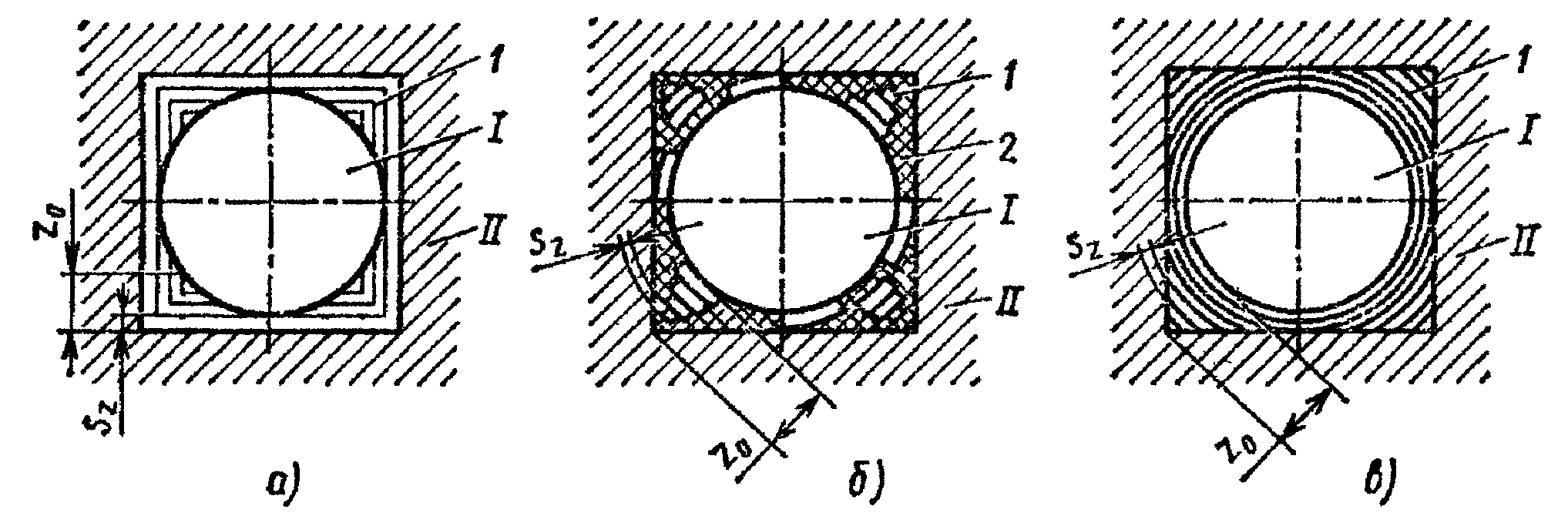 Рис.93. Схемы резания при протягивании. При генераторной схеме срезание припуска выполняется кон центричес-кими слоями при внутреннем или плоскими параллель ными слоями при наружном протягивании. Протяжки, работающие по этой схеме, наиболее широко используются, т.к. проще других в изготовлении. При групповой (прогрессивной) схеме зубья по периметру по верхности объединены в группы, каждая из которых срезает слой материала в своей части периметра, оставляя другие части на после дующие зубья. 4. Станки строгально-протяжной группы К этой группе относятся следующие станки: - поперечно-строгальный (шепинг); - продольно-строгальный; - долбежный; - горизонтально-протяжный; - вертикально-протяжный. Поперечно-строгальные станки имеют главное (возвратно-поступа-тельное) движение резца и прерывистое движение подачи обрабатываемой заготовки вместе со столом в поперечном направ лении к движению резца. Их применяют для обработки небольших деталей. У продольно-строгальных станков главное движение (тоже возвратно-поступательное) совершает длинный стол с обрабатывае мой заготовкой, а периодическое движение подачи придается резцу, которых может быть несколько. Продольно-строгальные станки имеют большие габариты, их применяют для обработки крупных корпусных деталей или для одновременной обработки нескольких мелких деталей. Ход стола таких станков достигает 3...4 м и более. У долбежных станков резцу придают возвратно-поступатель ное вертикальное перемещение (вверх - вниз), а обрабатываемой заготовке - периоди- ческую подачу в различных направлениях. Строгальные и долбежные станки применяют в единичном и мелкосерийном производствах вследствие простоты и дешевизны изготовления инструмента (резца) при достаточной точности обработки и меньшей стоимости, по сравнению с фрезерными и протяжными станками. По производительности и качеству обработки строгание обычно уступает фрезерованию, однако, в некоторых случаях является более рациональным или единственно возможным способом обработки деталей. Протяжные станки по назначению бывают для внутреннего и наружного протягивания. Для внутреннего протягивания чаще ис пользуют станки с горизонтальным направлением движения протяж ки, а для наружного – с вертикальным. Основными характерис тиками протяжного станка являются: максимальная тяговая сила и длина хода протяжки. Протяжные станки широко применяют в круп носерийном массовом производствах. ЗУБОНАРЕЗАНИЕ 1. Методы нарезания зубчатых колес. Зубчатые колеса являются одними из наиболее распростра ненных деталей в современном машиностроении. В зависимости от взаимного расположения осей валов сущест вуют различные типы передач вращательного движения: - цилиндрическими колесами с параллельными валами; - коническими колесами с пересекающимися валами;
Процесс нарезания зубчатых колес заключается в образовании впадин зубьев, профиль которых может быть эвольвентным (чаще всего), круговинтовым (зацепление Новикова), циклоидным, прямо линейным и др. Нарезание зубчатых колес может производиться двумя метода ми формообразования впадин: методом копирования и методом обкатки (огибания). Метод копирования производится инструментом, имеющим профиль соответствующий форме впадины нарезаемого зуба. При нарезании этим методом режущим инструментом могут быть: пальцевые и дисковые модульные фрезы, протяжки, зубодолбежные многорезцовые головки и др. Метод копирования целесообразнее использовать в индивидуальном производстве или при ремонте, т.к. он может быть выполнен на универсально-фрезерных станках с использованием делительной головки. Метод обкатки заключается в обеспечении движений режущему инструменту и заготовке таких, какие бы они имели находясь в зубчатом зацеплении. Режущими инструментами могут быть: червячные модульные фрезы, зуборезные долбяки, головки, гребенки, зубострогальные резцы и др. Метод обкатки применяется преимущественно в серийном и массовом производствах, он позво ляет обрабатывать зубчатые колеса с большей производительностью и точностью обработки при меньшей шероховатости поверхностей, чем при обработке методом копирования. Кроме того, метод обкатки более универсален, т.к. позволяет одним инструментом нарезать колеса с любым числом зубьев, что невозможно сделать методом копирования. |