Настольная Книга Управляющего Складом - Джеймс Томпкинс. 1. Проблемы и задачи складского хранения. Складское хранение и товародвижение
 Скачать 14.49 Mb. Скачать 14.49 Mb.
|

|
Колонны Колонны, или вертикальные подъемные модули, - это недавняя разработка автоматизированных систем по размещению и перемещению. Машина (Рис. 20.8) объединяет в себе небольшую опорную поверхность и использование объема вертикальных элеваторных стеллажей, модульность и пропускную способность горизонтальных элеваторных стеллажей, и безопасность и плотность хранения систем с небольшими изделиями. Колонна состоит из цепочки колонн хранения с изделиями, хранящимися на извлекаемых лотках. Стандартные лотки извлекаются быстро. 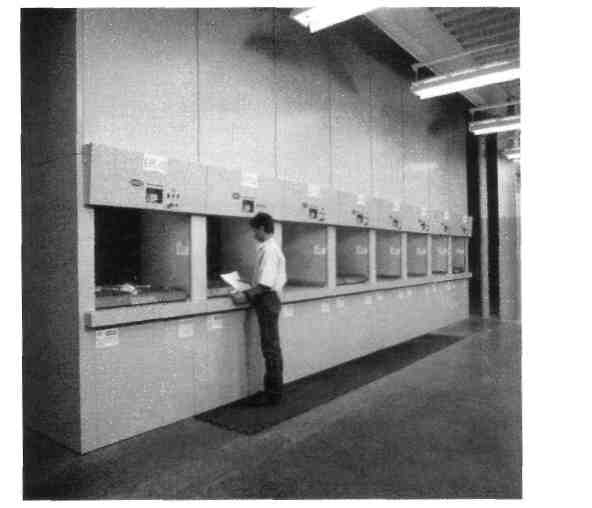 Рис. 20.8 Колонны или вертикальные подъемные модули Устройство для размещения и извлечения движется вертикально между передними и задними полками внутри колонны. Манипулятор извлекает нужный лоток с полки и доставляет его к окошку для отбора заказов. Изделия отбираются с лотка, и затем лоток возвращается на свою полку. Или лоток помещается на конвейер и отправляется на некоторое расстояние к месту для отбора заказов и затем возвращается. Колонны эффективны там, где площадь пола – это самое главное, и к большому количеству небольших деталей требуется быстрый доступ. Несколько колонн могут работать вместе на одном рабочем месте под управлением одного компьютера, позволяя воспользоваться преимуществами отбора заказов партиями. В типичном случае, кубический объем хранения будет в четыре раза больше чем у статичных полок с ячейками при данной опорной поверхности. У колонн есть несколько преимуществ над вертикальными элеваторными стеллажами. Конструкция лотков позволяет использовать широкое разнообразие размеров и формы изделий, и лотки могут быть легко перекомпонованы. Колонна более полно использует вертикальный объем. У системы из трех колонн будет такая же опорная поверхность, как и у одного вертикального элеваторного стеллажа, но будет три окошка для отбора заказов вместо одного. Кроме того, нет опасности от несбалансированных грузов, и так как только запрашиваемый элемент передвигается, то хранящиеся элементы меньше подвержены повреждению. Колонны для хранения небольших деталей успешно применяются и по отдельности, и как интегрированные компоненты более крупных систем. Структурная конструкция. Опоры полок прикреплены к стойкам внутри машины. На каждой находится лоток с плоским дном, который может доставляться к окошку для отбора заказов и затем транспортироваться ленточным или роликовым конвейером. Лотки в одну ширину хранятся в передней и задней части модуля. Высота достигает 30 футов и больше. Размеры лотков могут изменяться в зависимости от груза. Машины спроектированы для лотков с грузоподъемностью от 200 до 500 фунтов. В лотках могут использоваться разнообразные вставки или емкости. Манипуляторы. Манипулятор для размещения и извлечения постоянно поддерживает лоток с грузом, по крайней мере, двумя рядами роликов и обеспечивает ровное движение лотка, без заторов или проскальзывания. Подъемная цепь поднимает и опускает манипулятор. Расширение. Система колонн может быть легко расширена. При необходимости добавляются дополнительные колонны, каждая с окошком доступа. Дополнительные окошки могут быть добавлены к модулю, обеспечивая доступ с передней и задней части на различных уровнях. При изменении требований полки могут быть перекомпонованы. Регуляторы и программное обеспечение. Регуляторы колонны расположены в отдельном, легко достижимом месте снаружи машины. Регуляторы полностью собираются и монтируются на заводе. Оператор нажимает на место хранения или номер детали, чтобы начать доставку лотка. Оператор может ввести отдельное размещение или извлечение или может ввести серию (очередь) команд. Под управлением компьютера, несколько модулей могут работать вместе, чтобы сократить время ожидания при отборе партиями: оператор движется от одного модуля к другому, пока колонны размещают и извлекают лотки. Системы по размещению и перемещению небольших изделий В последние годы, системы штабелирования небольших изделий стали основной автоматической системой по размещению и перемещению небольших деталей. На самом деле, "автоматизированные системы по размещению и перемещению" и "системы по размещению и перемещению небольших изделий" часто ошибочно используются как синонимы. Но ведь есть и автоматизированные системы по размещению и перемещению, которые не предназначены для небольших деталей. Разработка и эволюция системы по размещению и перемещению небольших изделий была одним из первых шагов к автоматизации склада. Эти системы идентичны по своей концепции и конструкции системам для более крупных единиц груза или паллет; разница в том, что они спроектированы для груза в 200 - 750 фунтов на место хранения. Ранняя автоматизация хранения неполными ящиками или небольших деталей не могла обосновать инвестиции, основываясь только на экономии пространства, так как занимала только небольшую часть общего складского хранения. Поэтому системы для меньших по размеру грузов появились несколько позднее, но раньше элеваторных стеллажей и колонн. Хотя плотность хранения увеличивается и трудовые затраты сокращаются, но скорость отбора заказов в системе по размещению и перемещению небольших изделий часто меньше чем в других динамичных системах хранения. Системы по размещению и перемещению небольших изделий не нашли большого применения на распределительных складах, но часто используются для хранения в производственных складах и кладовых. В производственной системе, системы по размещению и перемещению небольших изделий могут предлагать очередность (последовательность) полуфабрикатов (узлов и агрегатов) и системы доставки на каждое рабочее место. Эти системы для минигрузов и микрогрузов также используются для хранения инструментов и кристаллов микросхем. Вместе с системой управления товарными запасами, системы для хранения и перемещения небольших изделий заставляют оператора поддерживать точность товарных запасов. Они очень эффективны в хранении запчастей авиакомпаний. Автоматизированная система по размещению и перемещению небольших изделий – это полностью закрытая, автоматическая система хранения, которая доставляет детали и материалы к оператору для отбора заказов и составления наборов, и автоматически возвращает материалы в систему. В своей работе она похожа на колонны, обсуждавшиеся раньше, с добавлением бокового движения для механического манипулятора, так что к большему количеству изделий может быть доступ. Однако благодаря единственному механизму доступа, пропускная способность соответственно сокращается, когда плотность хранения увеличивается. Материалы хранятся в единообразных лотках или контейнерах, которые, в свою очередь, размещаются на полках и стеллажах. Полки расположены в два ряда с одинарной глубиной хранения напротив друг друга. Центральный проход обеспечивает место, где механическое устройство движется вертикально и горизонтально, перевозя контейнеры к местам хранения на полках и обратно. Это устройство, автоматический манипулятор, является сердцем системы по размещению и перемещению небольших изделий. Оно перевозит все контейнеры внутри площадки хранения к рабочему месту (и обратно); здесь небольшие детали отбираются из контейнеров. Рабочее место чаще всего помещается в конце площадки. Двойные фиксированные рабочие места позволяют проводить отбор заказов из одного контейнера, в то время как механизм выбирает или возвращает другие контейнеры. Экономия площади пола. Механическому устройству для отбора заказов требуется меньше пространства в проходе между рядами полок, чем оператору. Незанятое место минимизируется и вместимость увеличивается. Кроме того, может использоваться существенно больше вертикального пространства. Системы по размещению и перемещению небольших изделий могут быть построены таким образом, чтобы использовать все имеющееся кубическое пространство. Пропускная способность. Механическое устройство по отбору заказов может постоянно передвигаться для размещения или извлечения контейнеров. Хотя можно доказывать, что время цикла будет медленнее, чем у других систем, особенно у машин, требующих человеческого вмешательства, таких как элеваторные стеллажи, но давайте вспомним и о человеческой усталости, когда сравниваем эти системы. Постоянные повторяющиеся операции, без перерывов, склонят чашу весов в сторону автоматических систем по размещению и перемещению небольших изделий. Рабочая сила, усталость и управление. Один оператор может управлять отбором заказов. Так как контейнер доставляется к рабочему месту, то оператору не нужно ходить или искать контейнер. Загруженный контейнер может превосходить по весу обычный, передвигаемый оператором, так как оператор редко поднимает весь контейнер. Наклоняться и тянуться не нужно. Безопасность. Системы для минигрузов и микрогрузов часто строятся с закрытой оболочкой, которая защищает содержимое системы от пыли и других загрязнений, а также улучшает безопасность. Кран-штабелер и платформа с манипулятором. Платформа с манипулятором обычно проектируется в соответствии с применением. Здесь может потребоваться обработка специальных стандартизованных контейнеров, и может потребоваться модификация. Платформа поднимается и опускается, используя одну или две мачты. Полки с ячейками и лотки могут быть уникальными для данной системы или стандартов, если механический манипулятор должным образом спроектирован. Манипулятор может захватывать лоток спереди, с боков или снизу, используя штырьковые выводы, зажимы, присоски, магниты, подъемную платформу или вилочный захват. Дорожка. Подъемный механизм малогабаритного крана-штабелера передвигается по дорожке, расположенной на полу, с направляющими рельсами или каналами наверху, чтобы обеспечить вертикальное соответствие. Исключением будет машина с оператором, описанная ниже, которая поддерживается с потолка. Регуляторы и программное обеспечение. Продаются разнообразные регуляторы, от простых до сложных. Кнопочная клавиатура на рабочем месте позволяет вводить команды для мест хранения. Компьютеризация позволяет вводить номер детали и не знать место хранения. Компьютер хранит в памяти места хранения и количество изделий. Элементы могут храниться в случайном порядке, чтобы улучшить пропускную способность. Запросы могут сортироваться и составляться в очередь. Машина с оператором В то время как типичный малогабаритный кран-штабелер доставляет деталь к комплектовщику, машина с оператором доставляет комплектовщика к детали. У машины с оператором (Рис. 20.9) есть платформа для отбора заказов и человек может сам принимать решения, что может полезно в некоторых случаях операций с небольшими деталями. 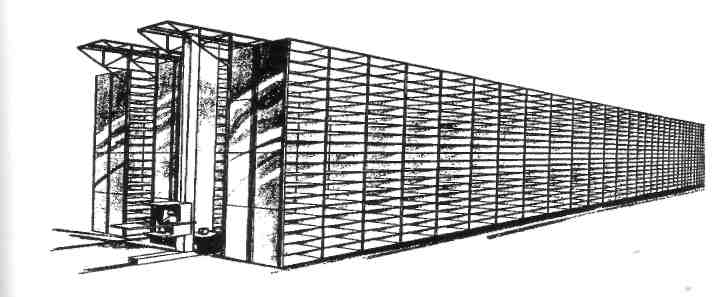 Рис. 20.9 Машина с оператором Динамичное хранение небольших деталей с высокой пропускной способностью Так как бизнес сокращает товарные запасы и переходит к концепции «точно в назначенное время», то хранение заменяется извлечением (перемещением). У машин, которые обсуждались до сих пор, хранение – основная характеристика, хотя в случае с проходными стеллажами, пропускная способность – это основное преимущество. Оставшиеся машины не будут, в основном, машинами для хранения. Их объемная вместимость ограничена, потому что их основное свойство – это пропускная способность. На самом деле, чтобы работать должным образом, им требуется резервное хранение навалом, чтобы запасы в машинах можно было часто пополнять. Горизонтальные элеваторные стеллажи Горизонтальные элеваторные стеллажи можно описать как серию ячеек, которые соединены вместе в непрерывную цепь и смонтированы на удлиненной овальной дорожке. Когда они активированы, ячейки вращаются по кругу, доставляя нужную ячейку к оператору (Рис. 20.10). Оператор, располагающийся на рабочем месте в конце овала, отбирает заказы с нескольких элеваторных стеллажей. Эти элеваторные стеллажи почти всегда управляются компьютером, который хранит в памяти место хранения детали, а часто и количество. Компьютер сортирует заказы партиями по местам хранения, чтобы минимизировать время вращения и избежать дублирования остановок у ячеек. Он также активирует световой дисплей, который показывает место хранения и количество. 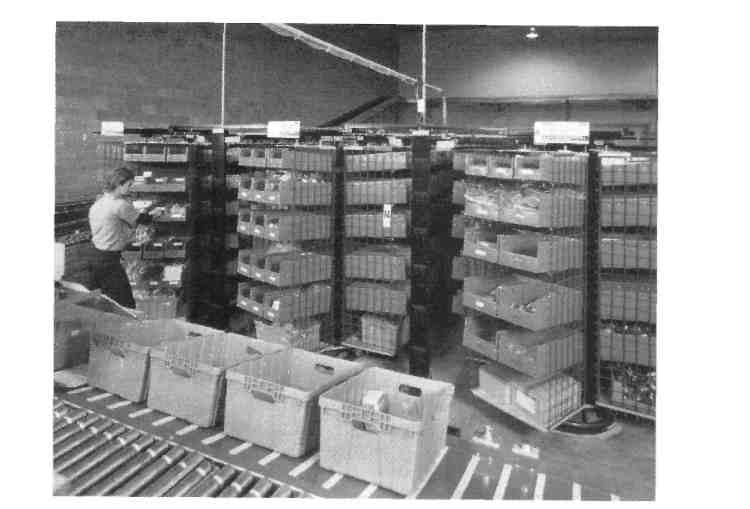 Рис. 20.10 Горизонтальный элеваторный стеллаж Промышленные элеваторные стеллажи эволюционировали из легких подвесных конвейерных систем, используемых для хранения одежды на вешалках. Первые промышленные элеваторные стеллажи, изготовленные в 1960 гг., были подвесными конвейерами для одежды, с сетчатыми корзинами и полками. В следующее десятилетие появились более крепкие элеваторные стеллажи с нижним приводом, с грузоподъемностью каждой ячейки больше 1000 фунтов. У первоначальных версий были простые ножные или ручные регуляторы, которые вращали стеллажи влево или вправо. Более поздние модели управлялись через клавиатуру, где печатался номер ячейки и элеваторный стеллаж вращался по самому короткому пути. В 1980 гг., компьютерные и микропроцессорные регуляторы превратили элеваторные стеллажи в автоматизированные устройства хранения и показали их настоящее преимущество: извлечение (перемещение). Роботизированные манипуляторы, добавление на рабочее место вспомогательного оборудования, такого как радиотерминалы и штрих-кодирование, и разнообразное программное обеспечение сделали горизонтальные элеваторные стеллажи неотъемлемой частью автоматизированных заводов или оптовых баз. Элеваторные стеллажи продаются в почти неограниченном разнообразии по высоте, длине, ширине, конструкции ячеек и грузоподъемности. Благодаря такому разнообразию элеваторные стеллажи применяются в самых разных условиях на складе и заводе. Разнообразная продукция хранится на элеваторных стеллажах: инструменты, оборудование, лекарства, детали компьютера и текстильные изделия. Они оказались особенно эффективны в отборе небольших деталей с высокой пропускной способностью. Эксплуатационная гибкость элеваторных стеллажей приводит к тому, что, занимая пространство 5 на 15 футов, по своим характеристикам они соответствуют самым большим автоматизированным системам по размещению и перемещению небольших изделий. Сегодня, элеваторные стеллажи применяются в ведении картотек, в кладовых, инструментальных кладовых, «чистых комнатах», складах, даже в розничных магазинах. Экономия трудовых затрат. Основное преимущество горизонтальных элеваторных стеллажей в сфере производительности труда – прямое следствие современного программного обеспечения для отбора заказов и эксплуатационных характеристик элеваторных стеллажей. Партии до 16 заказов могут отбираться одновременно, что увеличивает производительность на 400% и больше. Экономия достигается благодаря тому, что устраняется хождение и процесс поиска; элеваторные стеллажи вращаются автоматически; световые дисплеи безбумажно сигнализируют о месте хранения и количестве; операции по отбору, размещению и циклической инвентаризации распределяются таким образом, чтобы создать разнообразие и уменьшить усталость работников. Часто, рабочий день отбора может быть сокращен, позволяя ближе к концу рабочего дня отбирать заказы на следующий день доставки. Точность. Второе основное преимущество – это улучшение точности и в отборе заказов и в уровне товарных запасов. Отбор со световой подсказкой и сокращение канцелярской работы, вместе с возможностью оператора вводить обновленную информацию о товарных запасах во время отбора заказов, позволяет сократить дорогие ошибки при отгрузке и возврат продукции. Экономия пространства. Элеваторные стеллажи могут быть установлены рядом друг с другом, без пространства для проходов. Системы в два и три яруса могу использоваться там, где позволяет высота потолков. Структура. Элеваторные стеллажи являются модульными по своей конструкции. При соединении стандартных привода, направляющих и промежуточных секций получается нужная компоновка. Модульная концепция дает короткий период освоения, быструю установку и легкость расширения или перемещения оборудования. Опорная конструкция элеваторных стеллажей с верхним и нижним приводом состоит большей частью из сварных уголков и каналов. Основная концепция состоит в том, что стандартный привод, направляющие концевые секции и стандартные центральные секции различной длины вместе формируют единицу оборудования любой длины. Расширение возможно в любом из сращиваемых узлов. Ячейки. Стандартные ячейки и полки обычно изготавливаются из проволоки. Проволока стоит меньше, чем листовой металл, легче по весу и свободна от пыли. Там, где будут более тяжелые веса, стандартные проволочные ячейки могут быть усилены листами металла. Ячейки становятся более жесткими, небольшие элементы теперь не могут из них выпадать, и, что самое главное, поддерживается основная часть веса каждой отдельной полки. Нагрузка на полку, поэтому, распределяется вниз через усиленную заднюю сторону и через обе боковые проволочные стороны. Полки регулируются без использования оборудования, и каждая полка создает жесткую коробочную структуру, соединяя две стороны и заднюю часть ячейки. Там, где нагрузка будет больше 100 фунтов на полку, должны использоваться усиленные полки. Полки обычно наклоняются на пять-десять градусов к задней стенке, чтобы уменьшить вероятность выпадения с полки элементов при движении ячейки. Ширина и глубина ячеек бывают различными, также как и высота, что придает большую гибкость проектам элеваторных стеллажей. Специальная компоновка является достаточно обычной. Крупная инновация – это спаренные ячейки (Рис. 20.11), которые позволяют оператору отбирать заказы и с левой и с правой стороны двух различных ячеек, а не только с передней части одной ячейки. Это удваивает объем, доступный для отбора при одной остановке ячеек, что приводит к улучшению пропускной способности. Дорожки. Элеваторный стеллаж с верхним приводом имеет трубчатую дорожку с конвейерной цепью, поддерживаемую стойками-опорами через каждые несколько футов. Проволочные ячейки висят на цепи и свободно свисают на нижней дорожке. Зубчатые колеса – это герметичные подшипники на весь срок эксплуатации, установленные на 45˚ уголке, поддерживающем шарнирную ось и соединяющем звенья цепи. Перевозимый груз определяет количество и размер используемых зубчатых колес. Большие по диаметру дорожки, шестерни, и шарнирные оси используются для перевозки более тяжелых грузов, а верхний привод обычно используется для более легких грузов. Элеваторные стеллажи с нижним приводом используют те же самые трубчатые дорожки, но большие по диаметру вогнутые стальные шестерни (колеса) с осевыми роликами, смонтированными под стальным дном пластины. Верхняя направляющая дорожка смонтирована на стойках-опорах и удерживает верхние направляющие шестерни. Элеваторные стеллажи с нижним приводом имеют тенденцию предоставлять лучшее общее обслуживание. Они более популярны, потому что более надежны при перевозке тяжелых грузов. Здесь также уменьшается возможность загрязнения продукции от износа шестерней/дорожек, требуется меньшая общая высота, больше возможностей для сдвоенных ярусов, и нагрузка на пол распределяется более ровно |