Дәрісдер Өзара алмастырушылық негіздері (1). Дріс 1 зара ауыстырымдылы мні мен трлері
 Скачать 3.75 Mb. Скачать 3.75 Mb.
|

|
Дәріс №1 Өзара ауыстырымдылық мәні мен түрлері Қазіргі уақыттағы топтап шығару өндірісінде бөлшектері бір цехта жасалынады да, ал машина мен түйіндерді кұрастыру басқаларда жүргізіледі. Бұл бөлшектер әртүрлі цехта жасалса да, оларды жинау ешқандай қосымша реттеу және жетілдіру операциясыз жүргізіледі де, ал жиналған машина мен оның түйіндері оларға қойылған талаптарды қанағаттандыруы керек. Егер бұл бөлшектер мен түйіндер өзара ауыстырымдылық шарты орындалса, онда өзара ауыстырымдылық сапа көрсеткіштеріне (қаттылығы, ішкі кернеу) тозуға бекемділігіне, сенімділігіне әсер етеді. Өзара ауыстырымдылық өзара тәуелсіз жасалынған бөлшектерді дайындықсыз, қосымша өңдеусіз машинаға қойғанда, машина техникалық жағдайы бойынша қойылатын шарттарға сәйкес өзінің функцияларын орындауы қажет. Жөндеу жұмыстарында да, өзара ауыстырымдылық кезінде жинау мен ауыстырғанда тәуелсіз жасалған кезкелген бөлшектердің қойылу мүмкіндігін қамтамасыз етеді. Өзара ауыстырымдылық келесі түрлерге бөлінеді: толық, толық емес, ішкі, сыртқы және функционалды. Толық өзара ауыстырымдылық – машинаны немесе түйіндерді жинау немесе жөндеу кезінде бөлшектер жинағынан кез келген бөлшекті машинаға дайындықсыз, реттеусіз және қосымша өңдеусіз қою, конструкциялау мен өңдеу әдісі.. Толық емес ауыстырымдылық – жинау немесе жөндеу алдында бөлшектер әуелі мөлшері бойынша бір қатар топтарға топталынады, жинағанда кез келген бөлшегі қойылмайды, тек қана бір белгілі мөлшер тобының бөлшегі не болмаса компенсатор деп аталатын бір бөлшек қойылады немесе біреуі таңдалып алынып, қосымша өңделінеді. Бұл әдіс өте жоғары дәлдікті қосылыстарды алуда қолданылады. Кейде бұл әдісті селективті жинау деп те атайды. Мысалға, іштен жанатын қозғалтқыштардың қосылыстары (поршень– цилиндр, иінді білік – ішпек және т.б.) осы әдіспен жиналады. Сыртқы өзара ауыстырымдылық – түйіндердің сыртқы қосылыс беттерінің пішіні мен мөлшерлері және олардың пайдалану көрсеткіштері арқылы сипатталады. Мысалға, электрқозғалтқыштарда өзара ауыстырымдылық мөлшері қуаты мен айналу жиілігімен қамтамасыз етіледі. Ішкі ауыстырымдылық – бір түйінге кіретін бөлшектер дәлдігімен сипатталады. Мысалға, домалау мойынтіректерінің (подшипниктерінің) домалау денелері мен сақиналары өзара ауыстырымдылықты болады. Функционалды өзара ауыстырымдылық – кез келген бөлшектің жеткілікті қызмет функциясымен сипатталатын өзара ауыстырымдылық. Мысалға, керекті айналу моментін беретін тісті доңғалақтар белгілі беріліс қатынасымен сипатталады. Өзара ауыстырымдылық дәрежесі. Өндірістік өзара ауыстырымдылық дәрежесі өзара ауыстырымдылық еселегішімен сипатталады. Бұл еселегіш бөлшектерді жасауға жұмсалған еңбек көлемінің жалпы бұйым (машина) жасауға жұмсалған еңбек көлеміне қатынасымен анықталады:
мұндағы:  – бөлшектер жасауға жұмсалған еңбек көлемі; – бөлшектер жасауға жұмсалған еңбек көлемі; – жалпы машина жасауға жұмсалған еңбек көлемі. – жалпы машина жасауға жұмсалған еңбек көлемі.Бұл еселегіштің бірге жақындығы өндірiстік– техникалық деңгейінің жоғары екендігінің объективті көрсеткіші болады. Барлық өзара ауыстырымдылық түрлерінің ішінен толық өзара ауыстырымдылық келесі артықшылығымен көзге түседі: 1 – құрастыру процессі жеңіл; 2 – сынау процессін автоматтандыруға болады; 3 – зауытты кооперациялау мен арнайылығын кең түрде жүргізуге болады; 4 – бұйымды жөндеу оңайланады. Толық өзара ауыстырымдылық көбінесе 5, 6 квалитеттерде қолданылады. Өзара ауыстырымдылықты қамтамасыз етудің негізгі көрсеткіштері Өзара ауыстырымдылықты келесі көрсеткіштер қамтамасыз етеді: 1 – қондыру мен дәлдік шегіне қазіргі кезге сәйкес стандарт жүйесі қолданылуы қажет (ҚДБЖ); 2 – бөлшектерді жасаудың технологиялық процессі дұрыс таңдалынуы керек; 3 – керекті дәлдікті қамтамасыз ететін станоктар мен жабдықтар дұрыс таңдалуы керек; 4 – өлшеу және кесу аспаптары дұрыс таңдалуы керек; 5 – бақылау дұрыс ұйымдастырылуы қажет; 6 – сызбасы дұрыс орындалуы қажет. Өзара ауыстырымдылықтың қысқаша даму тарихы Бұрынғы Мысыр (Египет) еліндегі салмағы бірнеше тонна болатын «тастардан» жасалған пирамидалары. «Тастарының» арасынан ине өткізе алмайсыздар, б.а. ол «тастар» өте дәл келтіріліп жасалған. Биіктігі 90 м болатын Вавилон мұнарасын тұрғызуға өзара ауыстырымдылық дәлдігі жоғары 85 млн. кірпіш жұмсалған. Ресейде өзара ауыстырымдылық ХVIII ғасырда қару–жарақ жасауда қолданыла басталды, б.а. 1761 жылы Тула және Ижевск мылтық жасау зауыттарында өзара ауыстырмалы бөлшектер қолданыла бастады. ХІХ ғасыр аяғы мен ХХ ғасыр басында өзара ауыстырымдылық жалпы машина жасауда (тігін машиналарын, вагондарды бояуда, доңғалақтар диаметрлеріне станоктарды) қолданыла бастады. 1918 жылы Ленин декретімен Ресейде метрлік жүйе қолдана бастады, оған дейін үш түрлі өлшем бірліктері қолданылып келді: аршин, дюйм және метр. 1925 жылы 15 қыркүйекте Ресейде стандарт комитеті құрылды. 1975 жылы ИСО (ISO) Халықаралық стандарт жүйесі негізінде жаңа стандарт жүйесі зерттелініп дайындалды. ИСО жүйесі Біріккен Ұлттар Ұйымында 1947 жылдан бастап қолданылып келеді. Кәзіргі кезде ИСО (ISO) ең ірі Халықаралық техникалық ұжымдарға айналды. Соның құрамында 146 арта ел кіреді. 1976 жылы наурыз айының 16–сында ҚСРО Министрлер Кеңесі құрамындағы стандарт комитетінің № 632– қаулысы бойынша «Қондырулар мен дәлдік шектердің бірыңғай жүйесін» ҚДБЖ қолдану ұсынылған. Бұл жүйе КСРО– да 1977 жылдың 1 қаңтарынан бастап 1980 жылдың 1 қаңтарына дейін толық енгізілді. Қазіргі кезде бұл жүйе Қазақстан Республикасында қолданылуда. 1992 жылдан бастап Қазақстан стандарттарыныңың ISO 9000 халықаралық стандарттар мен үйлестіру мен еңгізу және осы стандарттарға және басқаларға сәйкес отандық сапа менеджмент жүйесін жасауда. Дәріс №2 Дәлдік шек пен қондыру туралы негізгі ұғымдар. Нақты өлшем және шекті өлшемдер. Дәлдік шегі. Қондыру. Сызбаларға өлшемдердің шекті ауытқуларын салу. Негізгі терминдер мен түсініктемелер Мемлекеттік стандарт бойынша қондыру мен дәлдік шегінің негізгі анықтамалары бекітілген. Жөндеу және машина жасау саласында келесі мөлшер терминдерін кездестіреміз. Мөлшер –таңдап алынған өлшем бірлігінде сызықты шаманың санды мәні. Қосылыс деп бір–біріне толық немесе бір бөлігімен кіретін екі бөлшек жинағын айтады. Бұл бөлшектің біреуін шартты түрде (D) тесік (қапсыратын) дейміз, екіншісін (d) білік (қапсырылатын) дейміз. (1 сурет) Нақты мөлшер (  ) деп қосылыс құрастыратын екі бөлшекке ортақ және ауытқуды есептеу бастамасы қызметін атқаратын мөлшерді айтады. Оның мөлшеріне кез келген санды белгілемейді, ол бөлшектің функционалды қолдануына байланысты беріктігін ( ) деп қосылыс құрастыратын екі бөлшекке ортақ және ауытқуды есептеу бастамасы қызметін атқаратын мөлшерді айтады. Оның мөлшеріне кез келген санды белгілемейді, ол бөлшектің функционалды қолдануына байланысты беріктігін ( ), қаттылығын (HRC) есептеу арқылы және де конструкциялық, технологиялық жағдайын есепке алу негізінде белгіленеді. Мұнда мөлшердің есептеу мәні жақын жатқан тұтас үлкен мағынаға немесе кіші мағынаға дейін, ал егер есептелінетін есеп беріктікке болса, онда тек қана жақын үлкен мөлшерге дейін ықшамдалынады. ), қаттылығын (HRC) есептеу арқылы және де конструкциялық, технологиялық жағдайын есепке алу негізінде белгіленеді. Мұнда мөлшердің есептеу мәні жақын жатқан тұтас үлкен мағынаға немесе кіші мағынаға дейін, ал егер есептелінетін есеп беріктікке болса, онда тек қана жақын үлкен мөлшерге дейін ықшамдалынады.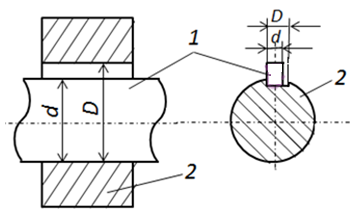 1 – сурет. Білік және тесік мысалы Шын мөлшер (  , ,  ) деп бөлшекті жеткілікті қателікті өлшеу құралымен өлшеу арқылы анықталған мөлшерді айтады. Шын мөлшер және оның шектеулі ( ) деп бөлшекті жеткілікті қателікті өлшеу құралымен өлшеу арқылы анықталған мөлшерді айтады. Шын мөлшер және оның шектеулі ( , , ) мөлшерлері болады (1.2). ) мөлшерлері болады (1.2).Шекті мөлшерлер деп ортасында шын бөлшек мөлшері жататын екі жеткілікті шекті мөлшерлерді айтады. Олардың үлкенін, ең үлкен шекті ( ,  ) мөлшер, ал кішісін ең кіші шекті ( , ) мөлшер, ал кішісін ең кіші шекті ( ,  ) мөлшер дейді. ) мөлшер дейді.
Мөлшердің дәлдік шегі (TD, Td) деп ең үлкен және ең кіші шекті мөлшерлер айырмасын айтады (1.3 теңдеу):
Дәлдік шегі мөлшері, дәлдіктің өлшем қызметін атқарады. Дәлдік шегінің мәні таңбасыз болады (1.2–сурет). 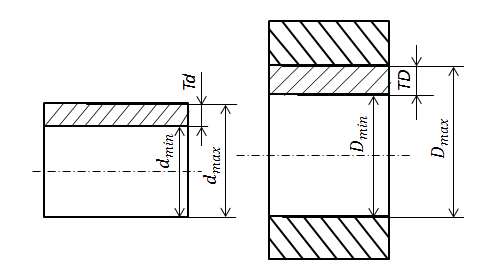 1.2 – сурет. Шекті мөлшерлер мен дәлдік шектер Шекті ауытқулар деп шекті мөлшерлер мен нақты мөлшерлердің алгебралық айырмасын айтады. Оларды жоғарғы және төменгі деп екіге бөледі. Жоғарғы ауытқу (ES, es) деп жоғарғы шекті мөлшерлер мен нақты мөлшерлердың алгебралық айырмасын айтады:
Төменгі ауытқу (EI, ei) деп төменгі шекті мөлшерлер мен нақты мөлшерлердың алгебралық айырмасын айтады.
Мөлшердің дәлдік шегі (TD, Td) жоғарғы және төменгі шекті ауытқулардың алгебралық айырмасыныңның абсолютті мәніне тең болады:
Дәлдік шегі өрісі (1.3, 1.3а. сурет) деп жоғарғы және төменгі шекті ауытқулар арасындағы биіктігі дәлдік шек мәніне тең аралықты айтады. 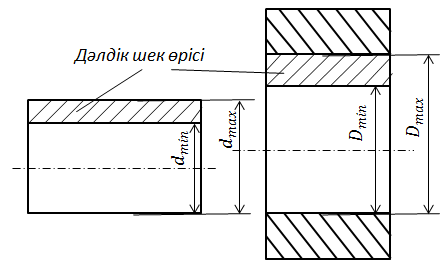 1.3 – сурет. Дәлдік шек өрісі 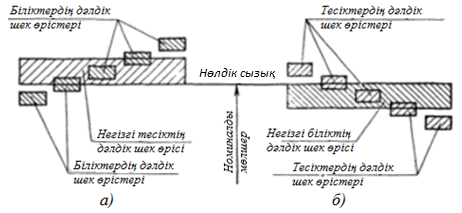 1.3а – сурет. Қосылыс бөлшектерінің дәлдік шегі өрістерінің орналасу сұлбасы: а – тесік жүйесінде; б – жүйесінде Қондыру деп бөлшектер қосылысы сипаттамасын айтады. Саңылау деп тесік мөлшері мен білік мөлшерінің оң айырмасын S = D – d айтамыз. Егер D>d шарты орындалса, онда екі бөлшек бір–біріне қарағанда кедергісіз қозғалады. Екі шекті саңылау болады (  , ,  ), олар келесі теңдеулермен анықталады: ), олар келесі теңдеулермен анықталады:
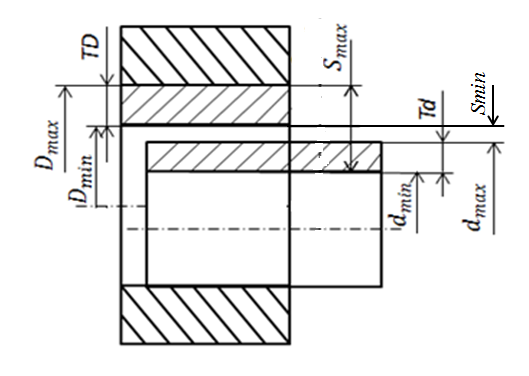 1.4 – сурет. Саңылаулар Саңылаулы қондыру дәлдік шегі (T, S) келесі формуламен табылады
Керіліс – білік және тесік мөлшерлері оң айырмасы N = d – D (егер d > D шарты орындалса). Екі шекті керіліс болады (Nmax, Nmin), олар келесі теңдеулермен анықталады:
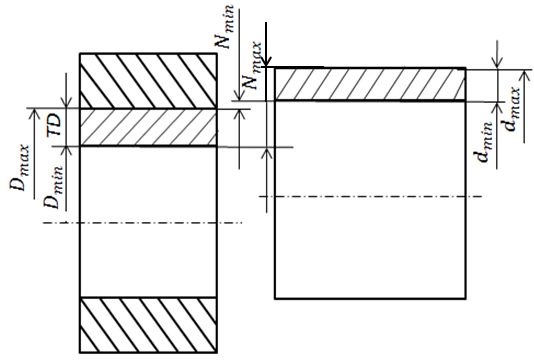 1.4а – сурет . Керілістер Керілісті қондырудың дәлдік шегі (TN) келесі формуламен табылады:
Өңдеу– дәлдік шегі мен қондыру дәлдік шегі арасындағы байланыс. Егер:
оған ұқсас: TN =  – –  = ( – = ( –  ) – ( – ) = = ( – +( – ) – ( – ) = = ( – +( –  ) = TD + Td ) = TD + TdОнда қондырудың дәлдік шегі тесік пен білік дәлдік шектерінің қосындысына тең болады.
|

 –
–  ,
,