Дәрісдер Өзара алмастырушылық негіздері (1). Дріс 1 зара ауыстырымдылы мні мен трлері
 Скачать 3.75 Mb. Скачать 3.75 Mb.
|

|
ІІІ принцип. Дәлдік шек бірлігі (25346–89 МемСТ) Дәлдік шек мөлшерін стандартты белгілеу үшін дәлдік шек бірлігі қолданылады. (ί). Дәлдік шек бірлігі метрологиялық, технологиялық, конструкторлық факторлардың әсерін көрсетеді, дәлдік шегінің нақты мөлшеріне тәуелділігін білдіреді (3.2–сурет), дәлдік шегімен шектелінеді және дәлдік өлшемі болады. Өндірісте, әртүрлі жағдайда тесік диаметрі артқан сайын керекті дәлдікті алу қиындайтыны белгілі, б.а. диаметр артқан сайын өңдеу қателігі артады. Оны дәлелдеу үшін бірқатар бірдей жағдайда дұрыс жұмыс істейтін станоктарда бір мөлшерге үлкен партиялы тетіктерді өңдедік. Сосын ол тетіктерді өлшем, орташа квадратты ауытқуларын анықтадық және мөлшерлер жайғасу өрісін таптық. 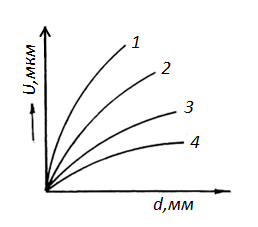 3.2 – сурет. Бөлініп таралу өрісінің өнделетін диаметріне байланысы Осылай алынған нәтиже бойынша қисықтарын салдық (3.2–сурет). Сонда қолданған жабдықтарда қателігі диаметрге байланыстылығын анықтадық (3.2–сурет). Бірақ та барлық өңдеу тәсілдерінің қисық сызықтық сипаттамасы бойынша қателіктің диаметріне байланысты жайғасуы бір белгілі заңға бағынышты болады, ол былайша жазылуға тиіс:
Мұндағы: өңдеу тәсіліне байланысты еселегіш білікті ажарлауда С = 0,005, ал тесікті ажарлауда С = 0,008; x = 2,5...3,5;  – нақты диаметр (өңделетін бөлшек). – нақты диаметр (өңделетін бөлшек).ҚДБЖ жүйесінің дәлдік шек бірлігі (ҚДБЖ) металдан жасалған мөлшері 1...500мм дейін цилиндрлі тетікті өңдеу тәжірибесін жүйелеу мен зерттеу негізінде алынады. Мұнда бірдей технологиялық жағдайда жасағанда қателік тетік диаметріне байланысты екені дәлелденген. ИСО және ҚДБЖ жүйесінде дәлдік шек бірлігі 1...500мм мөлшерлерге келесі формуламен анықталады:
Мұндағы:  – шекті мөлшерлердің аралық орташа геометриялық мәні – шекті мөлшерлердің аралық орташа геометриялық мәніШекті мөлшерлердің орташа геометриялық мәні келесі формуламен анықталады:
Мұндағы:  – аралық шекті мөлшерлері, – аралық шекті мөлшерлері,0,001 – өлшеу қателігін есепке алатын мән.Мөлшерлер 500...3150...10000мм–ге тең болса, онда ол келесі формуламен анықталады:
Дәлдік шек бірлігі диаметріне байланысты тетікті жасау күрделілігін сипаттайтын, салыстырмалы масштаб ретінде қолданылуы мүмкін, дәлдік шек бірлік (i) мәнін арнаулы кестеден диаметріне байланысты табуға болады. IV принцип. Квалитеттер (дәлдік шектер қатары) мен негізгі ауытқулар қатары 25347–89 МемСТ (қондырулар). ҚДБЖ жүйесінде дәлдік шектер стандарт бойынша квалитет деп аталынатын 20 қатар түрінде берілген. Квалитеттер (дәлдік шектер қатары) Дәлдік квалитеті деп берілген аралықтағы (1...500 мм) барлық нақты ( ) мөлшерлердің тұрақты салыстырмалы дәлдігімен (к – белгілі еселегіш) сипатталатын дәлдік шектер жинағын айтады. ҚДБЖ жүйесінде дәлдік шектер 20 квалитеттер түрінде стандарттанған, олар келесі нөмірлермен белгіленген: IT01, IT0, IT1, IT2, IT3…IT18. IT01, IT0 нөмірлері өте дәл квалитеттерге сәйкес болады да, ал IT18 дәлдігі төмен квалитетке сәйкес болады (мұндағы IT3 дегеніміз бірінші квалитеттегі дәлдік шегінің латын алфавитімен қысқаша жазылуы, ал оның қасындағы саны 3 квалитет нөмірі). Квалитеттің дәлдік шек мәні тұрақты дәлдік шек бірлік саны «к» – мен сипатталады, ол сан дәлдік шек деп аталынады да, келесі формуламен анықталады:
k мен і мәндері 3.1– кестеде берілген. 3.1 Кесте
Берілген квалитетке және нақты мөлшерлер аралықтарында, кез келген мөлшерлеріне дәлдік шек мәні тұрақты болады, бесінші квалитеттен бастап, дәлдік шек бір квалитеттен келесі дәлдігі төмен квалитетке ауысқанда, 60%–ға артады. Дәлдік шек әрбір бес квалитеттен кейін IT6 квалитеттен бастап шамамен 10 есе артады. Квалитеттерде өзіне қосылатын және қосылмайтын мөлшерлерге белгіленетін дәлдік шектер және калибрлер дәлдік шектері кіреді. Әрбір квалитеттің қолдану саласына ешқандай шек қойылмаған, бірақ та көбінесе квалитеттердің қолдануы былайша болады: 3.2 Кесте
ІТ01...ІТ1 – ұзындықтың түпкілікті мөлшерлерінің өлшемдерін жасауға арналған; ІТ2...ІТ4 – калибрлермен өте дәл бұйымдарды жасауға арналған; ІТ5...ІТ12 – қосылыс құрайтын, дәлдік шегі белгіленген тетіктерді жасауға арналған; ІТ13...ІТ18 – қосылыс құрамайтын дәлдік шексіз тетіктер жасауға арналған. Әр квалитетті әртүрлі өңдеу тәсілдерімен шешуге болады, бірақ та олардың ішінен үнемді технологиялық процестерінің белгіленуі ең төмен болуы қажет. Машина жасауда бұйымды ақырғы өңдеуде көбірек қолданылатын квалитеттерге ІТ6 және ІТ7 жатады. Негізгі ауытқулар қатары (қондырулар) ИСО және қондырулармен дәлдік шектер бірыңғай жүйесінде (ҚДБЖ) 500 мм – ге дейінгі мөлшерлерге әртүрлі саңылаулы және керілісті қондыруларды алуға арналған тесіктер мен біліктердің 28 негізгі ауытқулар қатарының варианттары қарастырылған: А; В; С;СD; D; Е; ЕF; F; G; FG; H; JS; J; K; M; N;P; R; S; T; U; V; X; Y; Z; ZA; ZB; ZC. 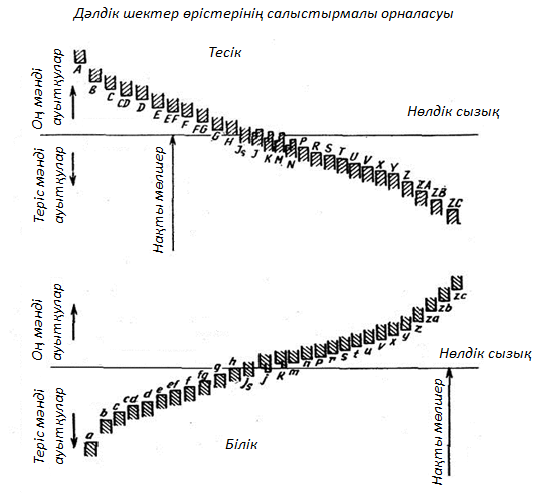 3.3 сурет – ИСО және ҚДБЖ жүйесінде қабылданған тесік пен білік негізгі ауытқулары Негізгі ауытқу деп нөлдік сызығына қарағанда дәлдік шек өрісінің орналасуын анықтауға қолданылатын екі ауытқудың (жоғарғы немесе төменгі) біреуін айтады. Мұндай ауытқу ретінде нөлдік сызығына жақын жатқан негізгі емес тетіктің ауытқуын (3.3–сурет) жатқызады (тесік жүйесінде біліктің ауытқуы немесе білік жүйесінде тесіктің ауытқуы). Негізгі ауытқулар стандарт ретінде бекітіледі және латын әріптерімен: біліктің негізгі ауытқулары кіші әріптермен, ал тесіктің негізгі ауытқуы үлкен әріптермен белгіленеді. Негізгі тесік Н әрпімен белгіленеді де, ал негізгі білік h. А – Н (а – h) ауытқулары саңылаулы қондырулардың дәлдік шек өрістерін құрастыруға,  – N ( – N ( – n) – өткінші қон– дыруларға, P – ZC (p – zc) – керілісті қондыруларға арналған негізгі ауытқудың қосымша белгілеулері болады. – n) – өткінші қон– дыруларға, P – ZC (p – zc) – керілісті қондыруларға арналған негізгі ауытқудың қосымша белгілеулері болады.Кейбір кезде екі жақын жатқан ауытқулардың арасы– нда қосымша негізгі ауытқулары IT6 болады, олар көрші жатқан қос әріптермен белгіленеді, мысалға CD (cd) ауыт – қуы C және D ауытқулары арасында болады. Кейбір кезде ауытқулар Z (z) ауытқуынан басқа жақта жатады, оларды алфавиттің алғашқы әріптерімен белгі– лейді (а, в, с және т.б.), мысалға ZA (za), ZB (zb), ZC (zc) және т.б. Әрбір бөлек әріппен негізгі ауытқулардың қата– рын белгілеу де, оның нақты мәндерінің мөлшеріне байланысты болады. Әрбір негізгі ауытқудың абсолюттік мәні мен белгісі эмпирикалық формуламен анықталынады. (3.3– Кесте). j және әріптерімен белгіленетін тесіктің және біліктің дәлдік шек өрістері нөльдік сызығынан сим– метриялы орналасады және олардың шекті ауытқуларының мәні бойынша бір–біріне тең болады да, ал таңбасы қарама–қарсы болады.
ҚДБЖ жүйесінде 01...10 квалитеттерінің дәлдік шек мән– дері, Мягковтың «Допуски посадки» анықтамасының бірінші бөлігінің 1.27...1.34 және 1.35...1.42 – кестесінде берілген. 1.27...1.35 – тесік жүйесінде 1.35...1.42 – білік жүйе– сінде. ҚДБЖ жүйесінде 11...18 квалитеттердің дәлдік шек мәнін анықтау келесі формулалармен анықталады: IT (N+5)=10·ITN–11…15 дейінгі квалитеттерге, IT (N+10)=100·ITN – 16, 17, 18 квалитеттеріне, мысалға нақты мөлшері 20мм біліктің ІТ12 дәлдік шек мәнін табу қажет болса, ол үшін IТ12 – ін былайша жазамыз ІТ(N+5)=10·ITN; ІТ(7+5)=10·ІТ7; ІТ12=1021=210мкм, келесі 18 квалитеттен ІТ18=100(N+10); ІТ18=100ІТ8=10033=3300мкм. ҚДБЖ жүйесіндегі қондырулар Қондырулар тесік дәлдік шек өрісі мен білік дәлдік шек өрісі екеуімен құрастырылады. Оларды шартты түрде бөлшек ретінде белгілейді де, оның алымында – тесіктің дәлдік шек өрісі, ал бөлімінде – біліктің шек өрісі, мысалға: Барлық негізгі ауытқулармен квалитеттерді қолдану біліктерге 490 дәлдік шектер өрістерін, ал тесіктерге 489 дәлдік шектер өрістерін алуға болады. Бірақ та оларды өмірде қолдану пайдалы емес, өйткені қондырулардың саны өте көп болады. ҚДБЖ жүйесінде барлық мөлшерлер аралықтарында келесі қондырулар ұсынылады: 1...500 мм мөлшерлеріне жалпы қондыруға тесік жүйесіне 69 қондыру және білік жүйесіне 61 қондыру ұсынылған, осы жалпы қолдану қондыруларының ішінен алдымен қолданылатындары бөлініп шығарылған тесік жүйесінде 17 және білік жүйесінде 10. Олар алдымен қолданылады. Барлық қондырулар (25347–89 МемСТ) 28, оның ішінде 11 саңылаулы қондырулар бәр саны (A; a; B; b; C; c; CD; cd; D; d; E; e; EF; ef; F; f; FG; fg; G; g; H; h), 5 өткінші ( ; ; J; j; K; k; M; m; N; n) және 12 керілісті (P; p; R; r; S; s; T; t; U; u; V; v; X; x; Y; y; Z; z; ZA; za; ZB; zb; ZC; zc).V принцип. Мөлшерлер аралықтары (25346–89 МемСТ) ҚДБЖ жүйесінде қолданылатын мөлшерлер 0,1...31500 жеті топқа бөлінеді: 0,1 мм дейін; 0,1...0,3 мм дейін; 0,3...1,0 мм дейін; 1...500 мм дейін; 500...3150 мм дейін; 3150...10000 мм дейін; 10000...31500 мм дейін осы жеті топтың ішінде ауылшаруашылық машина жасауда қолданылатын 1...500 мм тобы. Бұл мөлшерлер он үш негізгі аралыққа: 1...3 мм, 3...6 мм, 6...10 мм, 10...18 мм, 18...30 мм, 30...50 мм, 50...80 мм, 80...120 мм, 120...180 мм, 180...250 мм, 250...315 мм, 315...400 мм, 400...500 мм және қосымша 22 аралыққа 10...14, 14...18, 18...24, 30...40, 40...50, 50...65, 65...80, 80...100, 100...120, 120...140, 140...160, 160...180, 180...200, 200...215, 215...250, 250...280, 280...315. 315...350, 350...400, 400...450, 450...500 мм. VI принцип. Температуралық ережесі 25346–89 МемСТ (қалыпты өлшеу температурасы) ҚДБЖ жүйесінде бақылау тетіктерінің және өлшеу аспаптарының температурасы 20±2С болуы қажет. Бақылау жүргізетін лаборатория температурасын бір қалыпты ұстау қажет (20±2С). Әсіресе температуралық ережені калибрлерді, әмбебап өлшеу аспаптарын аттестаттағанда, үлкен диаметрлі тетіктерді өлшегенде ,тиянақты ұстау қажет. Өлшеу нәтижесі дәл болуы үшін өлшеу түзетуін есептеп шығару қажет, ол келесі формуламен анықталады:
Мұндағы: l – өлшелінетін мөлшер;  – тетік және өлшеу аспабы материалының сызықты ұлғаю еселегіші (коэффициенті); – тетік және өлшеу аспабы материалының сызықты ұлғаю еселегіші (коэффициенті); – қалыпты температура мен тетік температурасының айырымы; – қалыпты температура мен тетік температурасының айырымы; – қалыпты температура мен өлшеу аспабының температурасы айырмы. – қалыпты температура мен өлшеу аспабының температурасы айырмы. Қондыру мен шекті ауытқуларды сызбада белгілеу ҚДБЖ жүйесіндегі сызбада білік жүйесіндегі тесік және тесік жүйесіндегі білік өздеріне сәйкес А, В, С және а, в, с ауытқуларымен белгіледі. Әріптің қасында дәлдік квалитеті саны қойылады. Сызбада шекті ауытқулар үш түрлі белгілеу тәсілімен белгіленеді (3.4 сурет): дәлдік шектер өрістерінің шартты белгілеулерімен (3.4 а,б,в –сурет); шекті ауытқулар санды мәндермен (3.4–а,б,в,г сурет); аралас белгілеулерімен (3.4 г, д – сурет), б.а. дәлдік шектер өрістерінің шартты белгілеулері және жақша ішінде шекті ауытқулардың санды мәндері беріледі. Тетіктердің қондыруы мен мөлшерлер шекті ауыт– қулары құрастыру сызбасында бөлікше түрінде беріледі: (3.4 г, д – сурет) алымында тесіктің шекті ауытқуы әріпімен немесе санды мәнімен беріледі, кейде әріптің оң жағында жақша ішінде санды мәндері беріледі де, ал бөлімінде осыған ұқсас етіп,біліктің дәлдік шек өрісі беріледі. 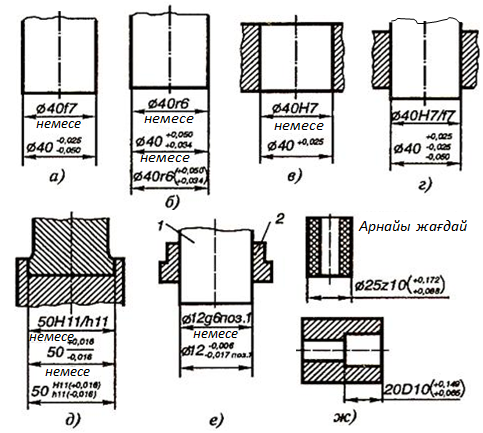 3.4 – сурет. Шекті ауытқулармен қондыруларды сызбада белгілеу мысалдары Дәлдігі 12 квалитеттен дөрекілеу тетіктерге ауытқулары көрсетілмей,жалпы жазулар былайша жазылады: 1. мөлшерлер шекті ауытқулары көрсетілмеген: тесік – Н14, білік – h14, қалғандардарына   2. мөлшерлер шекті ауытқулары көрсетілмеген: Н12, h12 – диаметрлерінен қалғандарына  . .Біріншісінде Н14 ауытқуы барлық ішкі элементтер мөлшерлеріне, ал h14 ауытқуы – барлық сыртқы элементтер мөлшерлеріне, жалпы жазудағы  белгілеу симметриялы ауытқуларға ұсынылады (центр аралықтары, биіктік, тереңдік). белгілеу симметриялы ауытқуларға ұсынылады (центр аралықтары, биіктік, тереңдік). |




 ,
, 
 ,
,