Дәрісдер Өзара алмастырушылық негіздері (1). Дріс 1 зара ауыстырымдылы мні мен трлері
 Скачать 3.75 Mb. Скачать 3.75 Mb.
|

|
Бес жүз миллиметрге дейінгі мөлшерлерге арналған тегіс калибрлер Массалы және ірі сериялы өндірістерде ІТ6–дан ІТ7–ге дейінгі дәлдік шектермен жасалынатын тетіктердің жарамдылығын анықтауда жиірек шекті калибрлері қолданылады. Ондай калибрлермен тегіс цилиндрлі, конусты, бұрандалы және шлицалық тетіктерді, ойыстар мен дөңестер тереңділігімен биіктік жерін, одан басқа беттердің орналасуын және басқа параметрлерді тексеурге қолданылады. Тегіс цилиндрлі тетіктердің мөлшерлерін бақылауға арналған жұмысшы шекті калибрлер кешені, өтетін калибрден Пр. (Онымен тексерілетін объектінің максимум материалына сәйкес шекті мөлшерін тексереді). 3.15 суретте және өтпейтін калибрден НЕ (онымен тексеретін объектінің минимумды материалына сәйкес, шекті мөлшерін тексереді) тұрады. Шекті калибрлер көмегімен тексерілетін параметрлерінің санды мәндері анықталынбайды, тек қана олардың жарамдылығын анықтайды, б.а. бақылайтын параметрдің төменгі немесе жоғарғы шектерден шығатынын немесе екі жеткілікті шекті мөлшер арасында жатқанын анықтайды. Тетік жарамды деп саналады, егер тектіктің бақылайтын бетінен өтетін калибр (калибрдың өтетін жағы) өз салмағы немесе оған шамалас күш әсерінен өтсе, ал өтпейтін калибр (өтпейтін жағы) өтпесе, онда тетік нағыз мөлшерлі, екі берілген шекті мөлшерлер арасында жатады. Пр және НЕ жұмысшы калибрлері жасау процессі кезінде, бұйымды бақылауға арналған. Бұл калибрлерді заудтың жасаушы жұмысшыларымен бақылаушылары қолданады, мұнда онымен қатар кейде бір шама тозған Пр калибрлерін және жаңа НЕ калибрлері қолдалынады. Бақылау калибрлері К–И реттелінбейтін калибр–қапсырманы бақылау және реттелінетін калибр–қапсырманы қоюға арналған және тозған жұмысшы қапсармаларды қолданудан алып тастау қызметін атқарады. ІТ5 және одан да дәлірек жасалынатын біліктер мен тесіктерді бақылауға калибрлердің қолдануы ұсыныл– майды, өйткені олар үлкен өлшеу дәлсіздігін жібереді. Ондай тетіктерді бақылауда әмбебап өлшеу құралдары қолдалынады. Калибрлерге кететін шығынды азайту үшін олардың тозуға бекемділігін арттыру қажет. Қапсырмалар мен тығындарды қатты қорытпамен қаптайды (МеСТ 16775–71) олардың тозуға бекемділігі, бекемді болаттарға қарағанда 50...150 есе жоғары. Біліктерді бақылау үшін көбінесе қапсырмалар қолда– лынады. Ең көп тарағанына бір жақты екі шекті мөлшрім қапсырмалар жатады.(3.16 сурет). 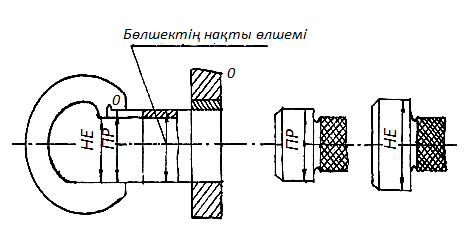 3.15 сурет – Тегіс шекті калибрлер нақты мөлшерлерін таңдауға арналған сұлба Онымен қатар реттелінетін қапсармалар қолда– лынады, оларды әртүрлі мөлшерге реттеуге болады. 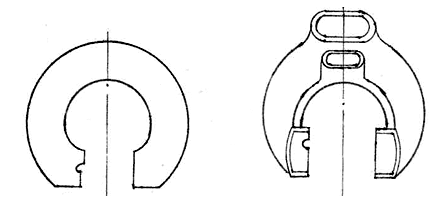 3.16 – сурет. Біліктерді бақылауға арналған екі шекті мөлшерлі бір жақты қапсырмалар Реттелетін қапсырмалар мәні жәй қапсырмаларға қарағанда сенімділігі мен дәлдігі аздау, сондықтан оларды 8 квалитетті және одан да дөрекі бұйымдарды бақылауға жиі қолданады. Тесіктерді бақылауға арналған калибр–тығындардың негізгі конструкциялары (МемСТ 14807–89, МемСТ 14827–89) 3.17–суретте көрсетілген. 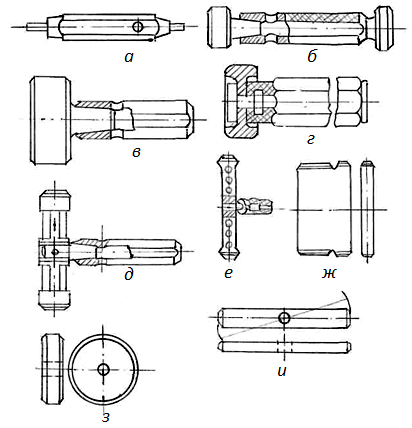 3.17 – сурет. Тесіктерді бақылауға арналған калибр–тығындардың негізгі типтері және қапсармаларға арналған бақылау калибрлері а – қосымшалы екі жақты тығындар (  = 1 ...6 мм); б – қосымшалы екі жақты тығын ( = 5...50 мм); в – қосымшалы өтетін (өтпейтін) тығын. = 52...75 мм; г – қосымшалы штамталған өтетін (өтпейтін) тығын ( = 52...100 мм); д – жартылай штамталған өтетін (өтпейтін) тығын ( = 102 (75...160 мм); е – жартылай өтетін (өтпейтін) тығын (Dнақ = 102 (75...300 мм); ж – табақты бір жақты тығын ( = 52.. .250 мм); з – толық шайба ( = 18...100 мм); и – жартылай шайба ( = 10...325 мм). = 1 ...6 мм); б – қосымшалы екі жақты тығын ( = 5...50 мм); в – қосымшалы өтетін (өтпейтін) тығын. = 52...75 мм; г – қосымшалы штамталған өтетін (өтпейтін) тығын ( = 52...100 мм); д – жартылай штамталған өтетін (өтпейтін) тығын ( = 102 (75...160 мм); е – жартылай өтетін (өтпейтін) тығын (Dнақ = 102 (75...300 мм); ж – табақты бір жақты тығын ( = 52.. .250 мм); з – толық шайба ( = 18...100 мм); и – жартылай шайба ( = 10...325 мм).Калибрлер дәлдік шегі. МемСТ 24853–81 бойынша тегіс калибрлерді жасауға келесі дәлдік шектер қойылған: Н – тесікке арналған, жұмысшы тығын калибрге;  – біліктерге арналған, қапсырма–калибрге; – біліктерге арналған, қапсырма–калибрге;  – қапсырмаға арналған бақылау калибрлерге (3.19 сурет) 6,8,9,10 квалитеттердегі қапсырмаға арналған. дәлдік шектері тығындарға арналған Н дәлдік шектерінен шамамен 50% көп, ол қапсырмалардың жасалу қиындылығымен түсіндіріледі. – қапсырмаға арналған бақылау калибрлерге (3.19 сурет) 6,8,9,10 квалитеттердегі қапсырмаға арналған. дәлдік шектері тығындарға арналған Н дәлдік шектерінен шамамен 50% көп, ол қапсырмалардың жасалу қиындылығымен түсіндіріледі. 7 – 11 квалеттеріде және одан дөрекілеулерде Н дәлдік шегі шегімен тең. дәлдік шегі барлық бақылау калибрлеріне бірдей. Өтетін калиберлерге жасалу дәлдік шегінен басқа, тозу дәлдік шектері қарастырылған, өйткені олар жұмыс процесінде тозады. Y – тығындар тозу дәлдік шегі, ал  – қапсырмалар тозу дәлдік шегі. Барлық өтетін калибрлердің дәлдік шек өрістері Н және дене ішіне қарай кіреді, калибр тығын денеден шығу дәлдік шегі Z мөлшеріне, ал калибр қапсырманікі – қапсырмалар тозу дәлдік шегі. Барлық өтетін калибрлердің дәлдік шек өрістері Н және дене ішіне қарай кіреді, калибр тығын денеден шығу дәлдік шегі Z мөлшеріне, ал калибр қапсырманікі  – мөлшеріне жылжытылады. Егер нақты мөлшер шамасы 180 мм асқан жағдайда өтпейтін калибр дәлдік шек өрісі, онда дене ішіне қарай жылжытылады. Тығын α мөлшеріне ал қапсырма – мөлшеріне жылжытылады. Егер нақты мөлшер шамасы 180 мм асқан жағдайда өтпейтін калибр дәлдік шек өрісі, онда дене ішіне қарай жылжытылады. Тығын α мөлшеріне ал қапсырма  мөлшеріне. мөлшеріне.180 мм дейінгі нақты мөлшерлерде α = 0 және = 0 тең болады.Калибрлер жасалу мөлшерлерін есептеу Жасалу мөлшерлері деп жаңа калибр жасалынатын калибрдің шекті мөлшерін айтады. Бұл мөлшерлерді анықтау үшін қапсырма сызбасында, оң таңбалы ауытқулы ең аз шекті мөлшерді жазады; тығын мен бақылау калибрінде – олардың теріс таңбалы ауытқулы ең үлкен шекті мөлшерлерін, қорыта айтқанда сызбасында ауытқулар калибрдің «денесіне» қарай салынады, ол жасалуда максимум металмен қамтамасыз етеді және жарамды калибрлер алу ықтималдығын арттырады. Калибрлер жасалу формулаларды МемСТ 24853–89 кестелерінде беріледі. Калибрлер жасалу мөлшерлерін есептеу мысалын қарастырайық. 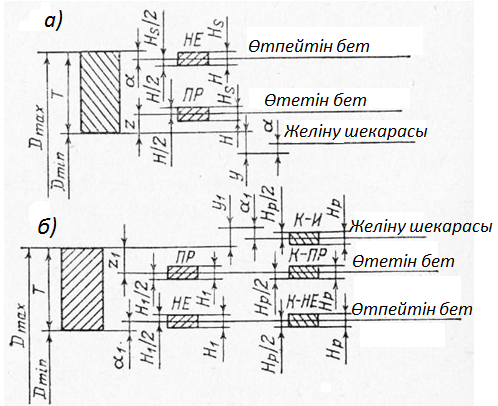 3.18 – сурет. Калибрлердің дәлдік шек өрістерінің сұлбасы: а – тесікке арналған, б – білікке арналған (жақшада калибр түрлерінің нөмірлері көрсетілген) Мысалы: 1 Дәлдік шек өрісі Н7 диаметрлі D=60мм тесікке арналған калибр тығын мөлшерін анықтау керек. МемСТ 25347–89 бойынша бұйымның шекті ауыт– қуларын табамыз: +30мкм; 0. Тесіктің ең үлкен және ең кіші шекті мөлшерлері:  =60,03мм; =60,03мм;  =60,00мм. =60,00мм.МемСТ 24853–81 бойынша № 2 кестеде 7 квалитетке және 50...80мм мөлшерлер аралығынан калибр мөлшерлерін есептеуге арналған берілгендерді анықтаймыз, мкм: Н=5; Z=4; Y=3. Дәлдік шек өрістерінің сұлбасы 3.18., 3.19.–суреттерінде көрсетілген. 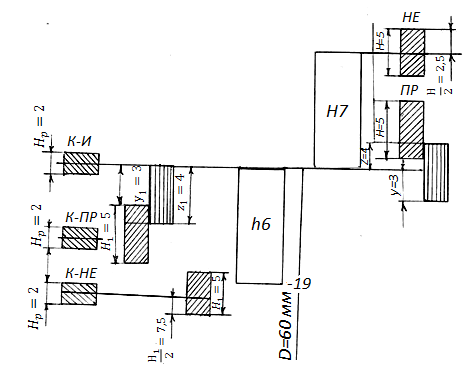 3.19 – cурет. 60Н7/h6 қосылыс тетіктерінің бақылауға арналған калибрлердің дәлдік шек өрістерінің орналасу сұлбасы 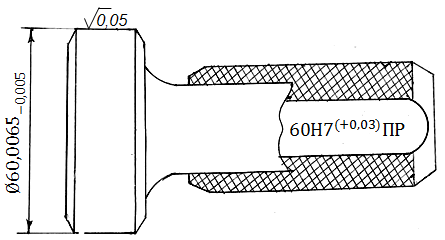 3.20 – cурет. Өтпейтін тегіс калибр–тығын Жаңа калибр тығынының өтетін жағын ең үлкен мөлшері  = + Z + = + Z +  = 60,00 + 0,004 + = 60,00 + 0,004 +  , = 60,0065мм. , = 60,0065мм.Пр калибрінің сызбасында қойылған мөлшері, 60,0065–0,005мм (3.20. сурет) Жасалу мөлшерлері: ең үлкен 60,0065мм, ең кішісі 60,0015мм. Тозған өтетін калибр тығынының ең үлкен мөлшері:  = – И = 6000 – 3003 = 59,997мм. Егер калибр көрсетілген мөлшерде болса, онда оны пайдаланудан алынып тасталуы керек. = – И = 6000 – 3003 = 59,997мм. Егер калибр көрсетілген мөлшерде болса, онда оны пайдаланудан алынып тасталуы керек. Жаңа өтетін калибр тығын ең үлкен мөлшері  = +H/2=60,03+0,005/2=60,0325мм = +H/2=60,03+0,005/2=60,0325ммСызбасында қойылатын НЕ өтпейтін калибрінің мөлшері:  мм ммЖасалу мөлшерлері: ең үлкен 60,0325мм; ең кішісі 60,0275мм 2 Дәлдік шек өрісі h6, d=60мм білікке арналған калибр қапсырманың мөлшерін анықтау керек. МеСТ 25347 – 89 бойынша шекті ауытқуларын анықтаймыз: 0; –19 мкм. Білік шекті мөлшерлері:  = 60,00м; = 60,00м; = 89,981мм. = 89,981мм. МемСТ 24853–81 бойынша №2 кестесінде калибр мөлшерлерін есептеу берілгендерін анықтаймыз, мкм: = 5; = 4; = 3; = 2. Дәлдік шектер өрістер сұлбасы 3.19–суретте. Жаңа өтетін калибр – қапсырма ең кіші мөлшері  = – – /2 = 60,000 – 0,004 –0,005/2 = = 59,9935мм. Сызбасында қойылатын калибр мөлшері, = – – /2 = 60,000 – 0,004 –0,005/2 = = 59,9935мм. Сызбасында қойылатын калибр мөлшері,  мм. Жасалу мөлшері: ең кішісі 59,9935мм, ең үлкені 59,9985мм. Өтетін тозған калибр – қапсырма ең үлкен мөлшері = + = 60,00+0,003 = 60,003мм. Өтпейтін калибр – қапсырма ең кіші мөлшері (жасау) мм. Жасалу мөлшері: ең кішісі 59,9935мм, ең үлкені 59,9985мм. Өтетін тозған калибр – қапсырма ең үлкен мөлшері = + = 60,00+0,003 = 60,003мм. Өтпейтін калибр – қапсырма ең кіші мөлшері (жасау)  = + /2=59,981–0,005/2 =59,9785мм. = + /2=59,981–0,005/2 =59,9785мм. Сызбасында қойылатын НЕ калибр мөлшері  мм. Жасалу мөлшерлері: ең кішісі 59,9785мм, ең үлкен 59,9835мм. мм. Жасалу мөлшерлері: ең кішісі 59,9785мм, ең үлкен 59,9835мм. Бақылау калибрлер мөлшерлері: К– = – + /2=60,00–0,004+0,002/2=59,997мм. Сызбасында қойылған К–Пр калибр мөлшері  . .К– = + /2=60,00+0,002/2=59,982мм.Сызбасында қойылған К–НЕ калибр мөлшері;  К–  = + + /2=59,981+0,003+0,002/2=60,004мм = + + /2=59,981+0,003+0,002/2=60,004ммСызбасында қойылған, К–И калибр мөлшері,  . . Жаңа калибрлер мөлшерлерін және олардың шекті ауытқуларын қосымша есептеусіз белгілеу үшін, МемСТ 210401–75 стандарты зерттеліп дайындалған, оның ішінде калибрді жасау мөлшерлері кестеде берілген. Калибрлерді белгілеу. Белгілеуде калибр бетіне осы калибр қолдалынатын тетік нақты мөлшері, бұйым дәлдік шек өрісінің белгілеу әрібі, бұйымның шекті ауытқулары милиметрде беріледі, (жұмысшы калибрлерде), калибр типі (мысалға: ПР, НЕ, К–И) және калибр жасау зауытының тауар белгісі. (3.20 сурет) Тереңдік пен дөңестерді бақылауға арналған шекті калибрлер конструктивті түрі, өзінше әртүрлі сырт пішінді сатылы табақшалар. Оның өтетін жағын Б әрібімен (үлкен) және өтпейтін жағын М әрібімен (кіші) белгілейді. Екі жағына да жасалу дәлдік шегінен басқа тозу дәлдік шегін белгілейді. Көрсетілген калибрлер дәлдік шектері ІТ11 және одан да дөрекі 1 – ден 500 мм дейінгі мөлшерлерді бақылауға қолданылады. Дәріс №10 Өлшемді талдау. Негізгі терминдер, белгілер және анықтамалар Өлшемді тізбектерді құрастыру тәртібі. Есептеу әдістері өлшемдік тізбектер. Мөлшер тізбегін есептеу Машиналар, механизмдер және бөлшектердің өстері мен беттерінің орналасуы көбінесе көп санды қосылыс мөлшерлеріне байланысты болады. Бұл мөлшерлердің дәлдік шегін анықтау күрделі, сондықтан бұл есепті шығару мөлшер талдауын қолдану арқылы іске асырылады. 1 Мөлшер тізбегінің сұрыпталынуы. Негізгі терминдер мен анықтамалар. Мөлшер талдауы, мөлшер тізбектерін есептеу мен құрастыруға негізделген және МеСТ 16319–80 «Мөлшер тізбектері. Негізгі жағдайлар. Терминдер, белгілеулер және анықтамалар» және МеСТ 16320–80 «Мөлшер тізбектері. Жазықты тізбектерді есептеу» мөлшерленген (нормаланған). Мөлшер тізбегі деп – механизмдер мен машиналар және тетіктердің осьтері мен беттерінің өзара орналасуын анықтайтын, қойылған мәселені шешуге тікелей қатынасы бар, шектелген контур түзейтін өлшемдер жинағын айтамыз. Звено деп – мөлшер тізбегін құрайтын мөлшерлерді айтамыз. Тұйықтаушы звено деп тетіктерді жасау мен жинауда ең ақырында анықталынатын мөлшерді айтамыз, ал қалған звеноларды құраушы дейді, б.а. мөлшер тізбегі бір тұйықтаушы және құраушы звенолардан тұрады. Мөлшер тізбегіне кіретін звеноларды латын альфавитінің кез–келген бір әрібімен белгілейді (А,В,С......). 1–суретте мөлшерлері мөлшер тізбегін құрайтын редуктор түйіні көрсетілген, ол тетіктердің өстері мен беттерінің өзара орналасуын анықтайды 2 суретте сатылы білік сызбасы көрсетілген, оның мөлшерлері де мөлшер тізбегін құрайды, ол бір тетіктегі осьтері мен беттерінің өзара жайғаса орналасуын анықайды. Қойылған мақсатқа байланысты мөлшер тізбегі конструк–орлық, технологиялық және өлшеулік болуы мүмкін. Констуркторлық мөлшер тізбегі мысалы ретінде редуктор мөлшер тізбегін алуға болады. Редуктор мөлшер тізбегіндегі тұйықтаушы звено ретінде  мөлшері алынады, ол мөлшері алынады, ол  , ,  , ,  , ,  мөлшерлі барлық тетіктерді жасап және жинағаннан кейін анықталынады. Технологиялық мөлшер тізбегінің мысалы ретінде сатылы білік (5.2 сурет) мөлшер тізбегін аламыз. мөлшерлі барлық тетіктерді жасап және жинағаннан кейін анықталынады. Технологиялық мөлшер тізбегінің мысалы ретінде сатылы білік (5.2 сурет) мөлшер тізбегін аламыз.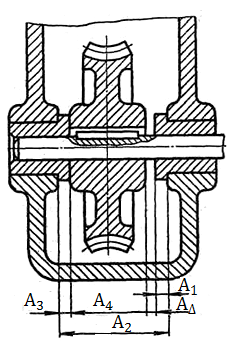 5.1 сурет – Құрастырма мөлшер тізбегі 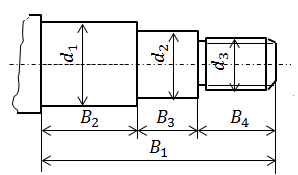 5.2 – сурет. Тетіктік мөлшер тізбегі Сатылы білік мөлшер тізбегіндегі звенолардың қайсысы тұйықтаушы буын болатындығын, оны жасау технологиясына байланысты болады. Егер білік әуелі  ұзындықта ұзындықта  диаметрге өңделсе, сосын ( – диаметрге өңделсе, сосын ( –  ) ұзындықта ) ұзындықта  диаметрге және ең аяғында ( – – диаметрге және ең аяғында ( – –  ) ұзындықта ) ұзындықта  диаметрге, онда ең ақырында диаметрге, онда ең ақырында  мөлшері анықталынады, да ол тұйықтаушы звеноға жатады. Егер өңдеу, көшіруші құрылым көмегімен диаметрден басталса онда тұйықтаушы звено мөлшері болады. мөлшері анықталынады, да ол тұйықтаушы звеноға жатады. Егер өңдеу, көшіруші құрылым көмегімен диаметрден басталса онда тұйықтаушы звено мөлшері болады. Құраушы звенолардың тұйықтаушы звеноға әсері әртүрлі болады. Мысалға мөлшері үлкейгенде және (5.1 сурет) қалған звеноларды өзгеріссіз тұрақты мәнде болғанда тұйықтаушы звено үлкейеді. , немесе звенолардың әрқайсысы үлкейгенде және қалған звенолар мәні тұрақты болғанда тұйықтаушы звено кішірейеді. Егер звенолардың үлкеюі тұйықтаушы звеноларды үлкейтетін болса, онда ондай звеноларды үлкейтуші звенолар дейміз. Ал егер олардың үлкеюі тұйықтаушы звеноны кішірейтетін болса, онда ондайларды кішірейтуші деп атаймыз. Мөлшер тізбектері сызықты деп аталынады, егер звенолары сызықты мөлшерлер болса, бұрышты – звенолары бұрышты мөлшерлер болса. Мөлшер тізбектері жазықты және кеңістікті болуы мүмкін. Жазықты мөлшер тізбектерінде сызықты мөлшерлер бір–біріне бұрышпен бағытталған болуы мүмкін, бірақта олар бір немесе бірнеше параллельді жазықтықта орналасады, ал кеңістікті мөлшер тізбектерінде – мөлшерлер параллельді емес жазықтықтарда. |