Дәрісдер Өзара алмастырушылық негіздері (1). Дріс 1 зара ауыстырымдылы мні мен трлері
 Скачать 3.75 Mb. Скачать 3.75 Mb.
|

|
2 Мөлшер топты өзара ауыстырмалық әдісі. Селективті жинау Топты өзара ауыстырмалықтың мәні, орындалынатын дәлдік шекте салыстырмалы кең технологиялық процесспен тетіктерді жасау, тетіктердің дәлдік шектері аздау тең топтарға бөлу және оларды бір аттас топтары бойынша жинауда жатыр. Ондай жинауды селективті жинау деп атайды. Топты өзара ауыстырымдылық әдісін егер мөлшер тізбек дәлдігі өте жоғары және экономикалы тиымды болмағанда қолданылады. Селективті жинауда ең үлкен саңылаулармен керілістер азаяды, ал ең кішкентайлары артады, берілген қондырудағы бөлу топ саны артқан сайын орташа саңылау немесе керіліс мәніне жақындайды, бұл қосылыстың мәңгі бақилығы мен тұрақтылығын арттырады (5.4 сурет). 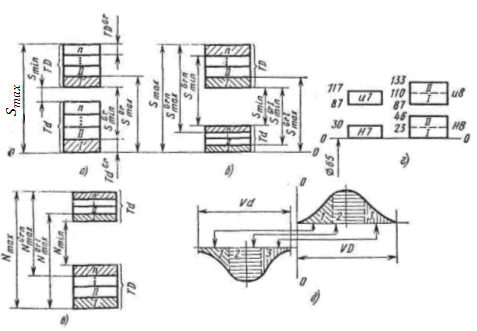 5.4 – сурет. Тетіктерді сұрыптап топқа бөлу сұлбасы: а – TD = Td болғанда; б – TD > Td болғанда; (а мен б саңылаулы қондыру); в – TD > Td болғанда; г – TD = Td болғанда (в мен г керілісті қондыру); д – бөлініп таралу қисығын есепке алумен. Өткінші қондыруларда ең үлкен саңылау мен керілістер бөлу топтар саны артқан сайын, тетіктер дәлдік шектер өрісінің ортасына сәйкес керіліс пен саңылау мәніне жақындап азаяды. Тетіктерді бөлу топ санын «n» белгілеу үшін керекті топтар саңылауы немесе керіліс шекті мәнін білу қажет, оларды қосылыстың ең жоғарғы мәңгі–бақилығын қамтамасыз ету шарты бойынша немесе топты  немесе немесе  дәлдік шек жеткілікті мәнін табады, олар тетіктерді жинау мен сорттау экономикалық дәлдігін және сонымен қатар олардың сырт пішінінде болатын қате жіберушілікті анықтайды. Мұндағы сырт пішін ауытқуы топ дәлдік шегінен артпауы керек, олай болмаса бір тетік, сорттау кезінде оның қай қимасында өлшеу жүргізуіне байланысты әртүрлі топқа кіріп кетуі мүмкін. Бастапқы қондыруда TD=Td болатын жағдайдағы, топ санын «n» анықтауды қарастырамыз. Бұл жағдайда бір топтан екінші топқа ауысқанда топтық саңылауы немесе керіліс өзгеріссіз қалатынымен сипатталынады (5.4 а сурет). Тетіктерді жинауда қозғалысты қосылыстарының мәңгі бақилығын арттыру үшін, ең үлкен жеткілікті саңылау жасау керек, ал керілісті қосылыс жұмыс істегіштігін арттыру үшін – ең үлкен жеткілікті керіліс, топ саны «n» келесі формуламен анықталынады: дәлдік шек жеткілікті мәнін табады, олар тетіктерді жинау мен сорттау экономикалық дәлдігін және сонымен қатар олардың сырт пішінінде болатын қате жіберушілікті анықтайды. Мұндағы сырт пішін ауытқуы топ дәлдік шегінен артпауы керек, олай болмаса бір тетік, сорттау кезінде оның қай қимасында өлшеу жүргізуіне байланысты әртүрлі топқа кіріп кетуі мүмкін. Бастапқы қондыруда TD=Td болатын жағдайдағы, топ санын «n» анықтауды қарастырамыз. Бұл жағдайда бір топтан екінші топқа ауысқанда топтық саңылауы немесе керіліс өзгеріссіз қалатынымен сипатталынады (5.4 а сурет). Тетіктерді жинауда қозғалысты қосылыстарының мәңгі бақилығын арттыру үшін, ең үлкен жеткілікті саңылау жасау керек, ал керілісті қосылыс жұмыс істегіштігін арттыру үшін – ең үлкен жеткілікті керіліс, топ саны «n» келесі формуламен анықталынады: берілгенінде (қозғалысты қондыруға арналған) берілгенінде (қозғалысты қондыруға арналған)
 берілгенде (керілісті қондыруға арналған) берілгенде (керілісті қондыруға арналған)
Берілген топ дәлдік шегінде немесе да  ; ;  ; Егер TD = Td ; Егер TD = Td
Егер ТD>Td болғанда топтық саңылау (немесе керіліс), бір топтан екінші топқа ауысқанда тұрақты болмайды (5.4 б, в, сурет), осыған сәйкес қосылыс бір–тетіктілігі қамтамасыз етілмейді, сондықтан селективті жинау тек қана TD=Td болған жағдайда қолданғаны тиімді. Көп санды топқа бөлуде топтың дәлдік шегі аз санды топ дәлдік шегінен айырмашылығы аз, ал бақылауды ұйымдастыру мен жинау күрделігі біраз артады. Тәжірибеде пошипник өндірісінде  = 4...5, ал домалау денелерін сорттауда n10. = 4...5, ал домалау денелерін сорттауда n10. Селективті жинау тек қана тегіс цилиндрлі сырт пішінді қосылыстарда ғана қолданып қоймай, басқа да күрделі сырт пішінділерде қолданылады (бұрандалы қосылыстарда). Селективті жинау тетіктерді жасау дәлдік шегін азайтпай–ақ жинау дәлдігін n рет арттырады. Селективті жинау кезінде аяқталмаған өндіріс көлемін қысқарту үшін, қосылатын тетіктер шекті мөлшерлерінің бөлініп таралу эмперикалық қисықтарын саламыз. Бөлініп таралу заңы Гаусс заңына сәйкес болса, онда жинайтын тетіктер саны бір аттас топтарында бірдей болады. Оған сәйкес тек қана бір–біріне ұқсас бөлініп таралу қисықтарында тетіктерді бір аттас топтарынан жинау (5.4., д сурет) аяқталмаған өндірістің пайда болуын болдырмайды. 3 Мөлшер талдауын машина жөндеуде қолдану Машина пайдалану кезінде тетіктер мөлшерлі тозу, пластикалық деформация әсерінен өзгереді. Мөлшер тізбегіндегі тұйықтаушы звеноның дәлдігі көп мөлшер– лерге байланысты, ол орналасу өстері мен тетіктер бет– терінің орналасуының біраз өзгеруіне әкеледі де машина жұмыс сапа және экономикалық көрсеткіштерін төмен– детеді. Көп жағдайда мөлшер тізбегінің барлық мөлшер– лерін бастапқы қалпына келтіруге керегі жоқ. Көбінесе тұйықтаушы звеноның дәлдігін қалпына келтіруге таңдалған бір немесе екі звеноны алуға болады. Мысалы: трактор дизелінің цилиндр гильзасы мен иінді біліктің мойындарының дұрыс орналасуын қамтамасыз ету, оның біраз уақыт қалыпты жұмыс істеуін қамтамасыз етеді. Цилиндр гильзасының базалы бетке қарағанда орналасуын анықтайтын мөлшерлері пайдалану кезінде өзгермейді. Сонымен қатар иінде біліктің мойнының базалы бетке қарағандағы анықтайтын мөлшерлері біраз өзгереді. 5.5.–суретте шатун мойнының блоктың базалық бетіне қарағандағы орналасу ортасын анықтайтын мөлшер тізбегі көрсетілген. Тозу арқасында К3 және К5 мөлшерлері өзгереді. Білікті жөндеу мөлшерлерін ажарлау кезінде иінді біліктің бүйір беттері ажарланды, ол мойын ұзындығын бірдей емес қылып ұзартады және К3 мөлшерін өзгертеді.Тұйықтаушы звеноның бастапқы қалпына келтіру іс жүзінде, тек қана бір звеноның мөлшерін өзгертумен – бесінші түпкілікті–подшипниктің тіреу буртының қалыңдығын. 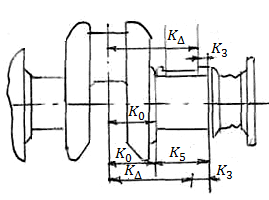 5.5 – сурет. Иінді біліктің өстік бағыттағы жағдайын анықтайтын мөлшер тізбегі Осыған ұқсас нәтижелерді алу басқа мөлшер тізбегін талдауда да алуға болады. Инженер–жөндеуші мақсаты–механизмді мамандандырылған мөлшер талдау негізінде тез және оңай бастапқы қалпына келетін звеноны табуда жатыр оның мөлшерін өзгерту арқылы тұйықтаушы звеноның бастапқы дәлдігіне жету. Дәріс №12 Тегіс конустық қосылыстардың өзара алмастырушылығы Конустық қосылыстардың түрлері. Конус базасының арақашықтығы. Конустық қосылыстың арақашықтығы. МемСТ25307–89 бекітілген және стандарт диаметрі 500мм дейін, конустығы 1:3 мен 1:500 дейінгі тегіс конустарға қолданылады. Конустарға дәлдік шектердің келесі түрлері ұсынылады. Конус диаметрінің дәлдік шегі (7.1 сурет); конус бұрышының дәлдік шегі (AT); конус дәлдік шегі –доңғалақтің дәлдік шегі және түзу сызықтың дәлдік шегі. Конустар дәлдік шектерін нормалаудың екі тәсілі бекітілген I тәсіл – конустың кез келген қимасында конус диаметрінің дәлдік шектер барлық түрлерін бірге нормалау. Бұл жағдайда екі шекті конустармен шектелген аралығында конус дәлдік шегі өрісінде реальды конус бетінің барлық нүктелері болуы керек. II тәсіл –дәлдік шектердің әр түрі бөлек нормаланады:берілген қимадағы конус диаметрі дәлдік шегі АТ, конус шеңберлігінің дәлдік шегі және конусты жасаушының түзу сызықтығы 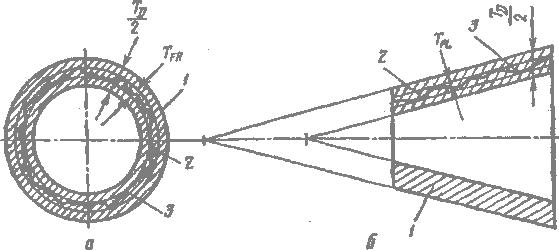 7.1 – сурет. Конустар дәлдік шек өрістерінің орналасуы Бірінші тәсіл қосылатын конустардың базалық жазықтықтар аралықтарына берілген арасы бойынша және бекітілген конструкциялық элементтері бойынша қондыруларда қолдануға болады. Бұл қондырғылардағы саңылау мен керіліс мөлшері қосылған конустар диаметрлерінің шектік ауытқуларына байланысты болады. Конустың бұрышы мен сырт пішін ауытқулар саңыдау мен керілістің бірдей болмауына және онымен бірге жүктеу ұзындығына әсер етеді.Керекті болған жағдайда дәлдік шегіне қарағанда АТ конус бұрыш және конус сырт пішін дәлдік шектерін қосымша ретіне қысқарталы. Екінші тәсіл көбінесе қосылатын конустардың олардың бастапқы жағдайына қарағанда берілген осьтің жылжыту бойынша бекітілген немесе берілген престеу күші бойынша қондыруларда қолданылады. Бұл жағдайда саңылау мен керіліс мөлшерлері жинау жағдайына байланысты анықтайды, ал диаметрлер дәлдік шектері тек қана базалық қашықтыққа әсер етеді.Бұрыш дәлдік шегі мен конус сырт пішіні саңылау немесе керіліс бірдей емес жиілікте және түйісу ұзындығына әсер етеді. Түйіспейтін конустар дәлдік шектерін 2 тәсіл бойынша нормалау ұсынылады. Конустар диаметр дәлдік шектері тегіс цилиндрлі қосылыстардың дәлдік шектеріне сәйкес болады. Таңдалған квалитетте дәлдік шегі табанын конус табанының үлкен нақты диаметр бойынша анықтайды, ал дәлдік шегі конустық берілген қима нақты диаметрі бойынша. Берілген дәлдік шегінде, егер дәлдік шегі толығымен қолданғанға қарағанда, конус бұрышы ауытқуы қысқа шектермен шектелсе және берілген дәлдік шегінде, одан басқа АТ конус бұрыш дәлдік шегін бұрышты немесе сызықта бірліктерінде тағайындау қажет. Түйісетін конустар, бұрыштар шекті ауытқуларының орналасуы бір жақты(±АТ немесе АТ) және симметриялы (±АТ\2) болады, ал түйісетін конустарда тек қана симметриялы. Дәлдік шектер мен қондырулар дәлдік шектері МемСТ 25307-82 өрістерін түйісетін конустардың өзара өрістерін орналасуын бекіту тәсіліне қарай талдайды. Ішкі конустарға – Н4, Н5, Н6, Н7, Н8. Н1 бекітулі қондырулардағы конструкциялық элементтер немесе базалық беттерінің арасындағы берілген беттер арақашықтықтары бойынша келесі дәлдік шектер өрістері қабылданады: Сыртқы конустарға – d,e, f, g, h, k, m, n, p, r, s, t, u, x, z. Бір квалитеттегі конустардың ішкі және сыртқы конустар диаметрі дәлдік шектерін қондырылғыларда біріктіріледі, және тек қана ерекше жағдайларда ішкі конус диаметріне квалитетіне дәлдігін төмендеу алады. Берілген өсті жылжымалы түйісетін конустарда қондырғыларда келесі формуламен анықтайды.         Берілген өсті жылжымалы түйісетін конустар қондыруларда алғашқы жағдайдан немесе берілген престеу күші бойынша 8 және 12 квалитеттерге келесі дәлдік шектер өрістерін қабылдайды: Ішкі конустарға – Н,  , N. , N.Cыртқы конустарға – h, j, k. Ішкі конустарға көбінесе Н дәлдік шегі қабылданады. Бұрыштар мен конустарды бақылау құралдары мен әдістері Арнаулы бұрыш өлшемдері приборларды тексеру мен реттеуге арналған, бұрышты шаблондрмен бұрыштарды дәл өлшеуге арналған. Бұрыш өлшемдері үшбұрышты формасы 10нан 790 дейінгі бір жұмысты бұрышты немесе төртбұрышты формасы 800тан 1000 (7.2 а, б, сурет) дейінгі жұмысты бұрыштары бар болады. 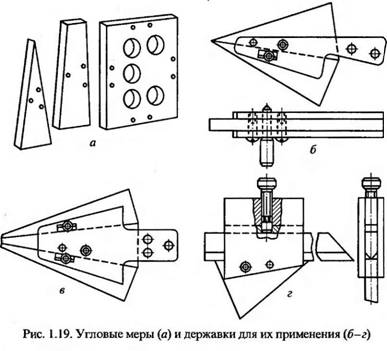 7.2 сурет. – Бұрышты плиткалар (а) және оларды қолдануға арналған ұстағыштар (б–г) Плиткадан 100тан 3600қа дейінгі бұрыштарға блок құрастырылуы мүмкін. Блоктағы плиткалар өзара бір–бірімен бір нақты немесе екі жақты ұстағыштар және сыналар көмегімен бекітеді, олар плитка және ұстағыш тесіктеріне қояды(7.2 в, сурет) Бұрыштарды плиткалар мен саңылаулыққа тексеріледі. Үлкен саңылауықтар шуппен өлшенеді. Өндірісте әртүрлі мөлшерлі төрт дәлдік класты (0,1,2 және 3) бес типін шығарады. Бұрыштамалар 450 , 600 , 900 және 1200 бұрыштарды белгілеумен тексеруге арналады. Ең көп тараған бұрыштамаға 900 жатады. Бұрыштама дәлдік класы қателік мәнін сипаттайды (7.3 сурет). Бұрыштама табанына қосылған перпендикулярдан бұрыштама табанының ұзындығының шетінің ауытқуы. 0–ді кластағы бұрыштамалар лекалдарды жасауға қолданылады. 1– кластағылар ерекше дәлдік жұмыстарға. 2–кластағылар жай жұмыстарға, 3–кластағылар монтаждау жумыстарына. Бұрыштарды белгілеу мен бақылауда көбңнесе бөлшек пен бұрыштамалар плитаға қойылады, кейде бұрышты өлшеуде бұрыштамалар бөлшек бетіне қоюмен немесе кішкентай бөлшектерді бұрыштамаға қоюмен өлшейді. Бөлшек пен бұрыштамалар арасындағы саңылаулық үлкен болған жағдайда оны шуппен өлшейді. Бұрыштамалар 450 , 600 , 900 және 1200 бұрыштарды белгілеумен тексеруге арналады. Ең көп тараған бұрыштамаға 900 жатады. Бұрыштама дәлдік класы қателік мәнін сипаттайды (7.3 сурет). Бұрыштама табанына қосылған перпендикулярдан бұрыштама табанының ұзындығының шетінің ауытқуы. О–ді кластағы бұрыштамалар лекалдарды жасауға қолданылады. 1–кластағылар ерекше дәлдік жұмыстарға. 2–кластағылар жай жұмыстарға, 3–кластағылар монтаждау жумыстарына. Бұрыштарды белгілеу мен бақылауда көбнесе бөлшек пен бұрыштамалар плитаға қойылады, кейде бұрышты өлшеуде бұрыштамалар бөлшек бетіне қоюмен немесе кішкентай бөлшектерді бұрыштамаға қоюмен өлшейді. Бөлшек пен бұрыштамалар арасындағы саңылаулық үлкен болған жағдайда оны щуппен өлшейді. 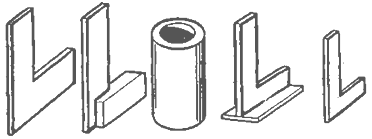 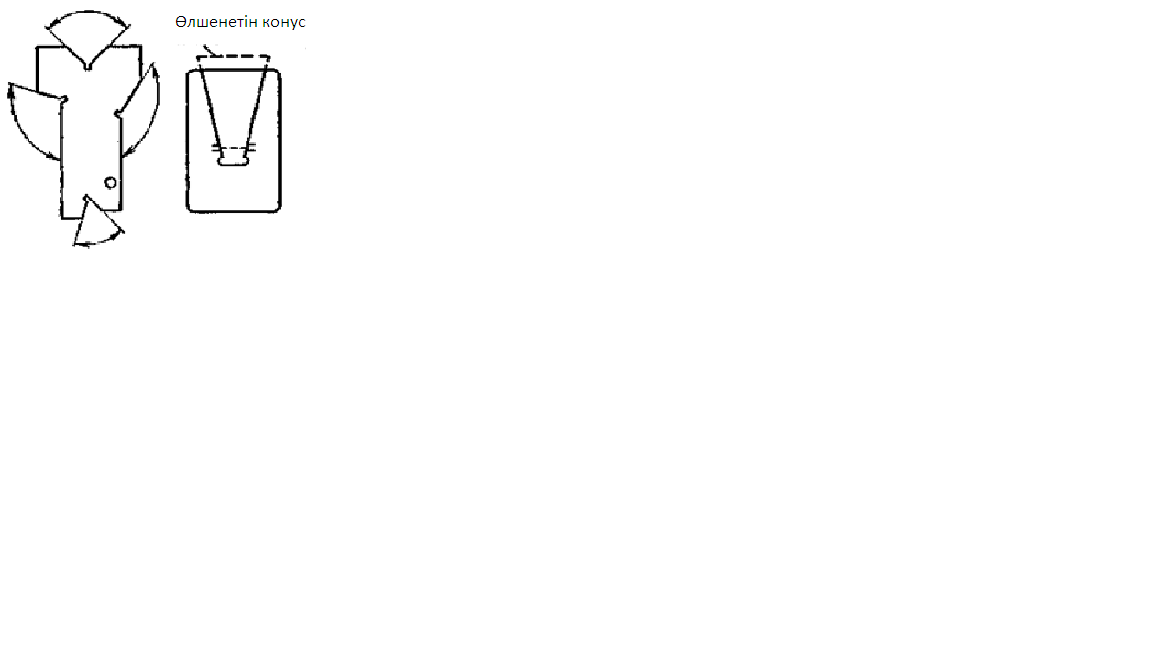 7.3 – сурет. Бұрыш шаблондары Бұрышты шаблондар. Бұрыштарды бақылауға кең түрде қолданылады(7.3 сурет). Оларды бұрыштамалар ретінде қолданады.Өлшеуге ең көп тараған әмбебап құралдары мехаикалық бұрыш өлшегіш жә Бұрыштарды өлшеуге ең көп тараған әмбебап құралдары.Лекалды сызғышты немесе бұрыштаманы механикалық бұрыш өлшегіштермен 0 ден  дейінгі бұрыштарды нониус бойынша дәлдігі 2ʹ тең өлшеуге қолданылады.Бұрыштама өлшегішпен өлшеу техникасы 7.4 суретте берілген. дейінгі бұрыштарды нониус бойынша дәлдігі 2ʹ тең өлшеуге қолданылады.Бұрыштама өлшегішпен өлшеу техникасы 7.4 суретте берілген.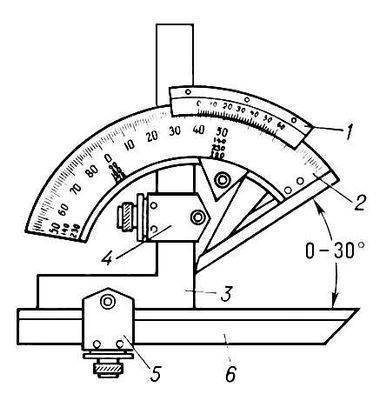 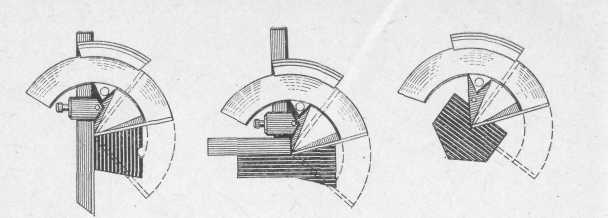 7.4 – сурет. Бұрыш өлшеу сулбасы: а – бұрыш өлшегіш және 1– нониус шкаласы; 2–негізгі шкалалы секторлы табан; 3– бұрышты сызғыш; 4– бұрышты сызғышты бекітетін қамыт; 5– ауыстырмалы сызғышты бекітетін қамыт; 6– ауыстырмалы сызғыш; б – бұрыштарды бұрыш өлшегішпенен өлшеу техникасы Бұрыштар мен косинустарды жоғарғы дәрежелі дәлдікпен өлшеу бақылауға қолданылады.Синусты сызғыш бекітуге арналған тесікті плиткалардан,екі қатаңды роликтермен бекітілген және тіреу плитасынан тұрады.Сызғыштың негізгі мөлшеріне роликтер центрлер арасындағы қашықтық (сызғыш базасы).Өлшеулі сызғышты бұрышпен өлшенетін бұрыштың нақты мәніне тең болады.Ол үшін роликтер біреуінің астына биіктігі тең түпкілікті өлшемдер плиткалардың блогын салады.Н мөлшері келесі формуламен анықталады: H=sin2α·L 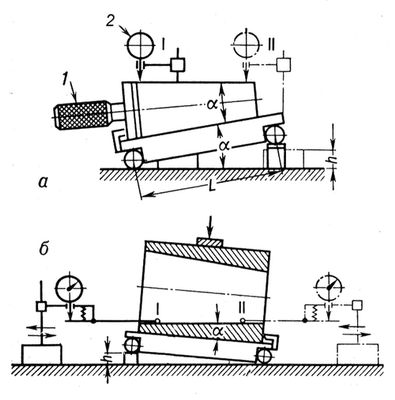 7.5 – сурет. Синустық сызғыш: 1 – конустық калибр; 2 – индикатор. Берілген бұрыштан ауытқуын тіреулі индикатор көмегімен анықтайды.Индикатордың керекті дәлдігі өлшенетін бұрыш дәлдік дәрежесіне байланысты.Бір бірінен Lh қашықтықта жатқан екі нүктелерінде прибор көрсеткішін бойынша ауытқуды анықтайды,нақты мәнінен бұрыш ауытқуын келесі теңдеумен анықтайды  мұндағы ∆h индикатордың көрсеткіштерінің айырмасына тең,сызықты ауытқуы,   ұзындығындағы өлшенетін бұрыштар ауытқуы.өлшеу қателігі 3′…52′ шамасында болады. ұзындығындағы өлшенетін бұрыштар ауытқуы.өлшеу қателігі 3′…52′ шамасында болады.Синусты өлшенетін бұрыштардың артуы, өлшеу L артады,сондықтан 4500 артық бұрыштарды сызғышпен өлшеуге болмайды. Жаппай және ірі сериялы өндірісте конустарды бақылауға конусты приборлар қолданылады.Тегіс конустарды калибрмен бақылауда база қашықтықтың ауытқуы бекітілген шамада жатқанын ғана тексереді.Осы мақсатта калибр аа және вв шектемелер немесе екі керулермен сс және dd жасайды.(7.6 сурет)аралық қашықтықтағы база қашықтығының дәлдік шегіне тең. Конустардың сырт пішінін ауытқуын конусты калибримен «бояу» әдісімен бақылайды.Калибр жұқа бояумен жағады.Өлшенетін конус бетіндегі бояу ізі бойынша өлшенетін конус бетіндегі бояу ізі бойыынша өлшенетін конус пішін туралы түсінік алады. 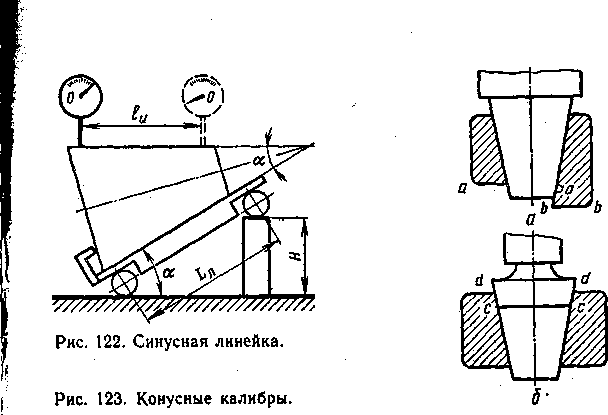 7.6 сурет – Конустық калибр |