Дәрісдер Өзара алмастырушылық негіздері (1). Дріс 1 зара ауыстырымдылы мні мен трлері
 Скачать 3.75 Mb. Скачать 3.75 Mb.
|

|
1.5. Дәлдік шегі өрістерін графикте белгілеу Дәлдік шегі өрістерін графикте көрсету әдісі тетіктер қосылысы сипаттамасын тезірек анықтап, білік пен тесіктің шекті мөлшерлерінің бір–біріне қатынасын түсінуді оңайлатады және тетіктердің шекті мөлшерлерін, дәлдік шектерін, саңылауларын немесе керілістерін есептеуді жеңілдетеді (1.5 – сурет). Графиктің нөлдік сызығының үстіңгі жағында белгілі масштаб бойынша оң мағыналы шекті ауытқулар, ал төменгі жағында теріс мағыналы шекті ауытқулар салынады. Дәлдік шегі өрістері тік төрт бұрыштармен көрсетіледі. Нөлдік сызықтық мәні нақты мөлшер мәніне сәйкес болады. Суретте (1.5а,б) көрсетілген сұлбаларда барлық мөлшерлер жеткілікті көрсетілгенімен, бір масштабта сызылмайды, өйткені нақты мөлшер мен ауытқулар және дәлдік шектері арасында үлкен айырмашылық бар, сосын бұл сұлбалар өте күрделі. Сондықтан есептеу кезінде күрделі емес сұлбаны (1.5в –сурет) қолданамыз, мұнда есептеу нөлдік сызығынан басталады. 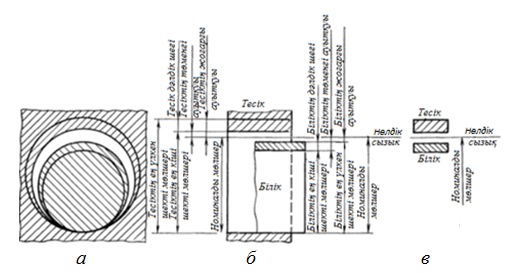 1.5 – сурет . Тесік және біліктің дәлдік шегі өрістерінің орналасуы. 1.6. Сызбасында дәлдік шектері мен шекті ауытқуларды белгілеу Сызбада сызықты мөлшерлер мен шекті ауытқулар миллиметрмен қойылады. Шекті ауытқулар нақты мөлшерден кейін өз белгісімен қойылады. Мысалға, келесі белгілеулерді айтуға болады: а) егер абсолюттік мәні бір– біріне тең болса 30±0,05; б) егер бір ауытқудың мәні нөлге тең болса  , ,  ; в) егер ауытқулар мәні мен белгісі әртүрлі болғанда ; в) егер ауытқулар мәні мен белгісі әртүрлі болғанда  ; г) егер ауытқулар мәні әртүрлі, ал белгісі бірдей ; г) егер ауытқулар мәні әртүрлі, ал белгісі бірдей  Сызбада дәлдік шектер мен шекті ауытқуларды белгілеу үш түрде жүргізіледі: а) символикалық; б) санды; в) аралас (1.6 – сурет). Шекті ауытқуларды сызбада белгілеу ережесі МемСТ бойынша беріледі. Бұл МемСТ–ның конструкторлық құжаттар бірыңғай жүйесіне (КҚБЖ) кіреді. 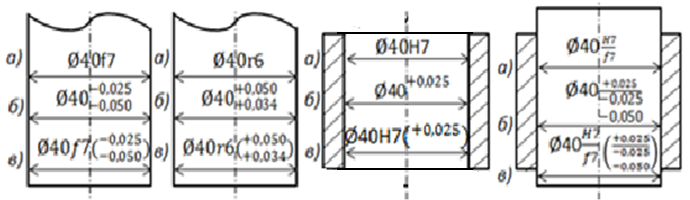 1.6 – сурет. Дәлдік шектері мен шекті ауытқуларды сызбасында белгілеу: а) символикалық, б) санды, в) аралас. 1.7. Қондырулар мен қосылыстар түрі Екі тетіктің бірінің элементі екіншісіне кіретін болса оны қосылыс дейді. Қосылыстар түйісу сипаттамасына, қосылысқа кіретін беттердің сырт пішініне және тетіктердің бір–біріне қарағандағы қозғалыс бостандығы дәрежесіне байланысты сұрыпталады. Бет сырт пішініне байланысты. Бір–біріне кіретін беттер пішініне байланысты қосылыстар былайша бөлінеді: жазықты, тегіс цилиндрлі және конусты; бұрандалы және винтті; тісті цилиндрлі, конусты, винтті, гипоидты, червякті және басқалар; шлицалы; сфералы. Қосылыстар бостандық дәрежесіне байланысты былайша бөлінеді: қозғалысты, қозғалмайтын ажыратылатын, қозғалмайтын ажыратылмайтын. Қондыру деп екі тетіктің қосылыс сипаттамасын айтады. Қосылыстар сипаттамасы бойынша (25347–89 МемСТ) үш топқа бөлінеді (1.7–сурет): саңылаулы (1.7а), керілісті (1.7б), өткінші (1.7в),. 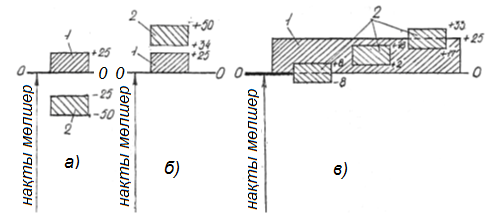 1.7– сурет. Дәлдік шегі өрістерінің орналасуы: 1 – тесіктің дәлдік шегі өрісі; 2 – біліктің дәлдік өрісі; а – саңылаулы; б – керілісті; в – өткінші. Дәріс №3 Машина бөлшектерін өңдеу дәлдігі Қателіктердің түрлері және өңдеу кезінде пайда болу себептері. Өңдеу дәлдігі. Машина тетіктерін бастапқы қалпына келтіру мен жасаудағы геометриялық параметрлердің дәлдігі Кез келген тетікті конусты, жазықты, цилиндрлі және басқа беттері бар қиялды дәл кеңістіктегі геометриялық жиынтық деуге болады. Бұл тетіктерді жасағанда және машинаны пайдаланғанда, қателік тек қана мөлшерлерінде ғана болмайды, сонымен қатар олардың сырт пішінінде және өзара жайғасып орналасуында да болады. Одан басқа тетік беттерінде кедір–бұдырлық және толқындық болады. 2.1. Машина тетіктерін жасау мен жөндеудегі дәлдік және қателік Дәлдік деп нақты параметрлердің қиялдыға жақындық дәрежесін айтады. (нақты параметрлердің қиялдыға сәйкестігі). Дәлдік нақты қателік жіберушілікпен сипатталады. Былай да айтуға болады: қателіктің мәні дәлдікке қарама– қайшы мән. Геометриялық параметрлер дәлдігі құрастырма түсініктеме, сондықтан олар келесі белгілерге (признактарға) қарай бөлінеді: а) элементтердің мөлшер дәлдігі; б) беттер сырт пішін дәлдігі; в) кедір–бұдырлық дәлдігі; г) элементтердің өзара орналасу дәлдігі; д) тегісеместілік дәлдігі. Қателік деп нақты тетіктердің геометриялық параметрлерінің қиялдағыдан оқшау кетулігін немесе нақты параметрлердің берілгенге сәйкес болмауын айтады. Өңдеу кезінде, мөлшерлер, сырт пішіндер, кедір–бұдырлық және беттердің өзара орналасу қателігі келесі бір– қатар себептердің әсерінен пайда болады: а) станок қателігі; б) жабдықтар мен өңдеу аспаптарының қателігі; в) аспаптың тозуы; г) станок, икем құрал, аспап, тетік (СҚАТ) жүйесінің серпімді деформациясы; д) СҚАТ жүйесінің температуралық деформациясы; е) кесу ережесі технологиялық (схемасына) сұлбасына байланысты қателігі; ж) өлшеу қателігі, оның ішіне аспап қателігі де қосылады; з) өлшемдер бірлігіның бірдей болмауы және т.б. Қателік жүйелі және кездейсоқ болуы мүмкін Жүйелі қателік деп мөлшері мен таңбасы тұрақты, белгілі заң бойынша кездейсоқ емес факторлар сипаттамасына байланысты өзгеретіндерді айтады. Бұл қателік көздеріне станоктың дұрыс реттелмеуі, өлшеу аспабының дәл еместігі, аспаптың тозуы және т.б. жатқызуға болады. Кездейсоқ қателік деп мөлшері мен таңбасы тұрақты емес, өлшеу мен жасау кезінде пайда болып, әртүрлі санды мағынада кездейсоқ әсер ететін себептерге байланысты болатынды айтады. Кездейсоқ қателік көздеріне станок, икем–құрал, аспап, тетік жүйесінің деформациясы, материалдардың механикалық қасиеттерінің бірыңғай еместігі және т.б. жатқызуға болады. Параметрлердің нақты мөлшерлерінің мәні мен олардың қателігі көбінесе кездейсоқ шамаларға жатады, сондықтан оларды талдауда ықтимал теориясы мен математикалық статистика қолданылады. Практикалық есептеуде гистограмма немесе жайғаса орналасу эмпирикалық қисықтардан алынған теориялық «қисықтар» қолданылады. Аппроксимациялауда көбінесе келесі жайғаса орналасу заңдары қолданылады: қалыпты жайғаса бөліну заңы (2.1а– сурет); теңдес ықтималды заңы (2.1б –сурет); Симпсон заңы немесе теңбүйірлі үшбұрыш заңы (2.1в–сурет). Максвелл немесе эксцентритет заңы (2.1г–сурет). 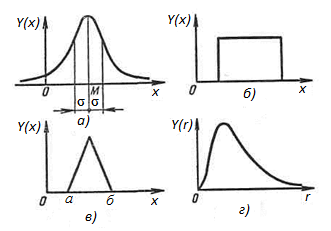 2.1 – сурет. Кездейсоқ шамалардың жайғаса бөліну заңдары: а – қалыпты жайғаса бөліну заңы; б – теңдес ықтималды заң; в теңбүйірлі үшбұрыш заңы үшбұрыш (Симпсон) заңы; г–Максвелл заңы Дәріс №4 Беттердің пішіні мен орналасуының дәлдігі Нақты номиналды және іргелес беттер. Пішін мен беттердің орналасу дәлдігі Сырт пішін мен беттердің жайғаса орналасу дәлдік шегі 24642–89 Мем СТ–ға сәйкес белгіленеді. Сырт пішін дәлдігін анықтау үшін, келесі анықтамаларды білу қажет: нақты, шын және тақалу беттері. Нақты бет деп сызу құжаттарында берілген сырт пішін қиялды бетті айтады. Шын бет деп тетікті шектеп тұрған бетті айтады. Тақалу беті деп нақты беттің сырт пішінді шын бетпен түйісетін және де тетік материалынан тыс орналасатын бетті айтады; былайша айтқанда, осы беттен ең алыс жатқан шын беттің нүктесіне дейінгі аралық минималды болуы керек (берілген бөлікте). Сырт пішіннің ауытқуының санды мәнін анықтау үшін параметр ретінде ауытқуын аламыз. аралығы деп нақты бет нүктесінен тақалу бетіне дейінгі аралықты айтады. Бұл мөлшер тақалу бетіне перпендикуляр бойымен өлшеледі. Сырт пішін ауытқуы құрастырма және жекелі болуы мүмкін. Цилиндрлі беттердің құрастырмасында цилиндрліктен ауытқу болады, ол нақты беттегі нүктеден тақалу цилиндріне дейінгі ең үлкен аралықпен () сипатталады (2.2 сурет). 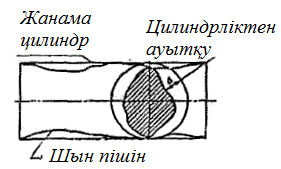 2.2 – сурет . Цилиндрліктен ауытқудың кешенді көрсеткішін анықтау Тақалу цилиндрлі деп нақты сыртқы беттің айнала сызатын цилиндрдің максималды диаметрін немесе ақиқат ішкі бетті іштей сызатын максималды диаметрді айтамыз. Дөңгелектіктен ауытқу деген көлденең қимасындағы жазықтықта ауытқудың құрастырма көрсеткіші. Жеке ауытқуға сопақтық пен бүйірлік жатады. Сырт пішіннен ауытқу (24642–89 МемСТ) цилиндрлік тетіктердің көлденең қимасындағы (сопақтық, бүйірлік) және өсьтік қимасындағы (конустық, бошкаға ұқсастық) сырт пішінінің ауытқуы болады (2.3 сурет). Сопақтық деп ең үлкен (  ) және ең кіші ( ) және ең кіші ( ) диаметрлері бір–біріне перпендикуляр бағытта болатын өзінше ақиқатты көлденең қимасы сопақ түріндегі дене дөңгелектіктен ауытқуды айтамыз. ) диаметрлері бір–біріне перпендикуляр бағытта болатын өзінше ақиқатты көлденең қимасы сопақ түріндегі дене дөңгелектіктен ауытқуды айтамыз.Сопақтықтың мәні қимадағы екі диаметрінің айырмасының жартысына тең болады.
2.3 – сурет . Цилиндрдің көлденең қимасындағы сырт пішін ауытқуы: а – дөңгелек еместік; б – сопақтық; в – бүйірлік (огранка); г) ерге ұқсастық; д) бошкеге ұқсастық. Сопақтық ажарлау және токарь станоктарының шпиндельдерінің дүмпуінен, дайындама сырт пішінінің дұрыс еместігінен және т.б. пайда болады. Бүйірлік деп ақиқат пішіні көп қырлы дене түріндегі дөңгелектіктен ауытқуды айтамыз. Бүйірліктың пайд болу себебі – өңдегенде тетіктің бір мезгілде центрінің өзгеруінде, центрсіз өңдегенде, станок қаттылығының азайғандығында. Конустық деп жасаушы сызықтары түзу болғанымен бір–біріне параллель болмайтын бойлай қимасының сырт пішінінің ауытқуын айтамыз. Бұл ақау станок шпинделі өсі станок бағыттаушысымен параллель еместігінен, шпиндель өсінің артқы бабка пинолінің өсімен сәйкес еместігінен, кесу аспабының тез тозуынан және т.б. пайда болады. Бошкаға ұқсастық деп бет жасаушылары тік емес және диаметрлері ортасына қарай үлкейетін бойлай қимасының сырт пішінінің ауытқуын айтамыз. Станок қаттылығы аз болғанда, қысқа бөлшектерде пайда болады. Ерге ұқсастық деп егер бет құраушы сызықтары түзу, тік емес және диаметрі орта қимасына қарай кішірейетін бойлай қимасының сырт пішінінің ауытқуын айтамыз. Станок қаттылығы аз болғанда және ұзын бөлшектерді (l=(10…12)d) люнетсіз өңдегенде пайда болады. Тетіктерді жасағанда сырт пішін қателігі сырт пішінің дәлдік шегімен шектелінеді. Сырт пішінің дәлдік шегі деп ішінде нақты беттіің барлық мөлшерлері жататын мөлшерлік аралықты айтамыз. Оның мәнін стандарт бойынша және дәлдік дәрежесіне қарай таңдайды. Егер сырт пішінің дәлдік шегі берілмесе, онда оны осы тетік өңдеу дәлдік шегі шамасында алады. Жазықтықтан ауытқу деп жазық беттердің сырт пішінінің құрастырма ауытқу көрсеткіші қызметін атқарады. Олар барлық сырт пішіннің ауытқу қосындыларымен сипатталады да, шын бетпен тақалу беті аралығының ең үлкен қашықтығына тең болады. Оның жеке түрлеріне дөңестік, ойымтық жатады (2.4– сурет). Түзу сызықтылықтан ауытқуы деп жазық беттердің сырт пішінінің қимасының ауытқуының құрастырма көрсеткішін айтамыз. Ол ақиқат сырт пішінімен тақалу түзу сызығы арасынан өлшенеді. 24643–89 МемСТ бойынша белгіленген дәлдік дәрежесіне қарай, сырт пішін шекті ауытқуларын белгілейді, стандарт бойынша сырт пішін дәлдігінің 16 дәлдік дәрежесі (1...16) бекітілген. Сырт пішінің дәлдік шегін таңдағанда, оны мөлшердің дәлдік шегімен байланыста екенін ұмытпау қажет. Мұнда көбінесе тек қана аз қаттылықты тетіктерден басқа келесі шарт орындалуы қажет:
Мұндағы  – сырт пішінің дәлдік шегі, – сырт пішінің дәлдік шегі, – мөлшердің дәлдік шегі. – мөлшердің дәлдік шегі. – қатынасына қарай қалыпты, көтеріңкі және жоғары сырт пішінінің салыстырмалы геометриялық дәлдігіне бөлінеді. – қатынасына қарай қалыпты, көтеріңкі және жоғары сырт пішінінің салыстырмалы геометриялық дәлдігіне бөлінеді. ( = 60%; = 40%; = 25%).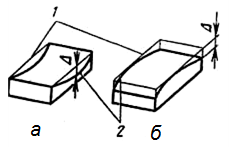 2.4 – сурет. Жазықтықтан ауытқу: а– ойыстылық; б –дөңестілік; 1–жанама жазықтылығы; 2–шын беті Беттердің жайғаса орналасудан ауытқуы мен дәлдік шегі (24642–89 МемСТ). Жайғаса орналасудың ауытқуы – қарастырылатын элементтің шын орналасуының нақты орналасуға қарағандағы ауытқуы. Бұл ауытқудың мәніне тәмендегілер әсер етеді: тетікті өңдеу қателігі, тетікті өңдеуге орнатқандағы икем құралдың қателігі жіберушілігі, аспаптардың тозуы, станок – икем құрал – аспап тетік жүйесінің серпінді және температуралық деформациясы, тетікті жасағанда базасының бірыңғай еместігі және т.б. 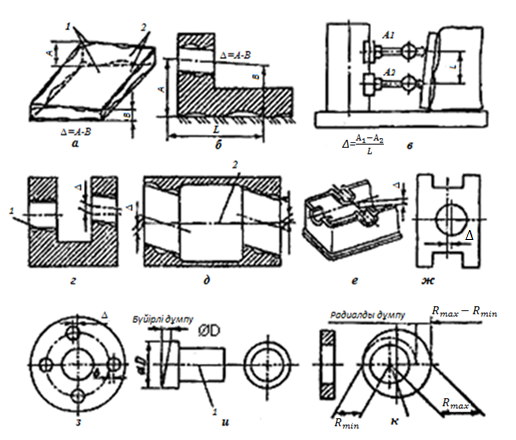 2.5 – сурет. Ауытқулар: а, б– жазықтардың және өстердің өздеріне сәйкес парал– лельдіктен; 1– тақалу жазықтығы, 2– шын беттер; в– жазықтардың және өстердің перепендикулярлықтан; г, д– жалпы өстері мен базды беттерімен салыстырғандағы өстілігінен; 1– базалы бет, 2– жалпы өсі; е– өстерінің қиылысуынан; ж– симметриялықтан; з– позициялық ауытқудан; и, к– бүйірлі және радиалды дүмпуі; 1– базалық өсі Тетіктер беттері орналасуының келесі ауытқулары кездеседі: бет жазықтарының бір–біріне параллельдіктен (2.5а, б – сурет) және перпендикулярлықтан (2.5в – сурет) ауытқуы, симметриялықтан ауытқуы (2.5ж – сурет), өсьтерінің бір–бірімен (2.5е – сурет) қиылысуынан ауытқуы, жалпы өстеріне қарағанда (2.5г, д – сурет) өстіліктен ауытқуы, базалық бетінің өсіне қарағандағы (2.5г, д – сурет) өсьтіліктен ауытқуы, позициялық ауытқуы (2.5з – сурет) және қосынды пішін мен беттер жайғаса орналасу ауытқуына радиалды және бүйірлі дүмпуі (2.5и, к– сурет). Беттердің параллельдіктен ауытқу – белгіленген бөлік аумағындағы жазықтықтар арасындағы ең үлкен және ең кіші аралықтар айырмасы (2.1– кестеде). Симметриялықтан ауытқу – бұл берілген бөліктік шегіндегі қарастырылатын элементтер жазықтық симмет– риясымен базалық элемент симметриясының арасының ең үлкен арақашықтықтығы. (2.1– кестеде). Өстердің бір–бірімен қиылысуымен ауытқуы – нақты қиылысқан өстер арасындағы ең кіші ара– қашықтық. Беттердің өзара жайғаса орналасудың нақты мәнінен ауытқуы. Машина жұмысының сенімділігі мен мәңгі– бақилығына әсер етеді де, қосылыстардың кейбір тетіктерінде қосымша статистикалық және динамикалық жүктеме пайда болады, ол тез тозу мен қирауға әкеледі. Беттердің пішіні мен өзара жайғаса орналасуына берілетін дәлдік шегі сызуда шартты белгілермен белгі– ленеді (2.1– кестеде). ∆ 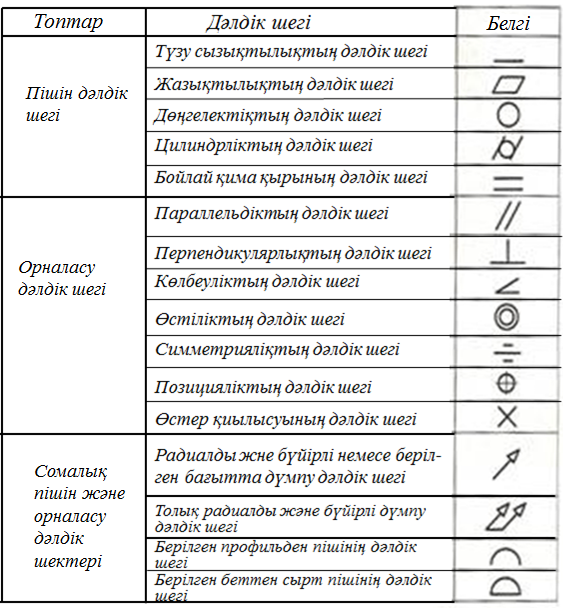 Дәріс №5 Беттің толқындылығы және кедір-бұдырлығы Сызбалардағы бетінің кедір-бұдырлығын белгілеу. Толқындылықтардың және кедір-бұдырлықтардың машиналардың сенімділігі мен ғұмырлылығына әсері. Беттердің кедір–бұдырлығы және толқындылығы Тегіс еместілік деп қадамы базалық ұзындықтан артық болатын мезгіл–мезгіл қайталанатын тегіс еместілікті айтады. Бұл тегіс еместілік технологиялық жүйенің (станок, жабдықтар, аспаптар және т.б.) тербелісінен пайда болады. Тегіс еместілік келесі параметрлермен анықталады: тегіс еместілік биіктігі (  ) және тегіс еместіліктің орташа қадамы ( ) және тегіс еместіліктің орташа қадамы ( ). Тегіс еместілік биіктігі ( ) деп өлшенетін бөлік ұзындығындағы ( ). Тегіс еместілік биіктігі ( ) деп өлшенетін бөлік ұзындығындағы ( ) тегіс еместіліктің бес мәнінің орташа арифметикалық мәнін айтады. ) тегіс еместіліктің бес мәнінің орташа арифметикалық мәнін айтады. (2.6 – сурет).
Тегіс еместіліктің шекті мәнін (W) келесі қатардан таңдау қажет (МКМ): 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200. Тегісеместіліктің орташа қадамы . деп пішінінің орташа сызығы ( ) өлшенетін көршілес толқындардың бір аттас жақтары аралықтар қашықтары – ның ) өлшенетін көршілес толқындардың бір аттас жақтары аралықтар қашықтары – ның  орташа арифметикалық мәнін айтады. орташа арифметикалық мәнін айтады.
Толқындылық тегіс еместілік қадамының тегіс еместіліктің биіктігіне қатынасы мен анықталады
|
 (2.1)
(2.1)

 ,
, ,
, 