Пособие КиНЭС. Министерстерство образования и науки российской федерации
 Скачать 0.95 Mb. Скачать 0.95 Mb.
|

|
3.3.ДИСПЕРСИОННЫЙ АНАЛИЗ При оценке результатов эксперимента, когда на показатели качества электронных средств влияют качественные факторы (тип технологической установки или линии, оператор, партия сырья и др.), широкое применение нашел дисперсионный анализ . Основу дисперсионного анализа составляет положение о том, что значимость некоторого фактора x характеризуется его вкладом в дисперсию показателя качества y изделия. Дисперсионный анализ заключается в разложении общей дисперсии показателя качества y , полученной при варьировании факторов x1, x2, …, xkна N уровнях, на составляющие, зависящие от: случайных причин; каждого из факторов; взаимодействия факторов, и оценки статистической значимости дисперсий этих составляющих с учетом ошибки эксперимента. Дисперсионный анализ базируется на следующих допущениях: 1) показатель качества изделия y, для которого требуется определить влияние независимых факторов x1, x2, …, xk, представляет собой распределенную по нормальному закону случайную величину с математическим ожиданием  и дисперсией и дисперсией  ; ;2) дисперсия единичного измерения, обусловленная случайными ошибками, постоянна во всех опытах и не зависит от факторов x1, x2, …, xk, т.е.  равны между собой, а их выборочные оценки равны между собой, а их выборочные оценки  однородны, что является условием воспроизводимости эксперимента. однородны, что является условием воспроизводимости эксперимента.Общая постановка и решение задачи дисперсионного анализа Требуется оценить влияние фактора x на фоне случайных причин, когда дисперсия воспроизводимости эксперимента  известна. При варьировании фактора x на N качественных уровнях получим ряд значений показателя качества y1, y2, …, yN, рассеяние которых характеризуется выборочной дисперсией известна. При варьировании фактора x на N качественных уровнях получим ряд значений показателя качества y1, y2, …, yN, рассеяние которых характеризуется выборочной дисперсией  . Если отличие от . Если отличие от  незначимо, то разброс наблюдений связан только со случайными причинами и не зависит от влияния фактора x. Если же отличие значимо, то разброс наблюдений вызван не только случайными причинами, но и влиянием фактора x. незначимо, то разброс наблюдений связан только со случайными причинами и не зависит от влияния фактора x. Если же отличие значимо, то разброс наблюдений вызван не только случайными причинами, но и влиянием фактора x.Когда дисперсия воспроизводимости неизвестна, то проводится n дублирующих опытов при каждом из возможных уровней фактора x. После этого находится оценка генеральной дисперсии воспроизводимости  . .Различают однофакторный, двухфакторный и многофакторный дисперсионный анализ. Рассмотрим подробно его сущность при действии на показатель качества изделия одного фактора. Однофакторный дисперсионный анализ Результаты эксперимента представлены в виде табл. 10. Таблица 10 Матрица однофакторного дисперсионного анализа
Из данных таблицы 10 находим: 1) средние арифметические  из n повторных опытов для каждого q-го уровня фактора х из n повторных опытов для каждого q-го уровня фактора х 2) общее среднеарифметическое  всех всех  наблюдений (по всем N уровням при их повторении n раз) наблюдений (по всем N уровням при их повторении n раз) В соответствии с сущностью дисперсионного анализа разложим сумму квадратов отклонений наблюдений от общего среднего арифметического на две составляющие суммы, одна из которых характеризует влияние фактора случайности, а вторая – фактора x:       как сумма отклонений q-ой серии повторных опытов от среднего той же серии. как сумма отклонений q-ой серии повторных опытов от среднего той же серии.В выражении для U:  – сумма квадратов отклонений внутри серии повторных опытов. Характеризует действие фактора случайности; – сумма квадратов отклонений внутри серии повторных опытов. Характеризует действие фактора случайности; – сумма квадратов отклонений между сериями повторных опытов. Характеризует действие фактора х. – сумма квадратов отклонений между сериями повторных опытов. Характеризует действие фактора х.Далее вычисляются: несмещенная общая оценка дисперсии воспроизводимости эксперимента по всем наблюдениям с числом степеней свободы с числом степеней свободы  ; ;выборочная дисперсия внутри серий  с числом степеней свободы с числом степеней свободы  ; ;выборочная дисперсия между сериями  с числом степеней свободы с числом степеней свободы  . .Проверка значимости влияния фактора х на показатель качества y производится с помощью критерия Фишера: вычисляется  ; ;находится  ; ;сравнивается Fрасч. и Fтабл.. Если Fрасч.>Fтабл., то с вероятностью  влияние фактора х считается значимым. влияние фактора х считается значимым.Пример. В результате семикратного измерения удельной емкости образцов анодной алюминиевой фольги для электролитических конденсаторов с использованием экспресс – способа (способ измерения 1) и на измерительной установке (способ измерения 2) получены следующие значения (табл. 11). Таблица 11 Отклонение удельной емкости образцов анодной алюминиевой фольги
Считая, что образцы фольги принадлежат одному рулону, заформованному на одной установке при постоянных технологических режимах, требуется оценить влияние способов на результаты измерения. Имеем:q=1, 2; N=2; j=1, 2, …, 7; n=7. Вычислим среднее арифметическое  и общее среднее арифметическое : и общее среднее арифметическое :   Находим суммы квадратов:    Вычислим дисперсии :  Тогда:   Так как Fрасч.>Fтабл., то с вероятностью 0,95 влияние способа измерения признается значимым. При двухфакторном дисперсионном анализе оценивается влияние на показатель качества y не только каждого из факторов x1 и x2, но и их взаимодействия x1x2. Математический аппарат двухфакторного и многофакторного дисперсионного анализа рассмотрен в [5]. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Назовите аксиомы метода экспертных оценок. 2. От чего зависит выбор величины наименьшей допустимой численности экспертов? 3. Дайте алгоритм метода экспертных оценок. 4. В чем сущность метода начальных моментов? 5. Дайте алгоритм метода начальных моментов. 6. Каковы основы и допущения дисперсионного анализа? 7. Общая постановка и решение задачи дисперсионного анализа. 8. В чем сущность однофакторного дисперсионного анализа? 4. КАЧЕСТВО ЭЛЕКТРОННЫХ СРЕДСТВ 4.1. ОСНОВНЫЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОННОМ СРЕДСТВЕ И ПОКАЗАТЕЛЯХ ЕГО КАЧЕСТВА Электронное средство (ЭС) – изделие и его составные части, в основу функционирования которых положены принципы электроники. ЭС выполнены с использованием микроконтроллеров и микропроцессоров, сверхбольших интегральных схем и микросхем, электрорадиоэлементов и других комплектующих изделий. Если в основе функционирования ЭС дополнительно используются принципы радиотехники, то его называют радиоэлектронным средством, а если – принципы вычислительной техники – электронно-вычислительным средством. В зависимости от функциональной сложности ЭС различают следующие их подразделения: электронная система; электронный комплекс; электронный блок (устройство); электронный функциональный узел. Качество ЭС - совокупность свойств, обуславливающих пригодность средства удовлетворять определенным потребностям в соответствии с его назначением. Свойство ЭС - объективная его особенность . Свойства ЭС закладываются при его разработке, обеспечиваются при производстве и реализуются при эксплуатации. Показатель качества ЭС - количественная характеристика конкретного его свойства на определенном этапе жизненного цикла. Показатели качества ЭС делятся на следующие группы: 1) назначения; 2) надежности; 3) технологичности; 4) эргономические; 5) эстетические; 6) стандартизации и унификации; 7) патентно-правовые; 8) экономические. Различают единичные и комплексные показатели качества. Единичный показатель качества - показатель качества ЭС, относящийся только к одному из его свойств. ЭС считается качественным по единичному показателю, если его измеренное абсолютное значение соответствует требованиям, заданным в нормативно- технической документации. Комплексный показатель качества (обобщенный параметр) - показатель качества ЭС, относящийся к нескольким его свойствам. При корреляционной зависимости единичных показателей обобщенный параметр вычисляется на основе метода статистических решений и алгоритм комплексной оценки качества ЭС предложен в работе [ 5 ]. При корреляционной независимости единичных показателей оптимальным обобщенным параметром для комплексной оценки качества ЭС является средневзвешенный геометрический показатель Q[6,7] , численное значение которого находится в пределах от 0 до 1. Значение Q=1 соответствует максимально-возможному уровню комплексного качества , а Q=0 – абсолютно неприемлимому уровню комплексного качества ЭС. В практических случаях комплексной оценки качества ЭС средневзвешенный геометрический показатель целесообразно использовать в виде функции желательности Харрингтона [ 8 ], так как в этом случае его численное значение по определенной шкале соответствия характеризует уровень обобщенного качества изделия (отличный, хороший, удовлетворительный, плохой, очень плохой) . Шкала соответствия уровня и количественной оценки качества имеет вид: -уровень качества ЭС: «5» ; «4» ; «3» ; «плохой» ; «очень плохой»; -оценка качества ЭС: 0,8–1 ; 0,63-0,8 ; 0,37-0,63 ; 0,2-0,37 ; 0-0,2 . 4.2. СИСТЕМА УПРАВЛЕНИЯ КАЧЕСТВОМ ЭЛЕКТРОННЫХ СРЕДСТВ Быстрая смена номенклатуры и усложнение процессов производства ЭС приводят к необходимости целенаправленной деятельности по обеспечению заданного уровня качества выпускаемых изделий. В связи с этим возникает необходимость применения изготовителем согласованных действий по обеспечению требуемого заказчиком качества ЭС, т.е. создание системы управления их качеством. Основная цель системы управления качества ЭС на любом уровне - создание изделий высокого качества при минимальных затратах на их проектирование, производство и эксплуатацию. Управление качеством продукции зародилось в 30-е годы 20 века в связи с переходом к массовому производству изделий. Массовое производство изменило прежний подход к контролю мелкосерийной продукции, требовавшей проверки показателя качества каждого изготовленного изделия , и привело к внедрению выборочного контроля с оценкой его результатов статистическими методами. Контроль качества, базируясь на статистических методах и развиваясь циклически, проходит через определенные этапы – цикл Деминга (рис.2).  Рис. 2. Цикл Деминга Реализация этапов, представленных на рис.2, называется оборотом цикла Деминга. Для эффективного обеспечения контроля качества изделий необходимо участие всех без исключения работников предприятия (от рабочего до руководителя). Реализуемый таким образом контроль качества стал называться всеобщим (Total Quality Control - TQC). Тотальный контроль стал внедрятся в Японии в 60-х годах; из множества статистических методов были выбраны семь наиболее эффективных и доступных методов, в совокупности составляющих систему, полностью обеспечивающих осуществление статистического контроля на рабочем месте. Они получили название "семь методов (инструментов) контроля качества" и составили основу TQC. Это следующие методы: расслоение графики (полигон, гистограмма, кумулятивная кривая); метод расслаивания; диаграмма Парето; причинно-следственная диаграмма; диаграмма разброса (поле корреляции); контрольная карта; контрольный лист. Понятие цикла Деминга не ограничивается только контролем качества продукции, его можно распространить на все управление производством, а именно процесс управления можно рассматривать как последовательность прохождения следующих важнейших этапов: план (РLAN), реализация (DO), проверка (CHECK), действие (ACTION). Действительно, любая работа начинается с составления плана (Р) работы, после чего выполняется сама работа (D) в соответствии с планом, затем проверяется (C) соответствие полученного результата запланированному и, наконец , принимаются необходимые меры (A) в случае отклонения результата исполнения от запланированного. Этот цикл получил название РDCA. После завершения первого цикла вновь переходят к составлению нового плана, в который вносится коррекция с учетом предыдущей ошибки. Циклы повторяются до совпадения результата с планом (рис.3). 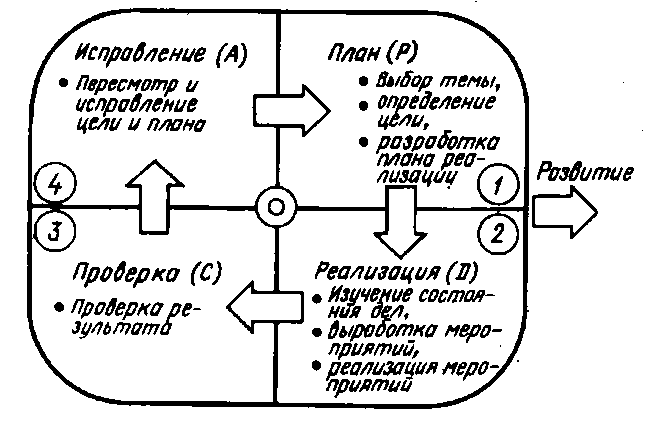 Рис. 3. Прохождение этапов РDCA Циклы РDCA являются основным методом повышения качества продукции. В конце 80-х годов 20 века контроль качества распространился на другие сферы деятельности человека, такие как образование, медицина и т.д. Контроль качества, далеко выйдя за пределы сферы производства, стал универсальным. Поэтому термин “всеобщий контроль качества” (TQC), переставший отражать сущность явления, в начале 90-х годов было предложено заменить на термин "универсальный контроль качества" (Universal Quality Control - UQC), в основе которого остались те же семь инструментов качества. Качество изделий всех стран должно стать таким, чтобы их покупали во всем мире. И в этом существенную роль должен играть UQC. 4.3. СЕБЕСТОИМОСТЬ И УРОВЕНЬ КАЧЕСТВА ЭЛЕКТРОННЫХ СРЕДСТВ Зависимость себестоимости продукции (СП) и уровня качества продукции (УКП) можно в общем виде представить в виде следующего графика (рис.4), где по оси абсцисс приведены три уровня качества изделия: низкий; оптимальный; высокий. 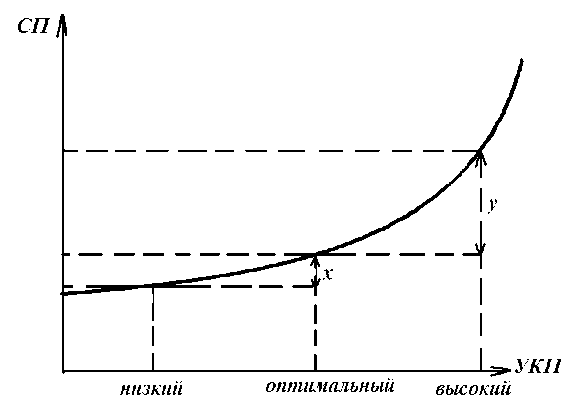 Рис. 4. График зависимости себестоимости от уровня качества продукции Себестоимость изделия включает в себя затраты на материалы, комплектующие элементы, оборудование, заработную плату, контроль и испытания и т.д. При повышении уровня качества изделия от низкого до оптимального затраты растут медленно (x), поскольку производство легко справляется с заданными требованиями на уровень качества. По мере повышения уровня качества затраты (y) существенно возрастают и проблема повышения качества и надежности изделия перерастает в экономическую проблему. При дальнейшем повышении требований к уровню качества изделия в итоге достигается такой предел, когда ни материалы, ни оборудование, ни научно-технический прогресс и др. не в состоянии обеспечить требуемого (недостижимо высокого) качества. Затраты при этом устремляются в бесконечность. Итак, оптимальное качество изделия - не наивысшее, а более экономически выгодное. Затраты на изделие складываются из затрат на его изготовление (проектирование и производство) и эксплуатацию, включая ремонт и обслуживание (рис. 5). 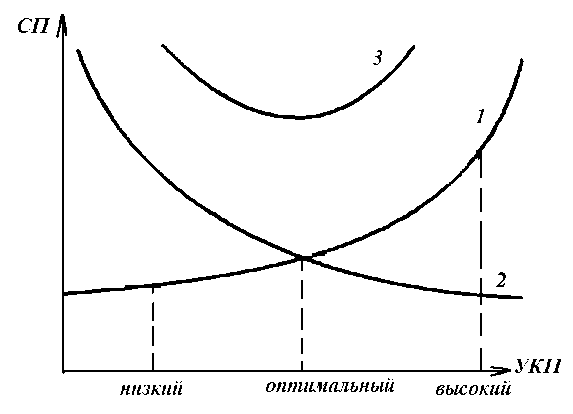 Рис. 5. Затраты на изделие: 1 - на изготовление ; 2 - на эксплуатацию ; 3 - суммарные затраты. Оптимальный уровень качества изделия - это такой уровень, выше или ниже которого производить его экономически нецелесообразно. При низком уровне качества изделия потребитель в сфере эксплуатации вынужден выделять дополнительные средства на его ремонт, доработку и обслуживание. Высокий уровень качества изделия характеризуется высокой себестоимостью. 4.4. КОНТРОЛЬ КАЧЕСТВА ЭЛЕКТРОННОГО СРЕДСТВА Совокупность этапов проектирования, изготовления и эксплуатации (рис.6) составляет жизненный цикл изделия, который постоянно повторяется в соответствии с циклом Деминга. 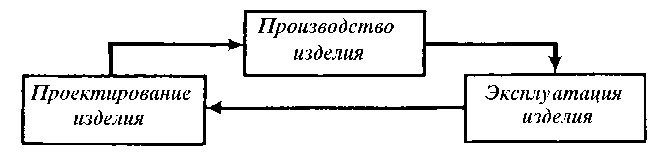 Рис.6. Этапы жизненного цикла изделия Качество изделия, являясь его свойством, закладывается в процессе его проектирования, обеспечивается при производстве и оценивается в процессе эксплуатации. Параметры изделия, характеризующие его качество, называются показателями качества. Контроль параметра изделия осуществляется путем сравнения нормативного (заданного в технических условиях) значения показателя качества с измеренным значением с целью получения его отклонения от нормативной величины. После устранения найденной причины отклонения необходимо снова проверить соответствие значения показателя качества нормативной величине. Именно в этом проявляется смысл повторения цикла Деминга. ЭС характеризуется большим количеством и многообразием показателей качества, которые делятся на два основных класса: количественные показатели (физические, электрические, механические, химические величины и др.); качественные показатели, оцениваемые не конкретными значениями величин, а с помощью чувственных органов человека ( например, восприятие цвета зрительными органами). В целях уменьшения количества рассматриваемых показателей качества на практике применяется теория относительного качества. Она заключается в том, что оценка качества на том или ином этапе жизненного цикла изделия дается в зависимости от назначения этого этапа по количественными и качественными показателями. На этапе проектирования рассматривается соответствие разрабатываемого изделия ( опытного образца) техническому заданию , согласованному с заказчиком. На этапе производства рассматривается соответствие изделия технической документации для отдельных операций и всего технологического процесса его изготовления. На этапе эксплуатации рассматривается соответствие изделия техническим условиям по его применению. Очевидным является факт, что не все показатели качества на этапах, предшествующих эксплуатации и самом этапе эксплуатации, являются одинаково важными. Для выделения превалирующих показателей качества разработаны методы оценки степени их важности. На основе этих методов единичному показателю качества присваивают коэффициент весомости, значение которого характеризует степень влияния отдельного показателя на качество готового изделия. Эффективное управление качеством ЭС возможно лишь при рассмотрении производства изделий в виде технологической системы ( см. раздел 1 , рис.1). В этой системе основная роль принадлежит контролируемым и управляемым переменным, определяющим численную величину показателей качества ЭС. 4.5. СТРУКТУРНАЯ СХЕМА СИСТЕМЫ УПРАВЛЕНИЯ КАЧЕСТВОМ ЭЛЕКТРОННЫХ СРЕДСТВ В общем случае под системой понимают множество взаимосвязанных объектов, рассматриваемых как одно целое, если выполняются следующие условия: сформулированы цель, стоящая перед системой, и критерий качества ее функционирования; могут быть выделены части, которые являются самостоятельными и называются подсистемами данной системы; каждая подсистема в свою очередь может быть расчленена на конечное число более мелких подсистем и т.д. – до получения частей , называемых элементами системы; подсистемы системы функционируют не изолированно друг от друга , а во взаимодействии; может существовать некоторая другая система, включающая данную как подсистему. Система управления качеством ЭС, удовлетворяющая этим условиям, включает три подсистемы : 1) обеспечение качества (ОК); 2) контроль качества (КК); 3) управление качеством (УК). Структурная сема управления качеством ЭС приведена на рис.7. 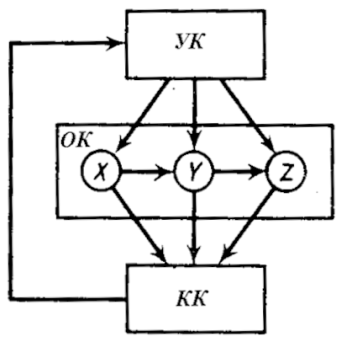 Рис. 7. Упрощенная структурная схема системы управления качеством ЭС Подсистемы, приведенные на рис.7, являясь самостоятельными, в то же время взаимосвязаны и взаимозависимы . Под обеспечением качества выпускаемого изделия понимают выбор технологического оборудования, режимов технологического процесса, материалов с необходимыми характеристиками и др. для требуемого технической документацией качества выпускаемых изделий. Подсистема обеспечения качества, представляющая собой производство изделий с заданными показателями качества, может быть представлена в виде: входа Х (необходимую для выпуска изделия конструкторско –технологическую документацию, обслуживающий персонал, помещение, технологическое оборудование и материалы); процесса Y (технологический процесс производства изделий); выхода Z (готовые изделия). Под контролем качества понимают наличие выбранных и определение превалирующих показателей качества, наличие необходимых методов и устройств контроля и испытаний, квалифицированный обслуживающий персонал. Под управлением качеством понимают совокупность квалифицированного персонала, программных и аппаратных средств, обеспечивающих такое функционирование подсистемы обеспечения качества, которое гарантировало бы выпуск изделия с требуемыми показателями качества. Подсистема обеспечения качества является основной в системе управления качеством ЭС. Структурная схема системы управления качеством ЭС (рис. 7) может быть применена в различных областях человеческой деятельности. На рис. 8 приведена структурная схема для простых в изготовлении изделий. 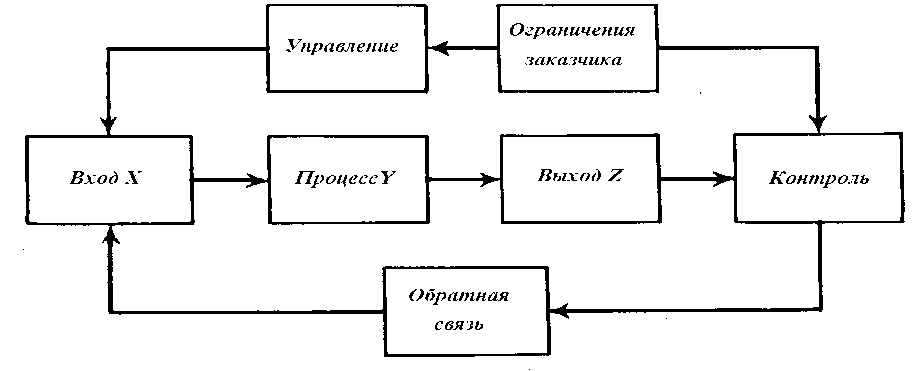 Рис. 8. Структурная схема управления простым технологическим процессом Управление осуществляется только по входу и для этого должна быть известна связь между выходными и входными параметрами. 4.6. СТАТИСТИЧЕСКИЕ МЕТОДЫ АНАЛИЗА КАЧЕСТВА ЭЛЕКТРОННЫХ СРЕДСТВ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



