НСИП. СН РК 4.01.-05-2002. Plastic pipes water supply and sewerage networks design and installation instruction
 Скачать 3.13 Mb. Скачать 3.13 Mb.
|

|
9.5.6 Түйіскен пісіру процесінің негізгі бақыланатын параметрлеріне мыналар жатады: қыздырғыш жұмыс беттерінің температурасы және оның беті бойынша температураның біркелкі таралуы, қыздыру ұзақтығы, балқыту тереңдігі; балқытқанда және отырғанда ұласқан қысымдардың шамасы. Пісіруден кейін ішкі және сыртқы граттың (белдіктердің) биіктігі h құбыры қабырғасының қалыңдығы S 5 мм дейін болғанда 2-2,5 мм артық болмау және қабырғалар қалыңдығы 6-20 мм болғанда 3-5 мм артық болмау керек. 9.5.7 Түйіскен кең қонышты пісіруге келесі операциялар кіреді: - жалғаулық бөлшек кең қонышының тереңдігіне және 2 мм қосылғанға тең құбырдың шетжақ ұшынан қашықтықта таңба салу; - дорнаға кең қонышты орнату; - қыздырғыш элементтің гильзасына құбырдың тегіс ұшын орнату; - пісірілетін бөлшектерді берілген уақыт ішінде қыздыру; - дорна мен гильзадан бөлшектерді бір мезгілде алу; - балқытылған материал қатқанғанға дейін ұстап таңбаға дейін бөлшектерді өзара қосу. Бөлшектер жалғасқаннан кейін бір-бірі туралы бөлшектерді пісіруде бұруға рұқсат етілмейді. Әр пісіруден кейін жұмыс беттерді жабысқан материалдан тазарту керек. Пісірілетін бұйымдардың жарым-жартылай қатуға дейінгі ұстау мерзімі қолданған материалға байланысты болады. 9.5.8 Пісірілген түйістерді таңбалауды пісіру қондырғысының ортаға дәлдегіш немесе жинақтау құрылғысының қысқыштарында түйістің суу процесінде екі диаметральді қарама-қарсы нүктелерде сыртқы граттың ыстық балқымасында операция аяқталған соң лезде өндіреді. Түйістерді таңбалау үшін МСТ 2930 бойынша ПУ-6 не ПУ-8 типті белгілерді пайдалану ұсынылады. 9.5.9 Салма электрлік қыздырғыш элементтері бар жалғаулық бөлшектер арқылы пісіруді қабырға қалыңдығы қалай болса да диаметрі 20-дан 500 мм дейін пластмасса құбырларды қосу үшін және тағы құбырға ершік бұруларды пісіру үшін қолданады. Салма қыздырғыштары бар муфталармен пісіруді өндіру мыналар үшін ұсынылады: - ұзын өлшемді құбырларды қосу; - қабырға қалыңдығы 5 мм кем құбырларды қосу; - қосылыс жағдайларда құбырларды жөндеу. Салма қыздырғыштары бар жалғаулық бөлшектерді қолданып құбырларды пісіруді минус 5 0С төмен емес температурасында өндіреді. Ауа температурасы басқа болғанда пісіру жүргізу қажет болған жағдайларда жұмыстар пісіру аймағын жылытуды қамтамасыз етіп қорғайлайтын паналарда (шатырларда, палаткаларда) орындалады. Пісіру орны ылғал, құм, шаң және т.с әсерінен қорғалады. 9.5.10 Салма қыздырғыштары бар муфталар арқылы құбырларды қосу технологиялық процесіне кіретіндер: - құбыр ұштарын дайындау - ластанудан тазалау, белгілеу, пісірілетін беттерді механикалық өңдеу (циклдеу) және оларды майдан тазарту. Құбырлардың тазаланатын ұштарының жалпы ұзындығы пісіру үшін қолданатын муфталар ұзындығының 1,5 кем болмау керек; - түйісті құрастыру (бір мерзімде муфтаны отырғызып орта дәлдегіш құрылғысының қысқыштарында пісірілетін құбырлардың ұштарын орнату және бекіту); - пісіру аспабына қосу; - пісіру (пісіру процесінің бағдарламасын беру, қыздыру, қосуды суыту) 6-сурет бойынша. Механикалық өңдеу алдында муфта ұзындығының 1/2 ұзындығына пісірілетін құбырлардың ұштарына өңдеу аймағын белгілеу үшін муфта отырғызу тереңдігінің белгілері қондырылады. Құбырлар ұштарын механикалық өңдеу құбырдың белгіленген ұшының бетінен қалыңдығы 0,1-0,2 мм материал қабатын алудан және қабыршақтануды жоюдан тұрады. Құбырдың пісірілетін беттер мен кең қоныш бөлшектің аралығындағы саңылау 0,3 мм аспау керек. Құбырлардың пісірілген беттері механикалық өңдеуден соң және муфталар осы мақсаттар үшін сүрту арқылы ұқыпты майдан тазаланады. Жеке герметикалы буып-түйіп жеткізілетін және тікелей құрастыру алдында ашылатын салма қыздырғыштары бар муфталар майдан тазалануға жатпайды.  6-сурет. Салма қыздырғышы бар муфтамен құбырларды пісіру 1-құбыр; 2- муфта отырғызу белгісі және құбыр бетін механикалық өңдеу; 3- муфта, 4- салма қыздырғыш; 5-ток жүргізетін(пісіру) сымдар.  7-сурет. Құбырларды түйістіргенде саңылау қондыру 9.5.11 Қабырғалар ұштарының перпендикулярлық шегі және олардың аралығындағы ең үлкен саңылау 2 және 3- кестелерде (7-суретте) келтірілген. 2-кесте - Құбырлар ұштарының перпендикулярлық шегі
3-кесте - Екі құбыр аралығындағы максимальды мүмкін саңылау
Ескерту - *Диаметрлері 20, 32 ,40 мм муфталардың ішкі қуысында пісірілген құбырлардың ұштарын тіреу үшін технологиялық орталық тізбекше ескеріледі. 9.5.12 Құрастыру процесіне мыналар кіреді: - муфта мен құбырдың шетжақ ұштары беттестенгенше бірінші құбырдың ұшына муфтаны кіргізу. Құрастыру құрылығысының қысқашында құбырдың ұшын бекіту; - бірінші құбырдың дөңбек ұшына тіреп екінші құбырдың ұшын орнату және жинақтау құрылғысының қысқашында бекіту; - құрылғы қысқашындағы тіреуге дейін немесе құбырға түсірілген белгіге дейін муфтаның 1/2 ұзындығына екінші құбыр ұшына муфтаны жылжыту; - пісіру аспаптарынан ток жүргізетін сымдарды муфтаның клеммаларына қосу. Құбыр ұшына муфтаны кигізуді немесе муфтаға құбыр ұшын енгізуді салма қыздырғыштарын (сым электр серіппесін) бұзылудан сақтау үшін көп күш салмай сақтықпен, қиғаштанусыз және бұраусыз өндіреді. Құрастырылған құбырлар иіліссіз тура сызықты және салбыраусыз үйіледі, муфтаның ток жүргізетін клеммалары емін-еркін жұмыс істеуге мүмкіндік беретін жағдаймен орналастырылады. Пісіру тәртіптерінің параметрлерін муфтаның түржиынына байланысты пісіру аппаратында анықталады немесе муфтаның штрихты кодынан, немесе пайдаланатын муфталар мен пісіру аппараттар түріне байланысты бергіш арқылы магниттік карточкасынан салыстырылып оқылады. Аппаратты қосқан соң пісіру процесі автоматты тәртіпте жұмыс істейді. Қыздыру аяқталған соң пісірме қосуын 20 мин. суығаннан кейін ауыстыруға болады. 9.5.13 Құбырларға ершік бұрмаларды пісіру келесі жүйелілікпен жүргізіледі: - құбырда бұрма пісіретін орын белгіленеді; - бұрма пісірілетін жерде құбыр беті тазартылады, сосын майы кетіріледі; - бұрманың пісірілетін бетін, егер ол дайындаушымен тікелей құрастыру алдында ашылатын саңылаусыз жеке буып-түюмен жеткізілсе майдан тазаланбайды; - бұрманы құбырға орнатады, сосын оған механикалық қысқаш арқылы бекітіледі; - пісіру сымдарын ток өткізгіштің түйіскен клеммаларына қосып, пісіру жүргізіледі. 9.5.14 Суығаннан соң пісірілген бұрманың құбыршасы арқылы бұрма мен құбырдың ішкі қуыстарын қосу үшін құбырдың қабырғаларын бұрғылайды (фрезермен өңдеу). 9.5.15 Пісірме қосуларының сапасын бақылау нормативтік құжаттамаларға сәйкес жүргізіледі. Салма қыздырғыштары бар муфталар мен бұрмалар арқылы орындалған пісірме қосуларының сапасын бағалау үшін муфталы қосулар сопаюға, ал ершік бұрмалар - үзілуге сыналады. 9.5.16 Пісірілмейтін полимер материалдарынан жасалған құбырлар, оның ішінде әйнек және базальт иілімділер, өзара және үлгілі бөлшектермен баса салынып желімденеді. 9.5.17 Желімденетін беттер арнайы механикалық өңдеуден өту керек, майдан тазаланып, желімдену керек. Желімнің құрамы не оның маркасы құбыр материалына сәйкес келу керек. 9.5.18 Желімді қосылыстардың пішін үйлесімі және өлшемдері пайдаланатын құбырлардың қызмет мерзімін және жинақтау жұмыстарының орындау технологиясын есепке алып орындалу керек. 9.5.19 Желім тәртібінде бетті әзірлейтін технологиялық процестер, ал қажет болған жағдайда желімдеу процестің өзін дайындау, қажет параметрлері көрсетілген қосуларды сынауға дейін уақыт кіретін желімдеу технологиясы көрсетілуі керек. 9.6 Құбырларды металл жалғаулық бөлшектермен қосу 9.6.1 Полимер материалдарынан жасалған пісіру не желімдеу арқылы қосылмайтын құбырларды қысқыш сақиналары, муфталары бар металл оймалы қосулар арқылы немесе жапқыш сомындармен өзара және жалғаулық бөлшектермен қосу керек. 9.7 Пісірме үлгілі бөлшектерді дайындау 9.7.1 Құбырлардан жасалған пісірме үлгілі бөлшектерді (бұрмалар, иіндер, үш тармақтар, айқаспалар және өткінші үш тармақтар) құю әдісімен дайындалған тиісті бөлшектер жоқ болғанда қолдануға рұқсат етіледі. 9.7.2 Полиолефиндерден жасалған құбырлар үшін үлгілі бөлшектерді түйіскен ұласқан пісірумен, ал ПВХ-дан жасалған құбырлар үшін газды шыбықты пісірумен дайындау керек. 9.7.3 Полиолефиндерден жасалған құбырлар үшін түйіскен ұласқан пісірумен бұрмалар, иіндер, үш тармақтар және айқаспалар дайындау технологиясына келесі операциялар кіреді. (9-сурет): - дайындамаларға құбырлар кесу; - ластанудан құбырлар ұштарын тазалау және ұштарын шетжақтау; - пісіру (бұрмалар мен иіндерді); - үшбұрыш ұшын кесу (үш тармақтар мен айқаспалар үшін); - пісіру (үш тармақтар мен айқаспалар). 9.7.4 Түйіскен ұласқан пісірумен үлгілі бөлшектерді дайындау үшін бөлшектердің дұрыс өзара орналасуын қамтамасыз ететін арнайы жабдықтар мен құрылғылар қолдану керек, сонымен 9.5.3. - т. баяндалған талаптар сақталу керек. Ұштарын шетжақтау үшін алмаспалы кескіштермен жабдықталған екі жақты фреза қолдану керек. 9.7.5 Үш тармақтар мен айқаспаларды дайындағанда пісірілген үшбұрыштың сүйір ұшын кесіп алуды және оған құбырды пісіруді немесе үшбұрыштарды өзара пісіруді алдыңғы пісірілген жік толық суыған соң жасаған жөн. Үшбұрыштың сүйір ұшын кескенде кесу сызығын балқытқанда және пісіргенде құбырлардың отыруын теңелту үшін үшбұрыш (10-сурет) сүйір ұшының жағына қарай осьтердің қиылысу нүктесінен 2-2,5 мм жылжыту керек.  8-сурет. Салма қыздырғыштары бар ершік бұрмаларды құбырмен пісіру а-ершік қыздырғышы бар бұрма; б-айналма қыздырғышы бар бұрма; 1-құбыр; 2-бұрмаларды отырғызатын және құбыр бетін механикалық өңдеу таңбалары; 3-бұрма; 4-салма қыздырғыш; 5-жартылай қамыт; 6-бекіткіш бұрандалары; F - бұрманы құрастырғанда және пісіргенде қысу күшінің бағыты. 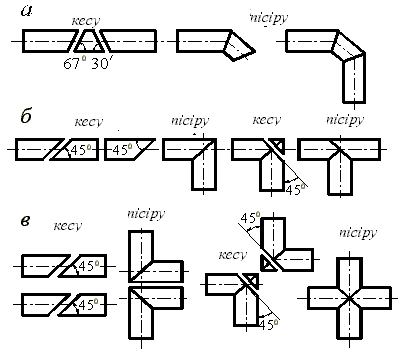 9-сурет. Түйіскен ұласқан пісірумен үлгілі бөлшектер дайындау процесінің нұсқасы а-бұрмалар мен иінділерді; б-үш тармақтарды; в-айқаспаларды.  10-сурет. Үшбұрыштар мен айқаспалар дайындағанда үшбұрыш сүйір ұшын кесу 1-кесу сызығы; 2-үшбұрыштың сүйір ұшы. 9.7.6 Пісірме бұрмалардың әдеттегідей бірден үшке дейін секторлар болу керек. Пісірме бұрманың қисықтық радиусы құбырдың сыртқы диаметрінің 1-1,5 құрау керек. 9.7.7 Полиолефиндерден жасалған құбырлар үшін өткінші үш тармақты тармақтың мойнына (сорумен қалыпқа құю әдісімен алынған) түйіскен пісірумен дайындайды. Бұрманы мойынға оны қалыпқа құйған соң 8 сағаттан ерте емес уақытта пісіру керек. Көрсетілген өткінші үш тармақтар тасымалданатын заттың температурасы 300С артық болмағанда қолданылады. 9.7.8 Газды шыбық пісірумен ПВХ жасалған құбырлар үшін бұрмалар, иінділер, үш тармақтар және айқаспалар дайындау технологиясына мына операциялар кіреді: - құбырларды дайындамаларға кесу; - бөлшектерді пісіруге дайындау; - газда шыбық пісіру. 9.7.9 Пісірме үлгілі бөлшектерді сынауға арнайы талап қойылғанда оларды сынау тәртібі барлық құбырларды сынау тәртіптеріне сәйкес келу керек. 9.8 Құбырдың ішкі тармақтарын жинақтау 9.8.1 Сумен жабдықтаудың ішкі жүйелерін құрастыру жұмыс өндірісінің жобасына және технологиялық карталарға сәйкес, ҚНжЕ 3.05.01-85* талаптарын бұзбай оң температурада өндіру керек. 9.8.2 Құбырларды құрастыруды газ және электрмен пісіру жұмыстары аяқталған соң орындау керек. 9.8.3 Құрастырғанда әдеттегідей құбырлардың ірілендірілген тораптарын қолдану керек. 9.8.4 Құбырлардың және жалғаулық бөлшектердің ойма қосуларын реттеуші моменті бар кілттерді пайдаланып немесе қолмен орындау керек. 9.9 Ішкі канализация және суағарларды құрастыру 9.9.1 Канализацияның және суағарлардың ішкі тармақтарын құрастыру жеке құбырларды және жалғаулық бөлшектерді оларды орындары бойынша бекітуді де және ірілендірілген тораптарды да пайдалану арқылы және оның ішінде тазалық-техникалық кабиналарда жиналғандарды, кабиналардың тік құбырларын қабат аралық қоспалармен ілестіріп орындауға болады. 9.9.2 Тығыздағыш сақиналары бар кең қонышты қосылыстарды құрастырғанда келесі операциялар орындалады: - бөлшектің тегіс ұшының сыртқы бетін немесе бөлшектің және кең қоныштың ішкі бетін ластанудан тазалау; - тығыздағыш сақинаны ластанудан және майдан тазалау; - тығыздағыш сақинаны кең қоныш науасына төсеу; - құбырдың тегіс ұшын не жалғаулық бөлшекті және тығыздағыш сақинаны сабынның ерітіндісімен, глицеринмен немесе олардың қосындысымен (майлау үшін солидол немесе басқа да ұқсас майларды қолдануға рұқсат етілмейді) майлау; - жиналған бөлшектерді айналдыру арқылы құрастыру сапасын міндетті түрде тексеріп және жинақтау қалпына қолмен қайтарып таңбаға дейін кең қонышқа тегіс ұшты енгізу. 9.9.3 Тік құбырларға және бұрма құбырларына тіреулер қамыттарын бекітуді оларды жобалық жағдайда тазалық аспаптармен қосқан соң өндіру керек. 9.10 Сумен жабдықтау және канализация жерасты тораптарын жинақтау 9.10.1 Сумен жабдықтау және канализация тораптарын салуды ҚНжЕ 3.01.01-2002*-нің талаптарына сәйкес орындау керек. 9.10.2 Түбі бойынша ор ені құбырдың сыртқы диаметрінен 40 см кем емес артық болу керек. Құбырлар төсеу алдында орлар түбіне тығыз және қатты топырақтарда қалыңдығы 10 см кем емес құмнан төсем ескерген жөн. Ұзын өлшемді құбырларды төсегенде және орларды тар қамтитын шынжырлы экскаватормен қазғанда ор енін азайтуға болады. 9.10.3 Құбырларды құрастыруды орындау керек: ор түбінде кең қоныш қосылыстармен; ажырамайтын қосылыстарды әдеттегідей ор жиегінде. 9.10.4 Құбырларды көмгенде құбыр үстіне қатты қосымшалар (қиыршық тас, тастар, кірпіштер және т.б.) болмайтын қалыңдығы 30 см кем емес құм не жұмсақ жергілікті топырақтан жасалған қорғау қабатын міндетті түрде құру керек. Құбырды топырақпен нығыздау қолмен, механикаландырылған емес құралмен өндіріледі. Ор қабырғасы мен құбыр аралығы қуыстарындағы топырақты және барлық қорғау қабатын тығыздау жобамен бекітілген тығыздық коэффициентіне жеткенше қолмен механикаланған тығыздағышпен өндіру керек. Тікелей құбыр үстіндегі қалыңдығы 10 см бірінші қорғау қабатын тығыздауды қол құрылыммен өндіріледі. 9.10.5 Қысымды құбырлардың кең қонышты қосуларын келесі технология бойынша орындайды: - құбырдың тегіс ұшын ластанудан және майдан тазалау; - кең қонышқа құбыр ұшын жылжыту тереңдігін белгілейтін таңбасын құбырдың тегіс ұшына түсіру; - кең қоныш ойығына тығыздағыш сақинаны жайғастыру; - құбырдың тегіс ұшын және тығыздағыш сақинаны майлау (глицеринді не сабынның ерітіндісі); - таңбаға дейін кең қонышқа құбырлардың тегіс ұшын жылжыту. Құбыр ұштарында зауыт жағдайында не жинақтау орнында орындалған 15 0С бұрышты қиғаш кесік (фаска) болу керек. Диаметрі 110 мм дейін кең қонышты қосылыстарды құрастыру қолмен жүзеге асырылады, диаметрі үлкен құбырлар үшін кергіш құрастыру құрылғылары пайдаланылады. Қосу құрастыруының және тығыздағыш сақинасын жайғастыру туралығын қалыңдығы 0,5 мм қуыс құлақпен тексереді. 9.10.6 Кең қонышты қосуларды құрастыруды сыртқы ауаның температурасы нөлден төмен болмағанда өндіру керек. Тығыздағыш сақиналар жинақтау жұмыстары басталғанша жылы бөлмеде сақталу керек. 9.10.7 Қуыстарды көмгенде және топырақтың қорғаныс қабатын жасағанда құбырлар қосулары герметикалыққа алдын ала сынаулар жүргізгенше көмілмей қалтырылады. Қуыстарды көму және шұңқырларда топырақты тығыздау механикалық тығыздағыштарды пайдаланып өндіріледі. 9.10.8 Құдықтарда тораптарды құрастыру құбырды төсеумен бір уақытта жүргізіледі. Құбырларды фланцеларға, тиек және реттеуші арматураға қосуды бұрандаларды тартпай құбырды топырақтың қорғау қабатымен көму алдында өндіріледі. Бұрандалы қосуларды ақырғы тарту тікелей жүйені гидравликалық сынау алдында орындалады. 10 ҚҰБЫРЛАРДЫ СЫНАУ ЖӘНЕ ПАЙДАЛАНУҒА ТАПСЫРУ 10.1 ҚНжЕ 3.05.04-85*-ке сәйкес сумен жабдықтау және канализациялық қысымды және қысымсыз құбырлар екі рет (алғашқы және соңғы) гидравликалық не пневматикалық тәсілмен беріктікке және тығыздыққа (саңылаусыздыққа) сыналады. 10.2 Орды көмуге және арматураны (гидранттарды, сақтық клапандарды, вантуздарды) орнатуға дейін орындалатын берікітікке сынағанда алғашқы сынау (артылған) гидравликалық қысымы 1,5 коэффициентіне көбейтілген есептік жұмыс қысымына тең болады. 10.3 Құбырдың осы учаскесінде орды көмгенге дейін және барлық жұмыстар аяқталған соң, бірақ гидранттар, сақтық клапандар және вантуздар орнатқанға дейін, олардың орнына сынау мерзімінде бұқтырмалар орнатылады, орындалатын тығыздыққа сынағанда соңғы сынау гидравликалық қысымы 1,3 коэффициентіне көбейтілген есептік жұмыс қысымына тең болады. 10.4 Құбыр ұштары бойынша және бұрмаларда тығыздағыш сақиналары бар кең қонышты қосулармен қысымды құбырларды сынауға дейін уақытша немесе тұрақты тіреулер жасау керек. 10.5 Қысымды құбырлардың алғашқы гидравликалық сынауын келесі тәртіппен өндіру керек: - құбырды сумен толтыру және қысымсыз 2 сағат бойы ұстау; - құбырда сынау қысымын жасау және оны 0,5 сағат бойы ұстау; - сынау қысымын есептелгенге дейін төмендету және құбырды қарап тексеру. Құбырды жұмыс қысымы астында ұстау 0,5 сағаттан кем емес өндіріледі. Құбырдың сырты деформациялануы нәтижесінде құбырда толық тұрақтандырылғанша сорғышпен суды бақылау арқылы сынау не жұмыс қысымын сүйемелдеу керек. Егер сынау қысымының астында құбырлардың не түйістердің үзілуі (жарылуы), ал жұмыс қысымының астында көрнекі су ағуы табылмаса, құбыр алғашқы гидравликалық сынауға шыдады деп есептеледі. 10.6 Тығыздыққа ақырғы гидравликалық сынау келесі тәртіппен өндіріледі: - құбырда есептік жұмыс қысымына тең қысым жасау керек және оны 2 сағат ұстап тұру керек, 0,02 МПа қысым құласа сорғышпен су басқылау керек; - қысымды 10 мин артық емес мерзімде сынау деңгейіне дейін көтереді, сосын оны 2 сағат бойы ұстап тұру керек. Егер сынау қысымында құбырдан судың ақиқат ағуы 4-кестеде көрсетілген мәндерден аспаса құбыр ақырғы гидравликалық сынауға шыдады деп есептеледі. 4-кесте - Саңылаусыздыққа ақырғы сынауларда ұзындығы 1 км құбыр учаскесінде судың мүмкін ағуы
Өздігінен ағатын канализация жүйелерінің гидравликалық сынауларын құдықтарды су айыру жұмыстары аяқталған соң екі кезеңде орындайды: құдықсыз (алғашқы) және құдықтармен бірге (ақырғы). 10.8 Құдықтармен бірге канализациялық құбырлардың ақырғы сынауын ҚНжЕ 3.05.04-85*-ке сәйкес өндіреді. 10.9 Ішкі құбырлардың полимер материалдарынан жасалған жүйелерінің гидравликалық сынауларын соңғы пісіру және желім қосылыстарын орындаған соң 24 сағаттан ерте емес қоршаған ортаның оң температурасында жүргізеді. 10.10 Ішкі суағар жүйелерінің гидравликалық сынаулары оларды тікқұбырларды барлық биіктігі бойынша сумен толтыру арқылы жүзеге асырылады. Сынауларды құбырлардың сыртын қарау және көрінген ақауларды жойған соң жүргізеді. Желімделген құбырлардың гидравликалық сынауын соңғы қосуды орындаған соң 24 сағаттан ерте емес бастайды. Егер құбырларды сыртынан қарағанда оны сумен толтырғаннан кейін 20 мин. өткен соң тесіктер не басқа ақаулар табылмаса және тік құбырларды су деңгейі төмендемесе суағарлар жүйесі сынауға шыдады деп есептеледі. 10.11 Полимер материалдарынан орындалған құбырлардың пневматикалық сынаулары оларды жерде және жер үстінде салғанда келесі жағдайларда өндіріледі: қоршаған ауаның температурасы 0 0С төмен; техникалық себептерге байланысты қолдануға болмағанда; сынаулар үшін су қажетті мөлшердегі су болмағанда. Полимер материалдарынан жасалған құбырлардың пневматикалық сынау тәртібі және сынаулардағы қауіпсіздік талаптары жобамен белгіленеді. 10.12 Диаметрі үлкен құбырлардан жасалған өздігінен ағатын канализациялық тармақтардың алғашқы және ақырғы сынауларын пневматикалық тәсілмен өндіруге рұқсат етіледі. Алғашқы сынауларды орды біржолата көмуге дейін жүргізеді (пісірме қосуларды топырақпен көмбейді). Сығылған ауаның 0,05 МПа тең сынау қысымын 15 мин ішінде құбырды ұстап тұрады. Сонымен пісірілген, желімделген және басқа да түйістер қаралады және кірген ауаның дыбысы бойынша, сабын эмульсиясымен сыланған түйіс қосулары арқылы ауа шығатын жерлерде пайда болатын көпіршіктер бойынша тығыз емес жерлерді айқындап білу керек. Пневматикалық тәсілмен соңғы сынаулар сыналатын құбырдың ортасында құбыр үстінде жерасты суларының деңгейі 2,5 м кем болғанда жүргізіледі. Соңғы пневматикалық сынауларға ұзындығы 20-100 м учаскелер тартылады, сонымен құбырдың ең жоғары және төмен нүктелері аралығындағы құлама 2,5 м аспау керек. Пневматикалық сынаулар құбыр көмілген соң 48 сағаттан кейін жүргізіледі. Сығылған ауаның сынау артылған қысымы 5-кестеде көрсетілген. 5-кесте - Өздігінен ағатын канализациялық құбырларды пневматикалық сынағанда сығылған ауаның сынау қысымы.
10.13 Құбырларды пайдалануға қабылдауды “Қазақстан Республикасындағы салынған объектілерді қабылдау жөніндегі қабылдау және жұмысшы комиссияларының өкілеттіктерін, міндеттемелерін, сондай-ақ міндетті құрамын белгілеу туралы ережелер” ҚНжЕ 3.01.04-87 және ҚНжЕ 3.05.04-85*-тің негізгі ережелерін басшылыққа алып жүргізу керек. Сумен жабдықтау және қысымды канализациялық құбырларды сынағанда және оларды пайдалануға бергенде: - жасырынды жұмыстарға актілер (негіз, тіреулер және құбырлардағы құрылыс құрылымдары және т.б. бойынша); - құбырларды және элементтерді сыртқы қарау актілері (тораптар, құдықтар және т.б.); - құбырларды беріктікке және тығыздыққа сынаулар актілері; - құбырды жуу және дезинфекция жасау актілері; - орындалған жұмыстардың жобаға сәйкес келуін анықтау; - құбырлар мен жалғаулық бөлшектер сапасының кіріс бақылауының актілері жасалу керек. 10.14 Жасырынды жұмыстарды қабылдау және құбырларды сынау мен сыртқы қарау актілерін тексеруден басқа қысымсыз құбырларды қабылдау турашылдығын тексерумен, сондай-ақ құдықтардағы науаларды аспаптық тексерумен қоса орындалу керек. Ішкі құбырларды қабылдағанда қосымша полимер құбырлары, жалғаулық бөлшектері мен арматураға паспорттарды не сертификаттарды тексеру жүргізіледі. 11 ПОЛИМЕР МАТЕРИАЛДАРЫНАН ЖАСАЛҒАН ҚҰБЫРЛАРДЫ ЖИНАҚТАҒАНДА ҚАУІПСІЗДІК ТЕХНИКАСЫ 11.1 Қауіпсіздік техникасының жалпы талаптары ҚР ҚНжЕ 1.03.05-2001-де көрсетілген, бұдан басқа осы тараудың талаптарын орындау керек. 11.2 Пісіру жабдықтарын және электр өткізгіштердің оқшаулауын, құбырлар ұштары мен дөңбек бастарын механикалық өңдеуге арналған құрылғылардың жұмыс істеуін қарау және бақылау қажет. Тексеру нәтижелері жабдықтардың паспорттық мәліметтеріне сәйкес келу керек. 11.3 Техникалық қарауды жұмыс өндірісінің журналында тексеру нәтижелерін тіркеп айында бір реттен кем емес жүргізу керек. 11.4 Пісіру тәртіптері параметрлерінің мәні полимердің әр түрі үшін технологиялық нормалардың талаптарына сәйкес болу керек. 11.5 Полимер материалдарынан жасалған құбырлардың құрылысында пісіру-құрастыру жұмыстарының өндірісіне арнайы бағдарлама бойынша теориялық және практикалық оқу өткен және арнайы бағдарлама бойынша тексеру түйістерін пісірген пісірушілер қатысуға рұқсат беріледі. 11.6 Құбырлар сақтау және құрастыру барысында қоршаған ортаға уытты заттар шығармайды және тікелей жалғасқанда адам организміне әсерін тигізбейді. Құбырлармен жұмыс істегенде өрт қауіпсіздік ережелерін сақтау керек. Өрт басталғанда және құбырлар жана бастағанда оларды келесі өрт сөндіру құралдарымен сөндіру керек: сулағышы бар шашыраңқы сумен; от сөндіретін құралдармен: қостотық көміртек, көбік, от сөндіретін ұнтақ ПФ, құм, киіз. Өртті МСТ 12.4.121 бойынша В маркасының газтұмылдырықтарымен сөндіру керек. 11.8 Құбырлардың гидравликалық және пневматикалық сынауларын оларды сенімді бекіткен және олардың ұштарына және бұрылыстарында тіреулер орнатқан соң өндіру керек. 11.9 Құбырларды құрастыру және сынау кезінде оларға сатылар, басқыштар сүйеуге, құбыр бойымен жүруге рұқсат етілмейді. Балғамен құбырларды тарсылдатуға немесе оларды ор қабырғаларынан не құрылыс құрылымдарынан тартуға рұқсат етілмейді. 12 ПОЛИМЕР МАТЕРИАЛДАРЫНАН ЖАСАЛҒАН ҚҰБЫРЛАРДЫ ТАСЫМАЛДАУ ЖӘНЕ САҚТАУ 12.1 Полимер құбырлары мен жалғаулық бөлшектерін көліктің осы түріне әрекеттегі жүктерді арту және бекіту техникалық шарттарына, жүктер тасымалдау ережелеріне және жүктің механикалық бұзылуынан сақтау бойынша шарттармен қамтамасыз етілетін жағдайда жеткізушінің техникалық талаптарына сәйкес көліктің қай түрі болса да тасымалдауға болады. Тасымалдаумен байланысты барлық жұмыстарды тиісті мөлшерлік құжаттарда көрсетілген қоршаған ауаның температурасы төмен болмағанда өндіру керек. 12.2 Полимер материалдарынан жасалған құбырларды оларды дайындауға арналған мөлшерлік құжаттарға сәйкес бухталарға немесе орауыштарға орап, жеке байламдарға буып-түю не үлкен диаметрі жеке құбырлармен сақтау және тасымалдау ұсынылады. 12.3 Құбырлар мен бөлшектерді артып-түсіргенде, әсіресе ауа температурасы сол және нөлге жақын болғанда соққылар мен механикалық бүлінуден сақтау үшін күтімді болу керек. 12.4 Құбырларды қоймаларда сақтағанда мөлшерлік құжаттарда көрсетілген шарттар сақталу керек, сонымен құбырлар қатарының биіктігі болу керек: - құбырларды 2 айдан астам сақтағанда - 2 м биік емес; - 2 айға дейін сақтағанда - 3 м биік емес; - НПВХ жасалған құбырлар үшін 13, 6, 17, 21 SDR белгісі барларға - 5 м биік емес, 26, 33, 41 SDR белгісі барларға - 3 м биік емес. Орауыштарға оралған құбырларды тек вертикаль қалпында сақтауға рұқсат етіледі. Жалғаулық бөлшектерді сақтау тек буып-түйілген қалпында жүзеге асырылу керек. Құбырлар мен жалғаулық бөлшектерді механикалық бұзылудан, деформацияланудан, оларға мұнай өнімдері мен май тиюден, ішкі беттерін ластанудан, күн сәулесі түсуден бұзылмаушылығын қамтамасыз ету керек. 12.5 Құрастыру кезеңінде құрылыс алаңшасында құбырлар мен бөлшектерді сақтау мерзімі ең аз болу керек. 1-қосымша (анықтама) ҚҰБЫРЛАР МЕН ЖАЛҒАУЛЫҚ БӨЛШЕКТЕР ӨНДІРГЕНДЕ ҚОЛДАНАТЫН КЕЙБІР ПОЛИМЕР МАТЕРИАЛДАРЫНЫҢ ФИЗИКА-МЕХАНИКАЛЫҚ ҚАСИЕТТЕРІ
Ескертулер 1* Фенолформальдегидті, полиэфирлі және эпоксид шайырлары үшін. 2** Осьтік бағытта. 3 Кестеде келтірілген мәліметтер анықтама ретінде, полимер материалдарының физика-механикалық қасиеттерін дайындаушы зауыттың техникалық құжаттамасы бойынша анықтау керек. 2-қосымша (анықтама) ПОЛИМЕР МАТЕРИАЛДАРЫНАН ЖАСАЛҒАН ҚҰБЫРЛАР ЖІКТЕУІ 2.1 Қазіргі уақытта халық аралық жіктеу бойынша құбырларды таңбалау «SDR» мен «S» серияларының стандарттық қатынасы бойынша өндіріледі, олардың мәндері мына формулаларымен анықталады: 2.2 Әрекеттегі нормативтік құжаттар қысымды құбырлар үшін құбырлардың сыртқы диаметрі мен қабырға қалыңдығының ара қатысын максимальды жұмыс қысымына: 0,25; 0,32; 0,4; 0,6; 1; 1,6; 2; 2,5 МПа байланысты мына формуламен анықтайды: мұндағы р - Максимальды жұмыс қысымы (МОР), МПа; Dс - құбырдың сыртқы диаметрі, м; s - құбыр қабырғасының қалыңдығы, м; [ Максимальды жұмыс қысымы «S» және «SDR» мына қатынасқа байланысты мұндағы MRS- минимальды беріктік, МПа; С - Беріктік қорынының коэффициенті, материалдың әрбір түріне белгіленеді және тиісті ережелер жинағында келтірілу керек. НПВХ С = 2,5-дан жасалған құбырлар үшін С = 2,0 ол құбыр қабырғасы кернеуі s = 10 Мпа (НПВХ 100), сәйкес келеді; С = 2,0, ол құбыр қабырғасы кернеуі s = 12,5 Мпа (НПВХ 125) сәйкес келеді. 2.3 Канализациялық құбырлар айналма қаттылығы G0, кПа, бойынша кластарға бөлінеді  (2.5) (2.5)мұндағы E0 - материал серпімділігінің модулі, кПа; dm - құбыр қимасының орташа диаметрі, м; μ - құбыр материалының Пуассон коэффициенті G0 < 2500 болғанда құбыр «қатты емес», G0=2500 - 5000 - “жартылай қатты”, G0=5000 - 10000 болғанда “қатты” деп саналады. 2.4 Сумен жабдықтауға арналған құбырлар полиэтиленнен 2.1-кестеде келтірілген максимальды ұзақ MRS беріктікпен дайындалады Құбырдың есептік кернеуі материал үшін МRS мағынасына тең не 1,25 кем есептік коэффициентті қолдану арқылы анықталу керек. Пайдалану жағдайларына және қоршаған ортаны қорғау мәселелеріне байланысты есептік коэффициенттің үлкенірек мәнін қолдануға болады. МRS және ss арасындағы тәуелділік әр түрлі коэффициенттер үшін 2.2-кестеде келтірілген. 2.1- кесте
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||