Художественное литье. Учебник для технических вузов и художественнореставрационных училищ. Спб. Политехника, 1996. 231 с. ил
 Скачать 2.15 Mb. Скачать 2.15 Mb.
|

|
Рецензенты: кафедра физико-химии литейных сплавов и процессов Санкт-Петербургского технического университета и заслуженный деятель науки и техники России д-р техн. наук проф. Г. Ф. Баландин Магницкий О. Н., Пирайнен В. Ю. Художественное литье: Учебник для технических вузов и художественно-реставрационных училищ. — СПб.: Политехника, 1996. — 231 с.: ил. ISBN 5-7325-0403-6 В учебнике рассмотрены литейные свойства сплавов, а также их эстетические характеристики: цвет, звук, отражательная способность. Приведены теоретические предпосылки составления рецептов формовочных смесей для различных технологически» процессов литья. Дано описание процессов формовки, заливки, затвердевания, усадки, а также различных технологических процессов художественного литья: в землю, вакуумно-пленочным методом, по выплавляемым моделям. Отдельно анализируется специфика ювелирного литья. 'Рассмотрены процессы эмалирования, окраски, металлизации, нанесения катодно-ионных покрытий. © Издательство «Политехника», 1996 ПРЕДИСЛОВИЕ Государственным общеобразовательным стандартом предусмотрена подготовка инженеров-технологов, специализирующихся в области художественной обработки широкого спектра материалов (металлы, керамика, стекло, дерево, ткани и др.), в том числе изготовления художественных изделий методами литья (специальность 121200). Производство художественных отливок, разнообразных по форме, материалу, размерам, имеет целый ряд специфических особенностей, отличных от особенностей производства машиностроительного литья. В обширной литературе, посвященной проблемам литейного производства, специфика художественного литья практически не нашла отражения. В немногочисленных книгах о художественном литье описаны только отдельные технологии, причем, как правило, традиционные, в то время как для изготовления художественных отливок с успехом используются вакуумно-пленочное литье, литье на замораживаемом связующем, вакуумная ионно-плазменная технология и др. Настоящий учебник является первой попыткой систематизировать имеющийся огромный научный задел в области теории литейных процессов применительно к художественному литью в соответствии с требованиями общеобразовательного стандарта. С этих позиций описаны конкретные технологические приемы литья художественных изделий. В основу учебника положены не только фундаментальные работы отечественных и зарубежных ученых, но и практический опыт литейщиков и материаловедов Центрального института материалов. Северо-западного заочного политехнического института. Санкт-Петербургского технического университета. Поскольку для художественных отливок первостепенными являются эстетические качества, авторы не смогли обойти вопросы отделки и реставрации литых художественных изделий, которые в специальной литературе о литейном производстве ранее не освещались. Вместе с тем в учебнике не нашли отражения технико-экономические аспекты выбора материалов и технологии, так как потребительская стоимость художественного произведения определяется в основном искусством художника. Авторы полагают, что не все разделы учебника написаны одинаково удачно и с благодарностью примут любые замечания и пожелания. Глава 1 ИЗ ИСТОРИИ РАЗВИТИЯ ХУДОЖЕСТВЕННОГО ЛИТЬЯ История развития цивилизации неразрывно связана с освоением материалов. В этом плане трудно переоценить роль металла. Американский этнолог Генри Льюис Морган писал, что когда варвар научился получать и применять металл, тогда «девять десятых борьбы за цивилизацию было выиграно». Появление орудий из металла способствовало не только техническому прогрессу (в земледелии, строительстве, ремеслах), но и социальному: образование первых государств совпадает с началом бронзового века. С металлом первобытный человек познакомился несколько тысячелетий тому назад. Имеются сведения, что примерно за 92 века до н. э. народности, населявшие территорию Анатолии (азиатскую часть современной Турции), употребляли медь, найденную в самородном виде. Золотые изделия появились примерно за 60 веков до н. э., а изделия из метеоритного железа — примерно в XXX веке до н. э. Но для того чтобы получать отливки, человек должен был научиться плавить металл. На это потребовалось 47 веков. Самые древние отливки, обнаруженные археологами на территории Анатолии, Месопотамии, Ирана, датируются XLV веком до н. э. Спустя несколько веков технология литья была освоена народами, населявшими Кавказ,. Северную Африку, Европу. В истории развития литейной технологии можно выделить три периода. Первый (от появления первых отливок до XIV века н. э.) — это п е-риод примитивной технологии. На этом этапе имело место исключительно индивидуальное производство в основном предметов быта, культа, оружия, украшений. Второй (от XIV века н. э. до середины XIX века) — период ремесленной технологии. Литье превратилось в самостоятельное ремесло. Ручная формовка достигла совершенства. Третий (от середины XIX века до конца XX века) — период промышленной технологии. Организовано механизированное массовое производство самых разнообразных отливок. Такое деление условно, поскольку на протяжении каждого этапа искусство литья испытывало взлеты и падения. Еще в древности создавались уникальные литые изделия. Так, технология литья по выплавляемым моделям была известна еще в Древнем Шумере (XXVI век до н. э.), Древней Индии (XXX век до н. э.), Древней Греции и Этрурии (VI век до н. э.). Владели ею и древние племена, населявшие экваториальную Африку (IV—XII века н. э.). Литье в кокиль скифы применяли около двух с половиной тысячелетий тому назад. Греческие литые бронзовые украшения по сей день считаются образцами совершенства и подражания. Однако с исчезновением культур угасало искусство литья. Кроме того, в древнем мире ремесленники старались держать в секрете особенности освоенной технологии, она передавалась, как правило, по наследству. И нередко последний в династии уносил с собой в могилу секреты ремесла. Характерным примером служит булатная сталь. Древнеиндийские мастера выплавляли ее еще за 13 веков до н. э., но потом секрет был утрачен. Позднее булатные клинки изготавливали в Персии, Сирии, Египте, а в средние века — в Дамаске, но вновь с течением времени технология была утеряна. И только в середине прошлого века русский металлург П. П. Аносов раскрыл этот секрет, что позволило воспроизводить уникальные изделия из булатной стали. 1.1. ИСКУССТВО ЛИТЬЯ В ДРЕВНОСТИ Римский поэт Лукреций (I век до н. э.) так представлял зарождение литейного искусства1: С шумом зловещим леса пожирало горячее пламя До основанья корней,— только недра земли распалялись, И, в углубленья ее собираясь, по жилам кипящим Золото, медь, серебро потекли раскаленным потоком Вместе с ручьями свинца. А когда на земле появились Слитки застывшие их, отливавшие ярко, то люди Начали их поднимать, плененные глянцем блестящим; И замечали притом, что из них соответствует каждый В точности впадине той, которая их заключала. Это внушило ту мысль, что, расплавив, металлы возможно В форму любую отлить и любую придать им фигуру. Первоначально для литья использовали формы из влажной глины. Отпечаток модели в этих формах получали путем вдавливания. Несколько позднее появились каменные формы, сначала — открытые, а затем и закрытые (рис. 1.1). Первым литейным материалом стала бронза. Технология получения бронзы путем сплавления меди и олова была известна в Древнем Египте, Ассирии и Вавилонии в 3-м тысячелетии до н. э. В древнешу-мерском заклинании огня есть такие слова: «Меди и олова плавитель есть ты...». Египтяне обозначали медь и бронзу одним иероглифом, но в первом случае к нему добавляли значок, который переводится как «настоящая», а во втором — «искусственно приготовленная». В древнеегипетских папирусах и вавилонских глиняных табличках 2-го и 3-го тысячелетий до н. э. бронза упоминается как заурядный материал. Число обнаруженных археологами древних изделий из чистой меди и чистого олова ничтожно по сравнению с числом бронзовых изделий. 1 Цит. по кн.: Лукреций Кар Тит. О природе вещей / Пер. Ф. А. Петровского. Академия, 1936. 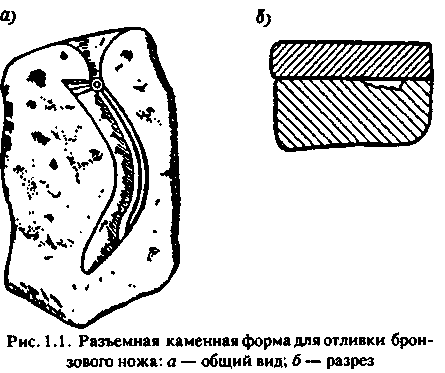 Древние мастера в основном отливали оружие и орудия тру- • да: копья, топоры, ножи, серпы, мотыги, рыболовные крючки. Тем не менее найденные при раскопках литые украшения свидетельствуют о том, что изготовившие их люди были не только умелыми ремесленниками, но и художниками. Примером служит золотая голова быка из Ура (Древний Шумер), отлитая в XXVI веке до н. э. (рис. 1.2). По замечанию А. М. Петриченко, «ближе к художественным отливкам, как по оформлению, так и по приемам литья, были литые мечи». Вряд ли можно найти хоть один народ, который владел искусством литья и не изготавливал бы бронзовых мечей. Найденные в раскопках древние мечи, как правило, богато инкрустированы золотом, серебром. Их рукоятки украшены замысловатым узором, изображениями животных. Литейщики Древней Индии уже в 3-м тысячелетии до н. э. применяли стержни для изготовления пустотелых отливок. К этому времени относится и появление технологии литья по восковой выплавляемой модели, которая дала толчок развитию художественного литья. 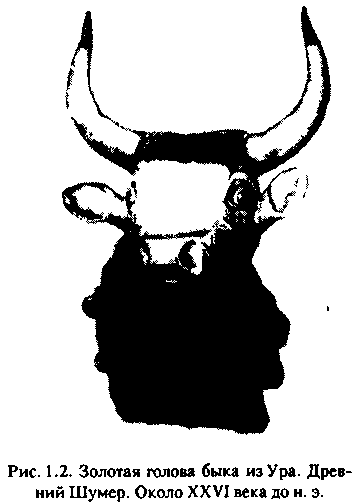  Древнекитайские мастера в первую очередь освоили литье из чугуна примерно в VI веке до н. э. Добавляя в шихту фосфат железа, китайцы научились делать чрезвычайно тонкие отливки. Получалась фосфитная эвтектика1 , температура плавления которой была примерно на 100 ° С ниже, чем у бронзы. Самой большой чугунной художественной отливкой считается Лев в Цзянь-Чжоу (974 г. н. э.). Его высота — около 6,1 м, длина — 5,5 м (рис. 1.3). Бронза в Древнем Китае появилась позднее, чем во многих других странах, — лишь во 2-м тысячелетии до н. э. Наивысшего расцвета технология бронзового литья достигает в XII—VI11 веках до н. э., о чем свидетельствуют великолепные бронзовые сосуды, применявшиеся в быту и при религиозных церемониях. Начиная с середины 1-го тысячелетия искусство литья приходит в упадок. Литьем изготавливают только монеты. В странах Древнего Востока высокого совершенства достигло литье скульптур. 1 Эвтектика (от греч. eutektos — легко плавящийся) — 1) тонкая смесь твердых веществ, одновременно выкристаллизовывающихся из расплава при температуре, которая ниже температуры плавления отдельных компонентов: 2) жидкий расплав или раствор, в котором может происходить такая кристаллизация. В Индии отправным моментом стало распространение буддизма. Еще в I веке н. э. появились скульптурные изображения Будды в человеческом подобии. Позднее популярнейшим божеством стал Шива. В его образе особенно полно отражены принципы индийской эстетики и национальные приемы художественного творчества. Начиная с X века н. э. предпочтение отдавалось танцующему Шиве, который символизирует движение, круговращение мира. Китайские литые скульптурные изображения Будды, датируемые I веком н. э., отличаются сложностью композиции, тщательностью обработки. Для китайского стиля характерно изготовление больших отливок животных, реальных и мифических, устанавливаемых на постаментах у входа во дворцы и храмы. Высоким мастерством отличались скифские литейщики (VII—III век до н. э.). Подтверждением тому могут служить бронзовые котлы для варки пищи, незаменимые при кочевом образе жизни. Котлы украшали литыми узорами, фигурами козлов, растений, культовыми знаками. Скифы применяли стрелы с гранеными наконечниками из бронзы, которые отливались в металлических формах — кокилях. Технология литья в кокиль была утрачена и возродилась лишь в XVII веке н. э. Интересной страницей в истории развития литейной технологии является освоение литья древними племенами Центральной Африки. Зарождение металлургии здесь имело свои особенности. В джунглях и саваннах экваториальной Африки почти нет залежей меди. Век металла тут начинался с железа. При археологических раскопках в Центральной Африке были обнаружены плавильные печи и шлак. Это дало основание предположить, что примитивная выплавка железа здесь велась уже в самом начале 2-го тысячелетия до н. э. В то время, когда в Древнем Египте производили изделия из бронзы, народы, населявшие территорию современной Нигерии, искусно изготовляли из железа орудия труда, оружие и даже складные стулья. Африканские литейщики для литья гвоздей, бус и других предметов применяли специальные формы. Систематическая добыча меди в Центральной Африке началась довольно поздно. Мастера народа саа, жившего на берегах озера Чад в IV—XII веках н. э., отливали из бронзы и меди статуэтки людей, кулоны в виде ящериц, уток, слонов, крокодилов, браслеты, подвески и т. д. При раскопках в Восточной Нигерии в погребении полутысячелетней давности были обнаружены художественные отливки из бронзы в виде черепа леопарда и рукоятки посоха, увенчанной фигурой всадника, маски людей, животных, различные украшения, бронзовые сосуды в форме раковин. Скульптуры африканских мастеров изготавливались методом литья по выплавляемым моделям. Причем толщина стенок не превышала 2—3 мм. Это свидетельство высокого мастерства литейщиков. 8 В XIII веке до н. э. на Балканском и Апеннинском полуостровах Средиземноморья зарождаются новые очаги культуры, которым суждено было сыграть огромную роль в истории Западной Европы. Древние эллины и этруски переняли лучшие достижения древнеегипетской, крито-микенской культур и культуры Междуречья. Расцвет Древней Эллады и Этрурии приходится на конец бронзового века и начало железного. Литейщикам не нужно было открывать способы обработки металлов, и все свое мастерство они направили на совершенствование технологии и декоративных приемов. Древнегреческие мастера умело использовали технологию литья по восковым моделям. Например, при изготовлении мечей восковые модели применяли для нанесения рисунка- или получения биметаллических отливок. Древнегреческие литые бронзовые украшения, оружие, светильники являют собой шедевры декоративно-прикладного искусства, но подлинной вершиной следует признать литые скульптуры из бронзы. Сначала эллины находились под сильным влиянием египетских канонов. Их скульптуры отличала неподвижность форм, условное изображение движения, «архаическая» улыбка, грубое исполнение отливки. Но на рубеже VI—V веков до н. э. ваятели научились создавать близкие к жизни образы, реалистичнее изображать человеческую фигуру, ее движение. Скульптура периода высокой классики выражает возвышенные идеалы, представления о гражданской доблести, о духовном, нравственном и физическом совершенстве свободного эллина, о красоте и гармонии человеческого тела. Прекрасные бронзовые статуи обнару-  живают не только тонкий художественный вкус древних греков, но и значительное усовершенствование способов литья. Создание крупных отливок было не под силу одним лишь скульпторам. Для этого требовались литейщики-ваятели, высокоразвитое литейное производство и филигранная техника литья. Как и в Древней Греции, в Древней Этрурии высокого расцвета достигла скульптура. Своеобразие этрусского искусства проявляется в реализме, в умении подчеркнуть детали, в сочетании простоты и изысканности. Одним из высших достижений художников-этрусков считается бронзовая статуя химеры, датируемая V веком до н. э. (рис. 1.4). Восхищение вызывают не только художественные достоинства скульптуры, но и мастерство исполнения отливки. Западноевропейское скульптурное литье многим обязано классическим работам эллинских и этрусских мастеров. 1.2. РЕМЕСЛЕННАЯ ТЕХНОЛОГИЯ. ЛИТЬЕ ПУШЕК И КОЛОКОЛОВ Этап ремесленной литейной технологии начался с бурного освоения чугунолитейного производства, которое стало возможным с изобретением мощных воздуходувных устройств, позволивших создать более производительные печи для восстановления железа из руды. Кроме того, возрос спрос на чугунные ядра и чугунные пушки. Изготовление пушек представляло довольно сложный трудоемкий технологический процесс (рис. 1.5). Сначала выполняли глиняную модель на деревянном стержне. На этот стержень первоначально наматывали соломенный канат, который обмазывали глиной. С помощью шаблона формировали наружную поверхность модели, диаметр которой должен был быть на 20—25 мм меньше внешнего диаметра готовой пушки. Когда глина подсыхала, на модель наносили последний слой, состоящий из воска и сала, к которым для твердости примешивали толченый уголь. Украшения (гербы, над-, писи и т. д.) делали отдельно в гипсовых стержневых ящиках и прикрепляли ,к телу модели. Изготовление самой литейной формы начиналось с нанесения кистью слоя тощей глины, смешанной с углем и волокнистыми материалами (соломой, паклей). Толщина слоя составляла примерно 15 мм, а число -таких слоев достигало 25—30. Затем наносили слои жирной глины, пока общая толщина глиняной обмазки не достигала 120—150 мм в зависимости от диаметра орудия. После этого накладывали поперечные обручи, а на них — ряд продольных брусьев. По окончании обмазывания н подсушивания (при этом восковой слой вытапливался) удаляли деревянный стержень. Далее вставляли керамический стержень. Прикрепляли отдельно изготовленную форму казенной части и приступали к заливке. Уникальным памятником литейного искусства XVI века является Царь-пушка — выдающееся творение русского мастера Андрея Чехова. 10 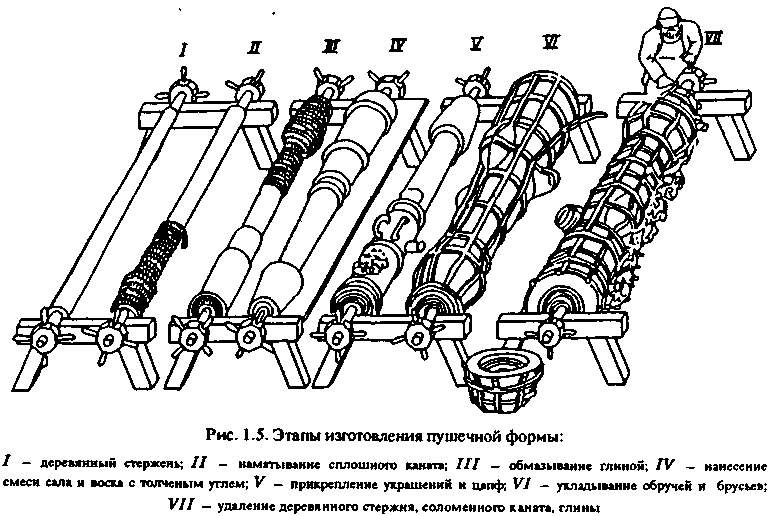 Согласно надписи на пушке она была отлита по указанию царя Федора Иоанновича в 1586 г. Масса ее — более 2400 пудов (40 т), длина — 5,34 м, калибр — 89 см. По замыслу создателей вес ядра составлял 120 пудов, масса одного порохового заряда — 30 пудов. Царь-пушка славится не только своими размерами, но и художественными достоинствами. Пушку украшают тонко выполненные изящные барельефы. На правой стороне дульной части изображен царь Федор в полном царском облачении, со скипетром, едущий верхом. Царь-пушка была создана как боевое орудие для обороны Кремля, но из нее не было сделано ни одного выстрела. Особой областью литейного искусства является литье колоколов. Оно достигло расцвета в средние века, однако основные технологические приемы накапливались тысячелетиями. Колокольный набат извещал о нашествии врагов, мятеже, пожаре, эпидемии чумы. Под колокольный звон казнили людей. По сигналу колокола новгородцы собирались на вече. В деревнях России в пургу днем и ночью звонили колокола, чтобы путники находили дорогу. Колокола, устанавливаемые на кораблях или в опасных местах побережья, в туман предохраняли корабли от столкновений и крушений. Трезвон церковных колоколов, то радостный и заливистый, то торжественно-плавный, то томительно-скорбный, сопровождал человека в течение всей его жизни. Колокол должен был обладать громким, звучным и чистым голосом, мелодичным и определенного тембра. Для звучания буддийских колоколов характерна камерность. Их звон не сигнал бедствия, не призыв к действию. Это — голос, взывающий к богам. На боковой стороне колокола есть литое пятно, в которое ударяют бревном, подвешенным на веревках или цепях. Звук получается мягким, приглушенным. Сам колокол должен быть хорошим аккумулятором и резонатором звука, чтобы возникший через несколько секунд после удара и нарастающий гул казался ответом «небожителей», которому дает истолкование монах. На колоколах, как правило, выполняли всевозможные надписи. Первоначально они содержали сведения о времени изготовления колокола, религиозные тексты. Позднее их форма и содержание усложнились, появились посвящения различным историческим событиям, государям. Особенно часто надписи встречаются на восточных колоколах. На поверхности пекинского колокола «Та-гжун» отлито несколько буддийских канонов — более 200 тысяч иероглифов, что соответствует китайской книге среднего формата объемом около 300 страниц. Ранние колокола имели тюльпановидную или бочкообразную форму, которая сохранилась в некоторых восточных колоколах, а также в колокольчиках, гирлянды которых вешают на шею верблюдам. Со временем форма менялась довольно существенно. Мастера разных стран вырабатывали свой определенный стиль. Европейские колокола приобрели заметно расширяющуюся нижнюю часть, что сохранилось до наших дней. Для этих колоколов 12 характерна тщательная обработка поверхности, которую украшали рисунками и надписями, сначала выдавленными, а позднее выпуклыми (украшения выполняли, прикрепляя на форму восковые элементы). Восточные колокола отличаются от европейских. Китайские, например, по форме часто напоминают цветы колокольчика. В Китае колокола издавна отливались из чугуна. Чугунная отливка не подвергалась механической обработке, о чем говорят сохранившиеся заливы металла в стыках форм. Литейные формы китайских колоколов, в отличие от европейских цельных, были составными. По мере развития техники литья увеличивались размеры и масса колоколов. Литье колоколов стало своеобразной демонстрацией мощи. Кто умел лить колокола, мог лить и пушки. Крупные колокола обычно формовали в ямах недалеко от плавильных печей, чтобы заливать металл самотеком. В яме выкладывали из обычного кирпича цоколь. В центре цоколя помещали деревянную стойку, к которой крепился временный шаблон для изготовления нижней части пустотелого болвана (рис. 1.6, а). Затем шаблонную систему заменяли постоянной металлической для окончательной формовки болвана (рис. 1.6, б). Внутренняя полость болвана представляла собой топку, в которой сжигали дрова или уголь для сушки болвана. Последние слои болвана делали из песка и глины, разведенной на квасном сусле. Высушенный болван окрашивали смесью, состоящей из молотой золы, которую разводили в мыльной воде или пиве, а затем болван смазывали салом. На готовый болван с помощью шаблона наносили глиняную рубашку — место будущего тела колокола (рис. 1.6, в). Рубашку подсушивали и покрывали составом, приготовленным из мыла, сала и воска. На обработанную поверхность наносили различные рельефные изображения: надписи, орнаменты, рисунки. Эти изображения готовили из смеси воска, канифоли, сурика и сажи. Приготовленный болван служил в дальнейшем как бы моделью колокола. По нему готовили верхнюю опоку с каркасами и другими приспособлениями (рис. 1.6, г). После подсушки кожух снимали, удаляли глиняную рубашку, доделывали литниковую системы и другие элементы формы и окончательно собирали ее под заливку (рис. 1.6, д). Заливка металла, как уже говорилось выше, обычно происходила самотеком. После затвердевания металла форму разрушали, отливку извлекали, очищали и производили отделочные работы — чеканили, шлифовали. Нигде в мире колокола не достигли такого совершенства, как в России. Русские колокола поражают не только своей формой и искусством исполнения, но и красотой звука. Части колоколов так соразмерены, что дают три тона: первый — в месте удара, второй (полутон верхнего) — на середине колокола, третий (на целую октаву ниже) — вверху. 13 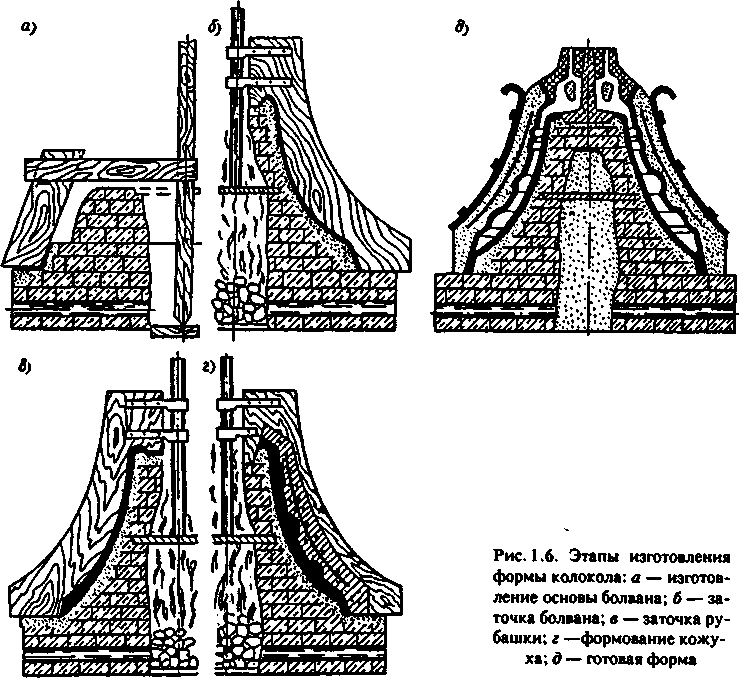 Первые колокола появились на Руси в X веке. Но наибольшего совершенства мастерство литейщиков достигло к началу XIV века. При Иване Грозном осваивается литье чугунных колоколов. К XIV веку в Москве насчитывалось не меньше 5000 колоколов. Первым из колокольных дел мастеров в летописях упоминается московский мастер Борис (1342 г.). К XVI веку мастерство русских литейщиков достигло такого уровня, что они смогли приступить к отливке колоколов-гигантов. Московский мастер Николай Немчинов отливает в 1532—1533 гг. два колокола, один весом 500, а другой — 1000 пудов. Андрей Чохов, бывший в течение 64 лет придворным литейщиком и прославившийся изготовлением Царь-пушки отливает во времена Бориса Годунова колокол «Реут» весом больше 2000 пудов, почти равный одному из крупнейших в то время пекинскому колоколу. При царе Алексее Михайловиче было задумано отлить колокол невиданных размеров массой 10 000 пудов. Иностранные мастера брались изготовить этот колокол за 5 лет. А выполнил царский заказ в 1654 г. менее чем за один год русский мастер Емельян Данилов, представитель знаменитой московской семьи литейщиков Даниловых. В 1655 г. всего за 10 месяцев Александром Григорьевым был отлит Успенский колокол — «отец» Царь-колокола, по массе почти равный своему знаменитому «потомку». О масштабах работ говорят следующие цифры. Чтобы выплавить металл, построили 5 печей, вмещавших 2500 пудов каждая. Для загрузки только одного куска шихты требовалось одновременно 40—50 стрельцов. Металл плавили в печах три дня, а заливали в форму почти сутки. Отливка остывала в течение нескольких дней. Верх формы снимали с помощью 16 блоков. Для выбивки отливки из формы потребовалось по 70—80 стрельцов на каждый из шестнадцати блоков. Колокол поражал очевидцев своей красотой. На нем были искусно изображены царь, царица, патриарх Никон и херувимы. Сирийский путешественник Павел Алеппский утверждал: «Ничего подобного этой редкости, великой, удивительной, единственной в мире нет, не было и не будет: она превосходит силы человеческие». А звук его он сравнивал с громом. Успенский колокол, как и его предшественники-гиганты, не сохранился до наших дней. Через 46 лет он стал жертвой большого московского пожара. Его лом пошел на изготовление Царь-колокола, единственного уцелевшего свидетельства искусства русских литейщиков. Иван Моторин, создавший шедевр колокольного литья, принадлежал к одной из знаменитых династий литейщиков. Царь-колокол оказался лебединой песней Ивана Моторина. При изготовлении уникального колокола Иван Моторин показал себя не только талантливым литейщиком-художником, но и отличным организатором. Однако из-за того что ему то и дело приходилось обращаться за помощью в сенат, пуск печей затянулся на несколько 15 месяцев. При плавке произошли две аварии После второй аварии И Моторин умер, так и не увидев своего детища. Литье самого крупного в мире колокола (256 т) завершил его сын и помощник Михаил. 25 ноября 1735 г была произведена заливка. Колокол из литейной ямы не вынимали, над ним устроили деревянное сооружение Во время пожара строение загорелось, колокол раскалился и, когда его начали заливать водой, треснул — откололся кусок весом 11,5т. В 1836 году Царь-колокол установили на постаменте около колокольни Ивана Великого в Кремле. В дореволюционной России признанным центром колокольного дела был город Валдай Здесь отливали тысячепудовые колокола для главных храмов Москвы и Петербурга. Но особой известностью и любовью 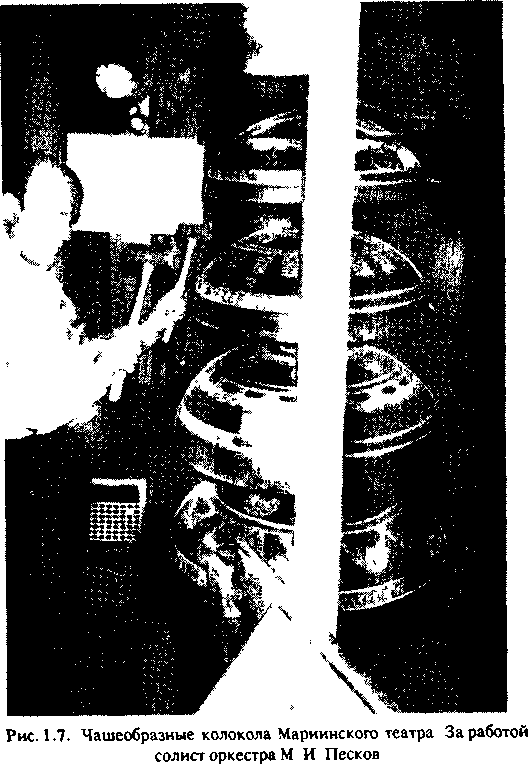 заслуженно пользовались валдайские колокольчики По чистоте голоса и мелодичности они не уступали колокольцам из бельгийского города Мехелен-Малин, от которых пошло выражение «малиновый звон». К сожалению, в наши дни только ростовские звоны напоминают о гармоничном согласии колоколов, которое было характерной приметой русской жизни в XVI—XVII веках Впоследствии гармоническая слаженность колоколов отошла на задний план, а главными стали ритмические достоинства Это повлияло на технологию, еще больше отдалив форму русских колоколов и технические приемы их литья от европейских. Сегодня колокола звучат не только в храмах Ведущие оперные театры страны имеют достаточно большой набор колоколов, без которых нельзя почувствовать всю глубину замысла композитора и красоту многих музыкальных произведений В Мариинском театре Санкт-Петербурга во время оперных спектаклей звучат голоса до 18 колоколов, больших и маленьких, массой от 3 т до 5 кг Колокольный звон включали в свои произведения почти все русские композиторы — от Глинки до Стравинского В Мариинском театре есть набор не совсем обычных по форме, чашкообразных колоколов, звучание которых составляет хроматическую гамму (рис. 1.7). 1.3. СКУЛЬПТУРНОЕ ЛИТЬЕ В XVII—XIX ВЕКАХ Европа, как уже указывалось, наследовала традиции скульптурного литья, заложенные древними греками и этрусками Начиная с эпохи Возрождения античные статуи стали классическими образцами, на которых учились и которым подражали многие поколения ваятелей. Широкое знакомство России с античным искусством происходит в царствование Петра I Изготовление литых статуй требовало особых, весьма сложных приемов, поэтому в XVII веке в России литье скульптур превращается в самостоятельную область литейного производства Если в допетровской Руси в честь выдающихся событий — побед, чудесных исцелений и т д — воздвигались храмы, монастыри, либо часовни, то с начала XVIII века под влиянием «просвещенной Европы» получают распространение мемориальные сооружения в виде скульптурных памятников Они очень быстро завоевали самую широкую популярность Именно в памятниках лучшие художники-скульпторы смогли проявить и русский размах, и чувство прекрасного. Скульптуры делают из различных материалов, устойчивых к атмосферным воздействиям Материалами, сочетающими в себе высокую пластичность, прочность и достаточную стойкость против коррозии и эрозии с декоративными свойствами, являются бронза, чугун, сталь. Литые памятники имеются почти в каждом городе, они украшают площади, скверы, парки Некоторые из них настолько слились с архитектурным ансамблем городов и окружающим ландшафтом, что стали их неотделимой частью, их символическим выражением. Таким символом для Киева стал памятник Богдану Хмельницкому (скульптор М. Микешин, 1888 г.). Новгород трудно себе представить без памятника 1000-летию России (скульптор М. Микешин, 1862 г.). С Одессой неразрывно связан памятник дюку Ришелье (скульптор И. Мартос, 1823 г.). Каждому, кто бывал в Архангельске, наверняка запомнился памятник Ломоносову (скульптор И. Мартос, 1829 г.). Особенно богат памятниками Санкт-Петербург — северная столица России. Первыми произведениями русского скульптурного литья были статуи Петра I. В 1747 г. К. Б. Растрелли создал конную статую Петра I в стиле барокко, но она не понравилась императрице Екатерине II, поскольку не соответствовала новому стилю — раннему классицизму. Лишь в 1800 г. статую установили перед Инженерным замком. Создание новой конной статуи было поручено парижскому ваятелю Э. М. Фальконе. Его произведение, которое вслед за А. С. Пушкиным стали называть «Медным всадником», явилось шедевром мирового искусства. Талантливый художник, беззаветно преданный любимому делу, работал над своим детищем 12 лет, терпеливо снося помехи, придирки и даже нарочитые унижения со стороны именитых сановников. Вначале вызвала бурю негодования гипсовая модель памятника — «полураздетый, босой царь, на взбесившемся жеребце, накрытом звериной шкурой вместо седла». Но Екатерина II утвердила проект. Много неприятностей доставил Фальконе президент Российской академии художеств И. И. Бецкий, вообразивший себя автором проекта. Возникли трудности с изготовлением литейной формы. Фальконе сам взялся за ремесло литейщика, используя помощь русских мастеров. При изготовлении отливки произошло две аварии, которые едва не привели к полному провалу. Первый раз во время вытапливания воск загорелся, а дежуривший подмастерье уснул. Форму спас сам скульптор, проверявший ночью ход работы. Вторая авария произошла во время заливки, когда из формы прорвался металл. И только благодаря мужеству литейщика Хайлова заливка была закончена благополучно. В отливке, имеющей максимальный размер больше Эми толщину стенок 7,5 мм, практически не было раковин и недоливов. Лишь в головах всадника и лошади образовались намывы металла в результате пожара во время вытапливания воска. Фальконе, считавший, что «еще не было лучшей отливки», нашел удачные решения, позволившие исправить эти дефекты литья. В ноябре 1777 г. работа над статуей завершилась. Но у скульптора кончилось терпение. Не выдержав травЛи, сплетен, козней, так и не дождавшись установки статуи на постамент, Фальконе уехал на родину. Памятник Петру I был торжественно открыт 7 августа 1782 г. Он увековечил не только память о выдающемся государственном деятеле, 18 но и славу русских умельцев-литейщиков и великого скульптора Э. М. Фальконе. В 1873 г. перед зданием Александрийского театра был открыт памятник Екатерине II, созданный по проекту М. Микешина скульпторами М. Чижовым и А. Опекушиным. На Исаакиевской площади в 1859 г. поставлен конный памятник Николаю I (проект О. Монферрана). Фигуры коня и всадника с большим искусством выполнил П. Клодт. Талантливый ваятель мастерски решил трудную техническую задачу установки конной статуи лишь на двух точках опоры. В 1909 г. в торжественной обстановке на Знаменской площади Петербурга (теперь площадь Восстания) был открыт памятник императору Александру III. Он сооружался в течение 9 лет. Наверное, немного на свете памятников с такой незадачливой судьбой, какая выпала на долю этого шедевра Паоло Трубецкого. Долгие споры и резкая критика сопровождали создание памятника и не смолкали после его открытия. Среди немногих И. Е. Репин оценил художественные достоинства скульптуры и поставил ее в один ряд с «Медным всадником» Фальконе. После Октябрьской революции отношение официальных властей к памятнику было резко отрицательным. С легкой руки Демьяна Бедного к нему пристало прозвище «пугало». В 1937 г. власти города решили, что «ворота города» — площадь у Московского вокзала —явно неподходящее место для памятника. Его перевезли во двор Русского музея. Было дано несколько указаний переплавить памятник. Но к чести сотрудников музея этого не произошло. Во время Великой Отечественной войны памятник перевезли в Михайловский сад и засыпали песком. Эта насыпь оказалась такой надежной, что предохранила скульптуру от разрушения при прямом попадании фугасной бомбы 7 октября 1941 г. 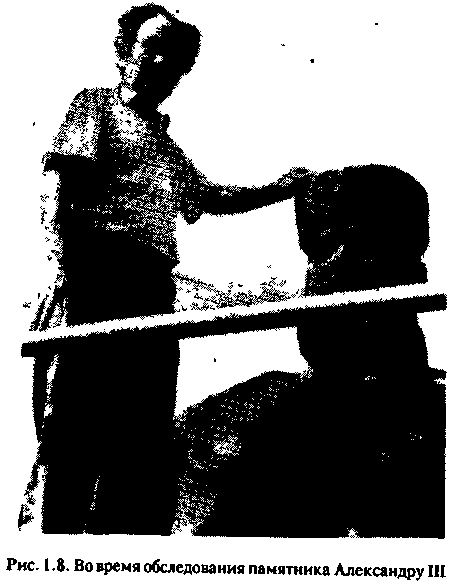  После долгих споров памятник Александру III в ноябре 1994 г был перевезен к Мраморному дворцу и установлен на пьедестале, который когда-то занимал «броневик Ленина». Одному из авторов этого учебника было поручено оценить состояние памятника (вся документация оказалась утраченной) (рис 1 8) В результате обследования установлено, что памятник состоит из пяти частей плинт, голова коня, передняя часть коня, задняя часть коня, фигура Александра 111 Такое расчленение памятника резко упростило технологический процесс литья, исключило развитие ликвационных процессов (как, например, в «Медном всаднике») и обеспечило высокое качество литой скульптуры Создание такой конструкции оказалось возможным благодаря особой механической обработке крупных отливок (части памятника соединены полуфланцами и скреплены болтами) (рис 1 9), а также завариванию (копыта присоединены к постаменту штырями и заварены) Последней операцией было сочленение головы коня шпильками, срезанными заподлицо по окончании закрепления Памятник имеет незначительное число литейных дефектов — небольшие раковины на сапоге всадника, на руке и в верхней части кулака Обнаружены следы небольшой ужимины в нижней части руки Все эти дефекты со стороны не заметны. Памятник Александру III отлит из так называемой зеленой художественной бронзы (8% олова, 8% цинка, 1 % свинца, остальное медь) Сплав имеет структуру, характерную для этого класса бронз, и состоит из твердого раствора с включениями эвтектоида (Cu31 Sng + a) 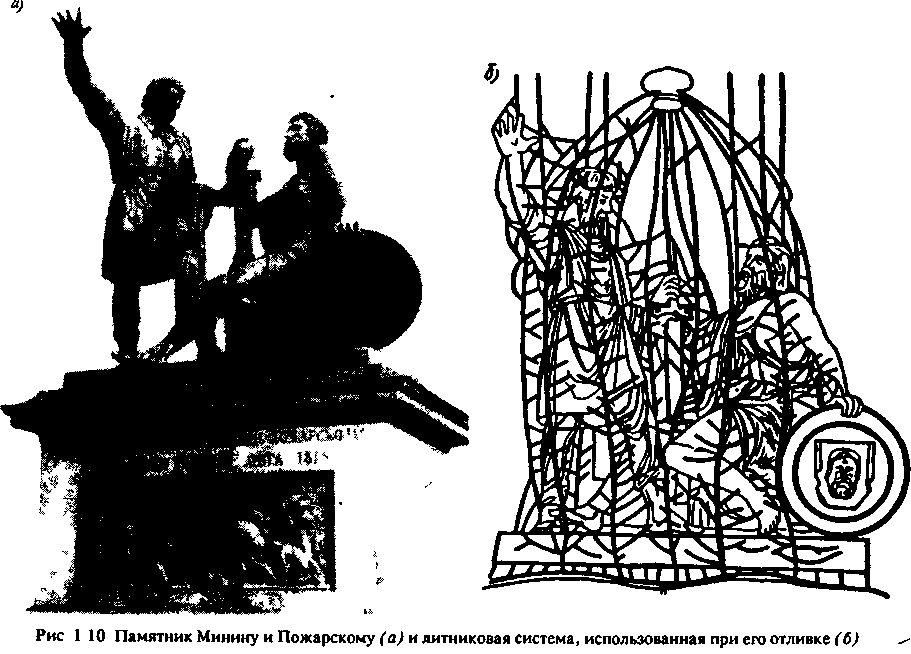 Дореволюционная Москва была несколько беднее Петербурга городскими скульптурами. Цельнолитыми выполнены бронзовые статуи героев освободительной войны 1612 г. Минина и Пожарского. Этот первый скульптурный памятник Москвы создал скульптор И. Мартос. Отлил памятник в 1818 г. знаменитый русский литейщик В. Екимов. Изготовление колоссальной и сложной восковой модели — серьезная техническая задача, требующая высокого мастерства литейщиков. Восковую группу установили на фундаменте с решеткой, вокруг соорудили сложную литниковую систему. Готовую модель и литниковую систему 45 раз покрывали мастикой из молотого кирпича и пива (рис. 1.10). Затем их обложили сырой глиной. Всю конструкцию укрепили кирпичной стенкой и железными обручами. Для вытапливания воска было зажжено 16 печей. Выжигание продолжалось месяц. Чтобы форму не разрушило давление жидкого металла, ее дополнительно укрепили обручами. Форму залили через общую литниковую чашу и разветвленные каналы. Окончательная отделка скульптур проводилась чеканщиками. В 1880 г. на народные пожертвования Москва поставила первый в России памятник Пушкину, талантливо исполненный скульптором А. Опекушиным. В 1909 г., тоже на народные пожертвования, на Арбатской площади воздвигнут памятник Гоголю (скульптор Н. Андреев). В тот же год Москва получила еще одну превосходную скульптуру — памятник первопечатнику Ивану Федорову (скульптор С. Волнухин). 1.4. ЛИТЬЕ ОГРАД И РЕШЕТОК Одной из разновидностей художественного литья являются ограды и решетки. Нельзя представить себе Петербург без чугунного кружева, которое не только удачно дополняет архитектурный ансамбль города, но и является его органической частью, гармонично связанной с дворцами, парками, набережными и мостами. Чугунные решетки в России появились во времена Петра I и получили особенно широкое распространение в период с первой половины XVIII века до последней четверти XIX века. Железные кованные решетки и деревянные ограды почти повсеместно сменялись чугунным литьем. Поскольку требования к качеству решеток и оград сводятся к отсутствию на поверхности грубых дефектов (раковин, засоров, заливов), для их изготовления применяли наиболее простую технологию — литье в сырые песчаноглинистые формы, точнее, разновидность этого метода, называемую почвенной формовкой. В полу литейной мастерской делали яму, заполняли ее формовочной смесью и вдавливали модель в эту смесь. Различали почвенную формовку по мягкой постели и по твердой постели. 22 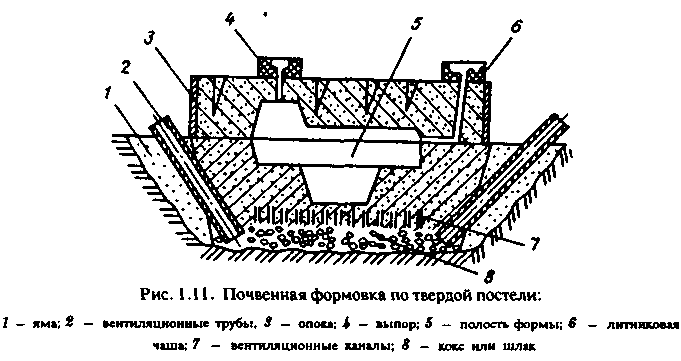 В первом случае глубина ямы превышала высоту модели на 150—200 мм. Ширина и длина ямы были несколько больше соответствующих размеров модели. При формовке по твердой постели глубина ямы была на 300—5ОО мм больше высоты модели. На дно ямы в этом случае насыпали слой крупного шлака или песка, укладывали рогожу или солому для отвода газов при заливке металла. Иногда для этих целей дополнительно устанавливали вентиляционные трубы. Затем яму заполняли формовочной смесью (рис. 1.11) и утрамбовывали ее. Формовка в почве может быть открытой и закрытой. Открытая формовка производилась, как правило, по мягкой постели. На предварительно уплотненную и выровненную формовочную смесь укладывали модель и ударами молотка осаживали ее. Так изготавливали отливки, у которых одна сторона была плоской. При закрытой формовке после осаждения модели устанавливали и затем заформовывали верхнюю опоку. В современных условиях почвенная формовка для изготовления решеток и оград применяется относительно редко. Такое литье сейчас изготавливают в двух опоках. Ажурные ограды были призваны не скрывать усадьбы от нескромных взоров или отмежевать личные владения — они подчеркивают цельность и законченность композиции архитектурного сооружения. В числе лучших кружевных произведений из чугуна встречаются работы всемирно известных архитекторов. По проекту Растрелли создаются: решетка Смольного, чугунная ограда, отделяющая дворец графа М. И. Воронцова от Садовой улицы. Чертежи решетки Летнего сада разработали Е. Фельтен и П. Егоррв, ограды Екатерининского и Александровского парков г. Пушкина — Ч. Камерон и Д. Кваренги. 23 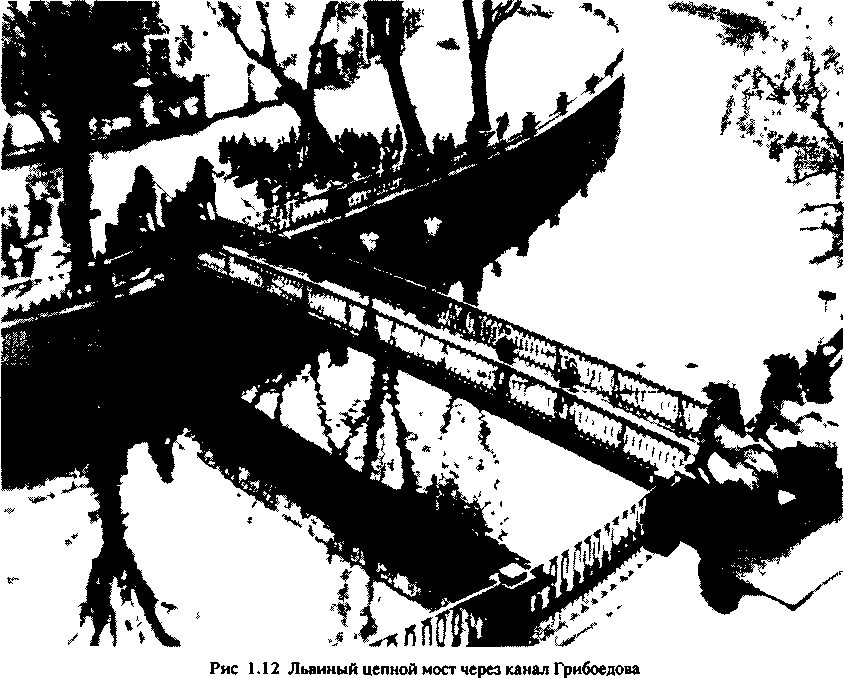 Один из крупнейших представителей классицизма в русской архитектуре И Е. Старое спроектировал для ансамбля Таврического дворца чугунную ограду. Ее художественное решение подчинено общему замыслу зодчего- простой и спокойный рисунок решетки выдержан в строгом классическом стиле. Много чугунных литых решеток создано по рисункам А. Н. Воронихина К ним относятся изящная ограда с венками и гирляндами в Павловске, литые решетки в Стрельне, Гатчине, Петергофе, у Александровского дворца в г Пушкине. Одно из лучших его творений — чугунная ограда Казанского собора, созданная в 1811 г. Ее литая чугунная решетка, отличающаяся красотой и сложностью композиции, имеет величественный вид. Но, пожалуй, наиболее значителен вклад К И. Росси и В. П. Стасова, творцов позднего ампира. По рисункам К И. Росси отлиты кружевные решетки Аничкова, Елагина, Михайловского и других дворцов. Наверное, самое удачное создание Росси — монументальная ограда у главного фасада здания Михайловского дворца. Четкий рисунок решетки, изящные контрформы, удачные пропорции ставят эту ограду в число лучших в Петербурге. Украшением Петербурга стали решетки многочисленных мостов и набережных. Их создатели нашли удачные формы и рисунки для пролетов низких решеток. Вытянутость линий, простота и прозрачность рисунка превращают решетки на фоне водной глади в тончайшие литые кружева (рис. 1.12). Длина художественных решеток на мостах города достигает 11 км. В архитектурном убранстве Москвы ограды не играли такой огромной роли, как в Петербурге. Застройка велась веками и без единого плана. Усадьбы и дворцы разбросаны на большой территории, так что отдельные участки ограды никак не могли образовать сплошного кружевного полотна. По времени создания московские чугунные решетки относятся в основном к концу XIX века. Обращает на себя внимание решетка особняка Морозова («Испанского подворья»). Сам дом являет собой типичный пример эклектического архитектурного стиля конца XIX — начала XX веков. В ограде строгость вертикального рисунка гармонично сочетается с барочной динамичностью растительного орнамента. Чтобы увязать рисунок ограды с оформлением стен особняка, ее декорировали накладными рельефами в виде раковин. Эти рельефы выполнены весьма искусно, но выглядят все-таки чужеродными элементами. 1.5. ИСКУССТВО ЛИТЬЯ В XX ВЕКЕ Как уже говорилось выше, к началу XX века на смену ремесленной технологии пришла промышленная. Создаются новые сплавы, новые технологии, новое оборудование. Неограниченные возможности чугунного литья были продемонстрированы литейщиками Каслинского завода на Всемирной выставке в Париже в 1900 г. Было выставлено множество скульптур, ажурных 25 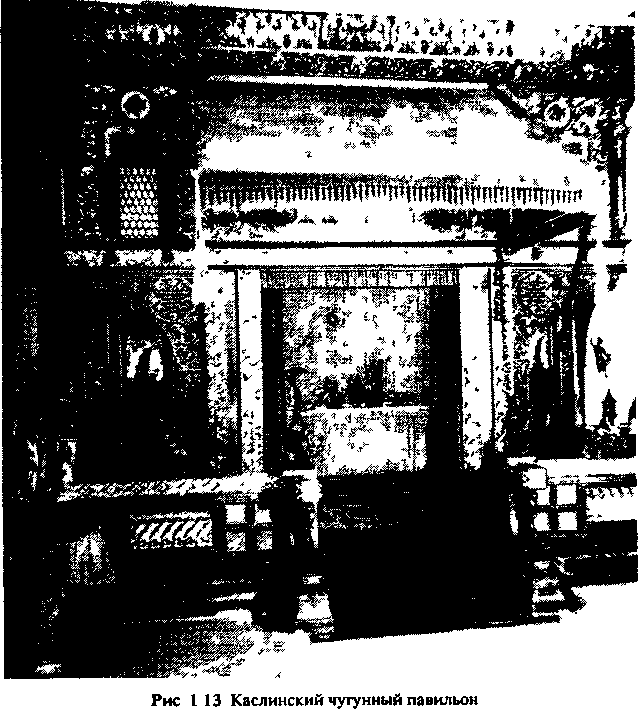 тарелок, полочек, кресел, огромных чанов, тончайших изящных цепочек Истинным шедевром чугунолитейного искусства был павильон, в котором размещалась коллекция отливок Он поражал изяществом и красотой (рис 113) Павильон спроектировал архитектор Е Е Баумгартен в 1898 г Современники считали Баумгартена не более чем талантливым компилятором, подражателем Тем не менее архитектору удалось в одном произведении представить все жанры художественного литья кабинетную скульптуру, тонкие горельефы, филигранный сквозной орнамент, архитектурные детали, барельефы и т п Декоративные приемы древнерусского искусства гармонично сочетаются с архитектурным решением павильона, выдержанным в византийском стиле Огромный, почти пятиметровый павильон кажется воздушным Мотивы причудливой чугунной вязи невероятно разнообразны Павильон состоит из множества деталей, каждая из которых — законченное 26 художественное произведение Вместе с тем он не оставляет впечатления мешанины, нагромождения орнаментальных мотивов и художественных стилей На Всемирной выставке павильон завоевал золотую медаль В настоящее время он экспонируется в специальном зале Екатеринбургской картинной галереи Развитие литейной технологии не ограничивалось совершенствованием традиционных методо^в Немало усилий было затрачено на освоение новых материалов Наглядным примером может служить разработка технологии литья титановых сплавов Производство титановых сплавов представляло серьезную проблему Прошло полтора века после открытия этого металла (1791 г), прежде чем началось его промышленное производство Первоначально из титановой губки путем вакуумно-дугового переплава изготавливали слитки Получать фасонные отливки мешала, в первую очередь, чрезвычайно высокая химическая активность титана в расплавленном состоянии Оказалось, что в природе не существует такого огнеупорного материала, с которым не реагировал бы жидкий титан Проблему помогла решить гарнисажная плавка, при которой достаточно большая порция жидкого металла выплавляется в гарнисаже — скорлупе из того же металла (см гл 4) В качестве огнеупорных материалов для изготовления литейных форм были использованы электрокорунд, диоксид циркония, магнезит, а позднее и графит, обладающие достаточной огнеупорностью и химической инертностью применительно к титановому литью Первые фасонные отливки из титана были изготовлены в Москве под руководством профессора С Г Глазунова и К К Ясинского Почти одновременно литые заготовки несколько больших размеров были отлиты в Ленинграде под руководством Л В Буталова и Ю А Филина Поскольку титан и его сплавы обладают хорошими декоративными качествами, напоминают по цвету никель или старинное серебро, было решено опробовать этот металл в качестве материала для художественного литья Первую художественную отливку из титана изготовили в 1961 г под руководством профессора О Н Магницкого Это был сувенирный вариант копии Медного всадника (рис 1 14) Восковые модели сделали на заводе «Монументскульптура» В качестве огнеупорного материала керамических форм выбрали электрокорунд, который в минимальной степени взаимодействует с титаном и обеспечивает хорошее качество литой поверхности Дальнейшее освоение промышленного производства титановых сплавов показало, что они могут с успехом анодироваться Цвет и интенсивность получаемых покрытий определяются продолжительностью травления Художественные титановые отливки гармонично сочетаются с такими декоративными полудрагоценными камнями, как малахит, яшма, родонит и др , применяемыми для изготовления подставок 27 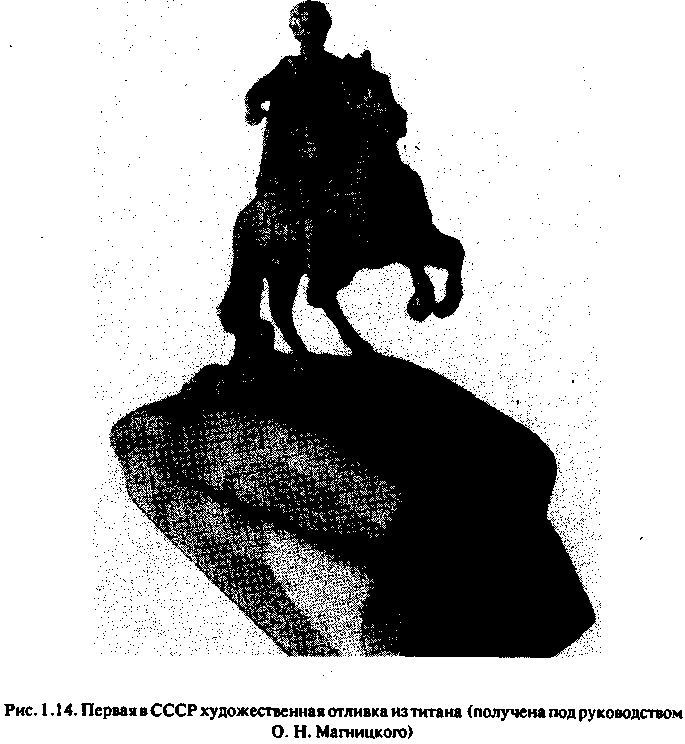 Высокие декоративные свойства и коррозионная стойкость позволили использовать титан в качестве материала для памятников, монументов, обелисков. Первой в мировой практике монументальной литой скульптурой из титана является памятник Юрию Гагарину (рис. 1.15) на площади его имени в Москве. Фигура Гагарина высотой 14м изготовлена из 239 блоков. Размеры литых блоков выбраны исходя из технологических возможностей вакуумного литейного оборудования. Формы изготавливали из графитовой смеси методом кусковой формовки. Плавка производилась в гарни-сажных печах с тиглями вместимостью 400 кг. Отдельные блоки сое- 28   диняли между собой болтами, изготовленными также из титанового сплава. Руководил выполнением всего комплекса сложных технологических процессов профессор Г. Л. Ходоровский. Монументальная бронзовая скульптура по-прежнему запечатлевает на века разные исторические события. В Москве в дни празднования пятидесятилетия победы в Великой Отечественной войне установлен памятник.легендарному полководцу Г. К. Жукову (рис. 1.16). Это событие отмечено также открытием мемориала на Поклонной горе, органической частью которого являются монументальные литые фигуры. В течение последних лет в Санкт-Петербурге установлено несколько работ скульптора М. Шемякина, подаренных художником городу. Достоинство этих скульптур служит предметом споров. Кое-какие из них 30 кажутся тенденциозными, несущими сугубо политическую нагрузку, например сфинкс на набережной Невы, напротив тюрьмы «Кресты». Посетители Петропавловской крепости невольно сравнивают работу Шемякина с «Медным всадником» Фальконе. Некоторые объясняют подчеркнутую уродливость фигуры Петра I сложностью натуры императора, в судьбе которого были не только взлеты, символически запечатленные Фальконе, но и мрачные, даже кровавые периоды, которые в своеобразной форме представил Шемякин. Заслуживает благодарности увековечивание Шемякиным в бронзе памяти о великих художниках, сформировавших облик северной столицы (комплекс Сампсониев-ской церкви). Слово «памятник» обычно ассоциируется с чем-то монументальным и величественным, невольно представляешь «бронзы многопудье» (выражение Маяковского). Но в последнее время в Санкт-Петербурге появились памятники, которые должны вызвать не благоговейный трепет, а улыбку. Например, на Фонтанке есть теперь памятник Чижику-пыжику из известной песенки. Теперь гости северной столицы приходят к Чижику и бросают монеты в воды Фонтанки, чтобы вновь посетить прекрасный город. Поиски новых путей и форм нередко принимают самое неожиданное направление. Так, в Москве, в мастерской МГТУ им. Баумана, под руководством профессора В. А. Васильева отлито несколько стилизованных человеческих фигурок, обладающих, по словам создателей, чудодейственным свойством влиять на психику человека В процессе   изготовления отливки подвергались воздействию биополя экстрасенса. Предполагается, что полученный ими заряд уменьшает или даже полностью снимает психическое напряжение. На рис. 1.17 показана такая биологически заряженная отливка — настольная миниатюра «Женщина-огонь». Она воплощает одну из легенд о сотворении мира, по которой Бог создал женщину из огня. Высокое совершенство ювелирного литья демонстрирует созданная в той же мастерской бронзовая отливка паучка (рис. 1.18). Моделью для отливки служил усыпленный эфиром живой паук. Мелкие детали строения реального паучка воспроизведены с такой удивительной точностью, что их можно оценить при помощи очень сильной лупы. После окончательной отделки к лапкам паучка была припаяна серебряная нить — паутина. 32 |