auditornye_izdannye Ортопедия. Учебное пособие полностью соответствует требованиям Государственного образовательного стандарта высшего профессионального образования по специальности 060105 Стоматология
 Скачать 1.55 Mb. Скачать 1.55 Mb.
|

|
6. Задания для уяснения темы занятия 7. Список УИРС. 1. Формовочные материалы, классификация.. 2. Составить таблицу: применение формовочных материалов в ортопедической стоматологии. Занятие № 15 1. Тема: Основы материаловедения. Абразивные материалы. Классификация материалов. Требования к применяемым материалам. Физические, механические, химические, биологические, технологические свойства. 2. Значение изучения темы: Различные ортопедические аппараты, в том числе зубные, челюстно-лицевые протезы требуют тщательной отделки для придания им гладкой, полированной блестящей поверхности. Помимо удобства и эстетики, это повышает гигиенические качества аппарата, удаление остатков пищи из зубного налета. Гладкая поверхность пластмассовых и комбинированных протезов лучше противостоит процессам набухания, старение разрушение а процессе перепада температур и воздействия продуктов жизнедеятельности. Абразивные материалы – мелкозернистые материалы высокой твердости (корунд, электрокорунд, карборунд, наждак алмаз и др), употребляемые для обработки полирования, заточки и доводки поверхностей из металлов, полимеров, дерева, камня и тд. Поверхность зубного протеза обрабатывают сначала напильниками, шаберами, штихилями, точильными камнями. За этой грубой обработкой следует шлифовка, т.е. заглаживание оставшихся трасс (следов) наждачными бумагой или полотном. После окончательной отделки (полировки) изделие приобретает блестящую поверхность. 3. Цели занятия: на основе теоретических знаний и практических умений обучающийся должен: - знать на классификацию абразивных материалов - уметь замешивать их и применять, - иметь представления о свойствах и назначение абразивных материалов. 4. План изучения темы: 4.1. Самостоятельная работа: - абразивные материалы; - решение ситуационных задач. 4.2. Исходный контроль знаний (тесты) 4.3. Самостоятельная работа по теме: - знакомство с абразивными материалами. - заслушивание рефератов и др. 4.4. Итоговый контроль знаний: - тестовый контроль; -решение ситуационных задач; - подведение итогов. 5. Основные понятия и положение темы. АБРАЗИВНЫЕ МАТЕРИАЛЫ Все части протезов и аппаратов после изготовления в лаборатории должны пройти тщательную отделку, шлифовку и полировку. Перечисленные манипуляции преследуют цель удалить излишки материала, выступы, неровности, сделать поверхность зубного протеза, шины или аппарата гладкой, не вызывающей травму или раздражение тканей полости рта. Высокая чистота поверхности протеза повышает коррозионную стойкость материала. Неровности поверхности могут быть местами скопления остатков пищи, минеральных и органических отложений, являющихся хорошей питательной средой для микроорганизмов и создающих благоприятные условия для коррозии, отложения налета, подобного зубному камню. Плохо отделанные зубные протезы, несмотря на грамотно выбранную конструкцию и правильное ее техническое исполнение, могут вызывать у пациентов ряд неудобств и значительно замедлить адаптацию к ним. Хорошая отделка, шлифовка и полировка способствуют повышению прочности протеза. Известно, что при испытании на прочность идентичных образцов, имеющих разную чистоту отделки, результаты различны. Более высокие показатели отмечаются у образцов с более тщательной отделкой, шлифовкой и полировкой. Для шлифовки и полировки протезов используются различные материалы, состоящие из мелкозернистых веществ, превышающие по твердости материал, подлежащий обработке. Такие материалы называют абразивными (лат. abrasio — соскабливание). Применение абразивных материалов предполагает обязательное движение их по обрабатываемой поверхности. При этом каждое зерно абразивного материала совершает режущее, скоблящее действие, подобно резцу. Характер действия абразивного зерна зависит от ряда факторов, среди которых наиболее важными являются размеры, форма, состав и свойства самого зерна. В промышленности из зерен абразива чаще изготавливают разнообразные инструменты. Зерна могут применяться также в виде порошков, паст. Их наносят на поверхность материи или бумаги, вносят в резиновые круги. Абразивные материалы, применяемые в промышленности, бывают естественные и искусственные. Естественные абразивные материалы представляют собой измельченные минералы. К ним относятся алмаз, корунд, наждак» гранаты, пемза, мел и др. Искусственные абразивные материалы получают в промышленности химическим путем. Наибольшее распространение получили искусственный корунд (электрокорунд), являющийся кристаллической окисью алюминия А1203, углеродистые соединения (карбиды) некоторых элементов — карбиды кремния, бора, вольфрама, а также нитриты (например, эльбор — кубический нитрит бора). Естественные абразивные материалы Алмаз — самый твердый минерал, встречающийся в природе. Он представляет собой кристаллическую разновидность углерода, отличающуюся особой формой кристаллической решетки, придающей углероду высокую твердость. Алмаз является эталоном твердости. По шкале Мооса он имеет наивысшую твердость— 10. Алмазные пирамидки или конусы используются в приборах для определения твердости различных материалов. Технические, непрозрачные алмазы широко применяются при изготовлении особо прочных буров. Из алмазной крошки делают шлифовальные круги, бруски, диски. В стоматологии мелкая алмазная крошка употребляется при изготовлении шлифующих инструментов, предназначенных для препарирования зубов. Такие инструменты обладают большой износостойкостью. Их применение делает процедуру препарирования зубов менее травматичной и более быстрой. Корунд представляет собой естественный минерал, кристаллы которого содержат до 90% окиси алюминия А120з. В природе в чистом виде встречается редко. Наиболее частыми примесями являются окислы железа и кремния, придающие минералу различные цветовые оттенки. Его цветовые разновидности — сапфир, рубин используются в ювелирном деле. По твердости корунд уступает алмазу. По шкале Мооса она равна 9. Наждак является смешанной горной породой. В его состав входят до 97% корунда, соединения железа и ряд других минералов. Твердость наждака по шкале Мооса 7—8. Различие в твердости разных его партий зависит от количества и вида примесей. Для получения высококачественного продукта природный наждак обогащают, т. е. уменьшают количество примесей до 1—2%. Измельченный до порошкообразного состояния наждак сортируют на ситах и наносят на поверхность бумажных или матерчатых полотен, предварительно покрытых клеевым слоем. Наждачные полотна или диски используются при шлифовании. При отделке зубных протезов наждачную бумагу применяют для шлифовки искривленных поверхностей пластмассовых протезов. Гранаты — это группа природных минералов, представляющих собой ортосиликаты, к ней относится несколько разновидностей. Прозрачные гранаты с различными цветовыми оттенками идут для изготовления ювелирных изделий, непрозрачные используются как абразивы. Гранаты имеют твердость по шкале Мооса 6,5—7,5. Из-за относительно невысокой твердости гранатов и значительной стоимости промышленное использование их в качестве абразивов ограничено. Пемза — продукт вулканической деятельности. Это быстро застывшая насыщенная газообразными веществами лава. Состав пемзы непостоянен. Основным компонентом ее обычно является кремнезем (60—70%). Другие составные части включают окислы металлов, придающие пемзе различную окраску. Пемза — очень пористый, твердый и хрупкий материал. Поверхность излома ее изобилует заостренными неровностями. Эти особенности поверхности позволяют использовать дробленную пемзу в качестве шлифующего материала. В зуботехнической практике употребляется мелкий порошок пемзы. Во взвеси с водой он образует массу, применяемую для шлифовки зубных протезов. Искусственные абразивные материалы Электрокорунд — кристаллическая окись алюминия А1203. Получается искусственным путем из пород, содержащих глинозем. В промышленности с этой целью используются бокситы, содержащие не менее 50% глинозема. При расплавлении боксита с коксом в электрических печах происходит отделение примесей от общей массы. Электрокорунд содержит от 85 до 98% окиси алюминия. В зависимости от содержания окиси алюминия электрокорунды делят на три вида. Нормальный электрокорунд (алунд) содержит до 87% окиси алюминия. Имеет цветовые оттенки от темно-красного до серо-коричневого. Белый электрокорунд (корракс) содержит до 97% окиси алюминия. Он светлый, иногда розоватый. Имеет режущую способность на 30—40% большую, чем нормальный электрокорунд. Монокорунд содержит до 99% окиси алюминия и до 0,9% окиси железа. Монокорунд отличается наибольшей прочностью и износостойкостью. Электрокорунд имеет твердость по шкале Мооса около 9. Плотность его от 3,2 до 4 г/см3. Материал термостойкий, способен выдерживать нагревание до 2000°С. Частички электрокорунда имеют прочные острые режущие элементы, вследствие чего он успешно применяется для шлифования твердосплавных металлических и различных других изделий. Карборунд представляет собой карбид кремния — соединение кремния с углеродом SiC. Карборунд получается плавлением в электрических печах смеси, состоящей в основном из кокса и кварцевого песка, при температуре около 2200°С. В результате химического соединения углерода с кремнием получается карбид кремния. Он имеет кристаллическое строение. Чистый карборунд обладает большой твердостью. По Моосу она равна 9,5—9,75. Кристаллы чистого карбида кремния бесцветны, однако технический карборунд имеет от 3 до 5% примесей, придающих ему окраску. Карборунд получают двух видов. Черный карборунд содержит не менее 95% SiC. Он применяется для обработки изделий, изготовленных из цветных металлов, а также неметаллических материалов, имеющих невысокие прочностные показатели. В состав зеленого карборунда входит свыше 97% SiC. Он имеет большую твердость и применяется для обработки твердосплавных деталей, заточки инструментов. Для изготовления стоматологических шлифующих инструментов используются обе разновидности карборунда. Карборунд вполне удовлетворяет требованиям зубо-технического производства и запросам ортопедических клиник. Карборундовые инструменты обладают хорошей шлифующей способностью. Такие инструменты изготавливаются из порошка различной степени дисперсности. Зерна карборунда имеют неправильную форму с четко выраженными острыми ребрами, кромками, что обеспечивает высокую режущую способность. Карбид кремния термоустойчив. Он выдерживает нагревание до 2050СС. Карбиды бора и вольфрама представляют собой химические соединения соответствующих металлов с углеродом. Материалы имеют твердость, близкую к твердости алмаза. Технический карбид бора содержит от 85 до 95% чистого кристаллического В4С. Карбид бора обладает высокой твердостью и хрупкостью. Применяется в промышленности для обработки твердосплавных инструментов. Карбид вольфрама в мелкодисперсном виде употребляется вместо алмазной крошки при изготовлении боров и некоторых шлифующих инструментов. В последние годы получен новый синтетический абразивный материал эльбор. Он представляет собой кубический нитрит бора. По твердости он идентичен алмазу, но отличается большей теплостойкостью. Техническая характеристика абразивных материалов Абразивное зерно. В промышленности абразивные материалы применяют в мелкодробленом виде. Для этого природные минералы или слитки синтетического абразивного материала на специальных дробильных устройствах превращают в мелкую крошку или зерно. После очистки и химической обработки эту дисперсную массу просеивают через сита и сортируют в зависимости от величины зерен. Зернистую абразивную массу используют обычно для приготовления различных шлифующих инструментов — кругов, дисков, брусков и т. д. Однако она может применяться и самостоятельно в виде взвесей, паст. Шлифующая способность абразивного инструмента во многом зависит от свойств абразивного зерна: величины, формы, твердости, хрупкости, теплостойкости, износостойкости. В связи с этим целесообразно рассмотреть основные характеристики абразивного зерна. Величина. Государственным стандартом СССР предусмотрено деление всех абразивных материалов но величине зерен на три группы: шлифзерно, шлифпорошки и микропорошки. Самый большой размер зерен может достигать 2 мм, наименьшие размеры определяются под микроскопом. Наиболее широкое применение находят абразивы с величиной зерна 0,15—0,75 мм. От величины зерен абразивного инструмента и скорости его вращения зависят глубина режущего действия, чистота обрабатываемой поверхности, точность размеров. Крупные зерна абразива применяются при грубом шлифовании, когда поверхностный слой необходимо сошлифовать на значительную глубину. При таком шлифовании зерна абразива оставляют на поверхности грубые глубокие борозды, штрихи, риски. По мере приближения к необходимому размеру изделия или при использовании допуска обычно переходят на шлифование мелкими абразивами. Форма. Абразивные зерна имеют, как правило, неправильную геометрическую форму. Часто они представляют собой сопряженные многогранники, у которых выступающие заостренные части различаются как по форме, так и по величине. Заостренные части зерен являются режущими элементами, которые при движении оказывают скоблящее действие на поверхность обрабатываемого более мягкого материала. В процессе шлифования зерна испытывают значительные силовые нагрузки, а от трения нагреваются, вследствие чего происходит их разрушение или притупление режущих элементов. При отколе части зерна появляются новые режущие элементы, поэтому шлифующее действие не прекращается. Прочность. Абразивные материалы имеют различные прочностные показатели. От прочности материала зависит способность абразивного зерна выдерживать силовые нагрузки и сохранять свою целостность. Наибольшей твердостью обладают чистые абразивы. Примеси уменьшают прочность. Помимо прочности абразивного зерна, при рассмотрении процесса шлифования следует учитывать прочность шлифующего инструмента (диск, круг, брусок и т. п.), в котором зерна абразива связаны особыми связующими веществами. Твердость. Необходимым условием для шлифования является способность шлифующего материала проникать в другой без разрушения или остаточной деформации. Это возможно в случаях, когда шлифующий материал имеет большую твердость, чем обрабатываемый. Хрупкость. Все абразивные материалы обладают значительной хрупкостью. При предельных нагрузках зерна абразивного материала разрушаются. Это объясняется тем, что хрупкие вещества имеют предел прочности более низкий, чем предел текучести. Для абразивных зерен хрупкость является положительным свойством, так как благодаря ей при шлифовании разрушающееся зерно не теряет режущих свойств в местах скола, так как на нем появляются новые режущие элементы. Теплостойкость. Процесс резания, совершаемый абразивным зерном, сопровождается преодолением значительного трения, деформацией, материала, образованием большого количества тепла. Неизбежное нагревание абразивных зерен не должно изменять их свойств и ухудшать шлифующую способность. Все абразивные материалы обладают большой теплостойкостью. Так, у корунда и карборунда она достигает 2000°С. Однако при шлифовании следует выбрать такой режим работы, при котором исключался бы перегрев не только шлифующего инструмента, но и обрабатываемой поверхности, чтобы предупредить нежелательные изменения структуры и свойства материалов. Износостойкость. Под износостойкостью понимают способность сохранять целостность и режущие свойства в определенном режиме работы в течение длительного времени. Износостойкость — понятие собирательное и зависит от всех перечисленных свойств: прочности, твердости, хрупкости, режима работы. Получение шлифующих инструментов из абразивных материалов Абразивный материал находит широкое применение при различных видах обработки и используется в разных видах. Для шлифования поверхностей порошок абразива может быть взят в виде взвеси в воде, масле; он вводится в состав паст, наносится на полотно или бумагу. Однако основная масса абразивов идет на изготовление шлифующих инструментов — кругов и брусков. В таком виде их применение оказывается наиболее эффективным. Для получения шлифующих инструментов зерна абразива смешивают со связующим материалом. Полученную тестообразную массу формуют, подвергают обработке с целью отвердения (обжиг, полимеризация, вулканизация), в результате чего получаются инструменты необходимой формы и профиля. Связующие материалы Связующие материалы (связки), применяемые для скрепления абразивных зерен, делят на неорганические и органические. Их различают по физико-механическим свойствам, от которых зависит прочность получаемого с их помощью изделия. К неорганическим связующим материалам относят керамические, силикатные и магнезитовые. Органическими связками являются бакелитовая и вулканитовая. Неорганические связующие материалы. Керамическая связка приготавливается из полевого шпата, огнеупорной глины, талька, мела и жидкого стекла. Изделия с этой связкой после обжига обладают высокой механической прочностью, огнеупорностью, химической стойкостью, не боятся воды. Инструменты с керамической связкой находят широкое применение при шлифовании. Недостатком керамической связки является ее хрупкость, вследствие чего она не может применяться для изготовления тонких отрезных кругов. Силикатная связка представляет собой жидкое стекло. Применяется относительно редко для изготовления шлифующих инструментов для обработки изделий, чувствительных к нагреванию. В технике круги на силикатной связке применяются для заточки некоторых инструментов. Магнезитовая связка. Эта связка состоит из магнезита и хлорида магния. Она обладает небольшой прочностью. Вследствие влагонеустойчивости инструмента на такой связке используются только для сухого шлифования (бруски, точила). Органические связующие материалы. Бакелитовая связка. Для связывания зерен абразива и получения шлифующих инструментов различных размеров и профилей широко используется бакелит (фенолформальдегидная пластмасса). Бакелитовая связка обладает большой прочностью и эластичностью. По сравнению с керамической связкой она скрепляет зерна абразива менее прочно. Шлифующее действие такого абразивного инструмента более мягкое, щадящее. Это обстоятельство имеет важное значение при использовании инструментов для препарирования естественных зубов. Шлифовальные круги с бакелитовой связкой выдерживают большие окружные (линейные) скорости без охлаждения (до 50—60 м/с). При нагреве до температуры свыше 180°С бакелитовая связка теряет прочность. Вулканитовая связка представляет собой вулканизированный каучук. Каучук и серу берут в соотношении 2—3: 1. Зерна абразива смешивают с компонентами связки, полученную массу формуют и подвергают вулканизации. Шлифующие инструменты на вулканитовой связке обладают хорошей прочностью и упругостью, однако имеют малую термостойкость. Последнее приводит к тому, что при повышении температуры в зоне шлифования до 140—150°С связка начинает размягчаться и действие инструмента становится не столько шлифующим, сколько полирующим. Абразивные инструменты на вулканитовой связке применяются для отрезных и прорезных работ, полирования. В ортопедической стоматологии вулканитовые диски применяются для препарирования, сепарации зубов, разрезания металлических частей. Абразивные инструменты В соответствии с ГОСТ абразивные инструменты изготавливают в виде кругов (дисков), головок, брусков, сегментов. Алмазные круги отличаются от других абразивных инструментов по своему устройству. Конструкционную основу их составляет металлический каркас, на который наносится слой алмазных зерен, укрепляемых на металле связующим веществом или гальванопластикой никеля. Инструменты могут иметь различные размеры, форму, вид абразивного материала, связку, структуру, зернистость и другие показатели. Различаются они также по прочности, твердости, термо- и влагоустойчивости. Важной характеристикой абразивного инструмента является его твердость. Она определяется способностью связки удерживать абразивные зерна при действии на них внешних нагрузок. ГОСТ предусмотрены следующие обозначения твердости кругов: М — мягкий, СМ — средне-мягкий, С — средний, СТ — средне-твердый, Т — твердый, ВТ — весьма твердый, ЧТ — чрезвычайно твердый. Структурные различия шлифовальных кругов зависят от соотношения абразивного зерна, связующего вещества и добавок. Существует 13 номеров структур—огО до 12. Увеличение номера шлифовального круга обозначает уменьшение содержания абразивных зерен. В промышленности абразивные инструменты имеют обозначения — маркировку, дающую полную характеристику инструмента. В качестве примера разберем маркировку КЧ40СТ1К5 ПП200Х 32X32 30 м/с. Расшифровав обозначения, получим следующие сведения: шлифовальный круг изготовлен из черного карбида кремния зернистостью 40, средне-твердый (СТ1), на керамической связке со структурой № 5, плоской формы прямого профиля с наружным диаметром 200 мм, высотой 32 мм, диаметром отверстия 32 мм. Скорость вращения не более 30 м/с. Пример маркировки алмазного круга: АЧКЮО-8-32-АСО12-Б1-50-1200-1978-ТЗАИ. АЧКЛОО — алмазный круг чашечный, конический, с наружным диаметром 100 мм, 8 — ширина алмазного слоя (мм), 32 — диаметр посадочного отверстия (мм), АС012 — алмаз синтетический обычный с зернистостью 12, Б1 — бакелитовая связка, 50 — концентрация алмаза, 1200 — номер круга, 1978 — год изготовления, ТЗАИ — Томилинский завод алмазных инструментов. Процесс шлифования, выбор инструмента Шлифующее действие абразивного инструмента является результатом суммарного режущего действия зерен абразива, находящихся в непосредственном контакте с обрабатываемой поверхностью. Как показано на рис. 8, каждое зерно абразивного материала при движении по поверхности изделия своими острыми ребрами и кромками срезает часть материала, оставляя за собой шлифовальную борозду. Прочное удерживание зерен на поверхности шлифующего инструмента определяется характером связующего материала. Зерна могут выкрашиваться, при отколах частей менять свою форму и обнажать новые режущие элементы. Такой процесс приводит к убыли абразивного материала и обновлению шлифующей поверхности инструмента. Это явление носит название «самозатачивание». Целесообразность его очевидна. Отсутствие самозатачивания привело бы к постепенному уменьшению и даже прекращению шлифующего действия инструмента, возрастанию трения и повышения температуры в зоне шлифования. Для получения высокого эффекта при шлифовании существенное значение имеет выбор инструмента. Наиболее важную роль играют его твердость и структура. При шлифовании очень твердых материалов нецелесообразно использовать твердые круги. Применение их приводит к быстрому притуплению режущих кромок в 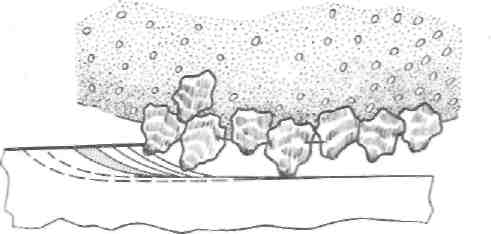 Схема режущего действия зерен абразивного инструмента. недостаточному самозатачиванию поверхности. В этих случаях рекомендуются мягкие круги. Например, закаленная сталь должна шлифоваться менее твердыми кругами, чем незакаленная. При обработке мягких материалов (медь, латунь, бронза) необходимо иметь в виду способность их «засаливать» рабочую поверхность круга. Под засаливанием понимают прилипание стружки мягкого металла к поверхности круга, заполнение стружкой неровностей его поверхности. Для обработки подобных материалов применяют мягкие круги, шлифующая поверхность которых легко обновляется. Алмазные шлифующие инструменты выпускаются промышленностью в большом ассортименте для использования в клиниках и зуботехнических лабораториях, Алмазные головки имеют шаровидную, цилиндрическую, коническую, дисковую, чечевицевидную форму. Диаметр их от 0,8 до 6 мм. Алмазные круги выпускаются плоские и тарельчатые с одно-, дву- и трехсторонним покрытием, диаметром от 12 до 20 мм. Карборундовые инструменты используются для проведения различных шлифующих операций в клинике и зуботехнических лабораториях. Этот вид инструментов наиболее разнообразен по форме, размерам и другим показателям. Наибольшее распространение находят карборундовые инструменты с керамической и вулканитовой связками. Выбор шлифующего инструмента зависит от физических свойств обрабатываемого предмета. Так, для обработки твердых сплавов (типа КХС) целесообразно использовать инструменты из монокорунда на керамической связке. Для обработки нержавеющей стали, сплавов на основе золота, палладия применяются абразивные инструменты, изготовленные из электрокорунда белого или монокорунда с зернистостью № 100—120 на керамической связке. Круги могут иметь диаметр 18—20 мм для бормашин и 150 мм для шлифмашин. Шлифование (препарирование) коронок естественных зубов производится абразивными инструментами из черного или зеленого карбида кремния с зернистостью от № 100 до 220 на керамической связке. Обработка фарфора и других видов керамики проводится также инструментами из зеленого или черного карборунда с зернистостью от № 90 до 120 или алмазными на больших скоростях и хорошо центрированными. Пластмассовые протезы обрабатываются крупнозернистыми абразивными инструментами из зеленого или черного карбида кремния с зернистостью от № 36 до 46 на керамической основе. Сепарацию естественных зубов, препарирование апроксимальных поверхностей, шлифовку пломб и вкладок проводят сепарационными дисками. Они бывают вулканитовыми, металлическими, бумажными и алмазными на основе никеля, осажденного гальваническим способом. Вулканитовые диски изготавливаются из черного или зернистого зеленого карбида кремния с зернистостью № 150—220 на вулканитовой связке. Металлические диски состоят из стального круга, на котором зерна карбида кремния № 180 укреплены бакелитовым лаком. На поверхность бумажных дисков после пропитки их лаком наносят зерна электрокорунда или карбида кремния. Для мягкой шлифовки металлических изделий применяются эластичные круги, изготавливаемые из корунда на вулканитовой связке. Тонкая шлифовка металлических протезов на шлифмашинах проводится эластичными кругами из электрокорунда нормального с зернистостью № 150—180 на вулканитовой связке. Диаметр круга 150 мм, высота 8 мм, внутреннее отверстие диаметром 10 мм. Для резки металлов используются прорезные круги. Их делают из нормального электрокорунда или карбида кремния (черного, зеленого) на вулканитовой связке. Наружные диаметры таких кругов могут быть от 42 до 150 мм. При шлифовании пластмассовых протезов абразивный материал может использоваться в виде кашицеобразной массы в смеси с водой. Эту массу наносят на специальные приспособления, укрепленные на конусовидном наконечнике шлифмотора. Шлифовальные приспособления изготавливают из войлока или фетра. Их называют фильцами. Фильцы бывают различных форм и позволяют производить шлифовку сильно искривленных поверхностей. Широко используются с этой же целью шлифовальные волосяные щетки. При вращении фильца или щетки к их поверхности прикасаются зубным протезом и под действием шлифующей массы происходит мягкая шлифовка его поверхности. Полировочные средства Процесс полирования принципиально не отличается от шлифования: под действием абразивных зерен с обрабатываемой поверхности снимается слой материала. Полирование проводится с целью придания поверхности изделия зеркальной гладкости, в связи с чем зерна абразивного материала должны быть очень мелкими. Полированием нельзя устранить значительные неровности, поэтому полированию всегда предшествует шлифование. Полирование проводится на более высоких скоростях, чем шлифование. Полировочные абразивы отличаются очень большой степенью дисперсности. Хорошими полирующими свойствами обладают окись хрома, окись железа, мелкодисперсные мел и гипс, нашедшие применение при полировании зубных протезов. Окись хрома Сг203. Представляет собой зеленый порошок кристаллического строения. Кристаллы в виде многогранников имеют большую прочность и твердость. Применяется в полировочных пастах, используемых для полировки твердых сплавов (нержавеющая сталь, кобаль-тохромовые сплавы). Окись железа Fe203. Это порошок буровато-красного цвета; Кристаллы окиси железа по прочности уступают окиси хрома. Под названием «крокус» окись железа используется в пастах для полирования сплавов на основе золота, серебра, палладия. Применение окиси железа для полирования нержавеющей стали нежелательно, так как это создает условия для ее коррозии. Полировочные пасты приготавливают из перечисленных абразивных материалов. Они представляют собой композиции, состоящие из абразивов, поверхностно-активных и смачивающих веществ, к которым относятся парафин, стеарин, воск, вазелин, сало и подобные им вещества. Паста на основе окиси хрома содержит от 74 до 81% окиси хрома, а также стеарин, расщепленный жир, керосин, силикагель и ряд других компонентов. Государственным оптическим институтом разработаны три вида пасты: грубая, средняя, тонкая. Они различаются по способности снимать слой поверхности (в микронах) при одинаковом режиме полирования. Паста на основе окиси железа (крокус) состоит из окиси железа (около 50%), олеина, стеарина и парафина. Для полирования изделий, не обладающих большой твердостью, могут быть применены гипс и мел. Эти материалы должны быть высоко дисперсны. С этой целью их тщательно измельчают до состояния пудры. Полирование проводится с помощью нитяных щеток. Кроме этих паст Харьковский завод медицинских пластмасс и стоматологических материалов выпустил специальную полирующую жидкость для очень тонкой полировки пластмасс «Полироль». |