Разработка технологического процесса Стакан. Введение I. Технологическая часть
 Скачать 0.52 Mb. Скачать 0.52 Mb.
|

цепейРазмерная схема изготовления изделия представляет собой совокупность технологических размерных цепей. Замыкающими звеньями в операционных технологических цепях являются припуски на обработку поверхностей и конструкторские размеры, непосредственно взятые с чертежа. Помимо замыкающих звеньев в технологической цепи есть составляющие звенья, которыми являются технологические размеры, получаемые на всех операциях (переходах) обработки изделия [2, стр. 13]. 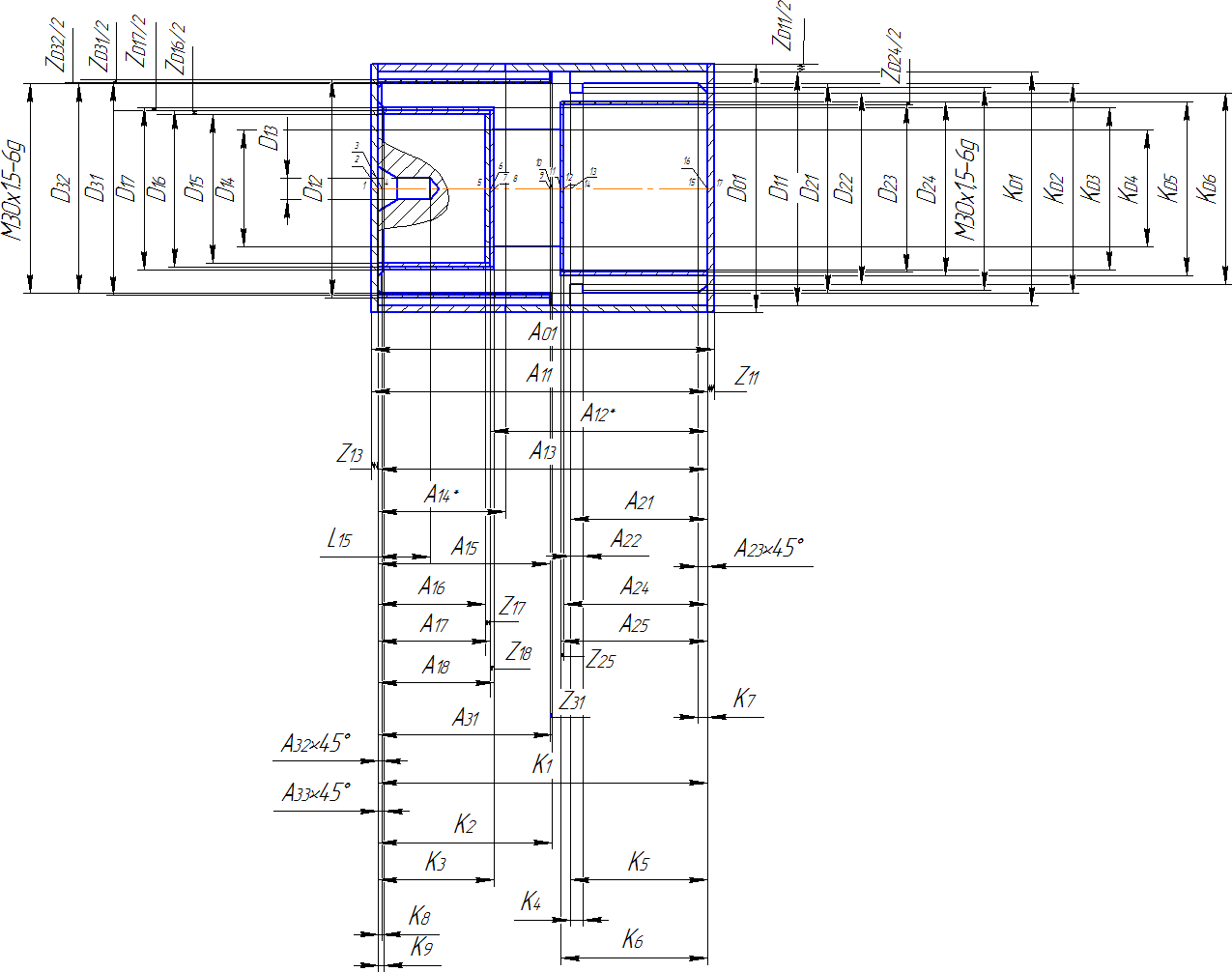 На основании маршрута изготовления фланца переходного, составляется расчётная схема (представлена на рис. 3), которая содержит все осевые технологические размеры, припуски на обработку и конструкторские размеры, проверка которых будет осуществляться по ходу данной работы. На основании маршрута изготовления фланца переходного, составляется расчётная схема (представлена на рис. 3), которая содержит все осевые технологические размеры, припуски на обработку и конструкторские размеры, проверка которых будет осуществляться по ходу данной работы.Расчет допусков, припусков и технологических размеровДопуски на конструкторские размеры Из чертежа детали выписываем допуски на конструкторские размеры. 𝑇𝐾1 = 0,50 мм; 𝑇𝐾2 = 0,20 мм; 𝑇𝐾3 = 0,30 мм; 𝑇𝐾4 = 0,40 мм; 𝑇𝐾5 = 0,25 мм; 𝑇𝐾6 = 0,40мм; 𝑇𝐾 = 0,25 мм; 1 𝑇𝐾D = 0,50 мм; 2 𝑇𝐾D = 0,25 мм; 3 𝑇𝐾D = 0,40 мм; 4 𝑇𝐾D = 0,14мм; 5 𝑇𝐾D = 0,50 мм; 6 𝑇𝐾D = 0,28 мм; Допуски на технологические размеры 7.2.1Определение допусков на осевые технологические размеры Допуски на осевые технологические размеры принимаются равными из [8, стр. 34]: TAi ci и.i1 бi , (4) где ci статическая погрешность, мм; (технологической) базы, мм. бi погрешность базирования, мм. Допуски на осевые технологические размеры: 𝑇 11 = с01 = 0,15 мм;  𝑇 15 = с= 0,10 мм; 𝑇 15 = с= 0,10 мм;𝑇 16 = с= 0,10 мм; 𝑇 1 = с= 0,10 мм; 𝑇 21 = с11 = 0,14 мм; 𝑇 22 = 𝜔с= 0,10 мм;  𝑇 23 = 𝜔с= 0,10 мм; 𝑇 23 = 𝜔с= 0,10 мм;𝑇 24 = 𝜔с= 0,10 мм; 𝑇 25 = 𝜔с= 0,10 мм; 𝑇 26 = 𝜔с= 0,10 мм; 𝑇 31 = 𝜔с21 = 0,14 мм; 𝑇 32 = 𝜔с= 0,10 мм; 𝑇 33 = 𝜔с= 0,10мм; Допуски на заготовочные размеры после резки на ленточных назначаем ±0.6 мм [1, стр. 290]: 𝑇 01 = 1.2 мм; 7.2.2Определение допусков на диаметральные технологические размеры Допуски на диаметральные размеры принимаются равными статистической погрешности [8, стр. 34]: TDi ci, (5) где ci статическая погрешность, мм. Тогда назначаем допуски, руководствуясь [8, стр. 73 П1]: 𝑇𝐷11 = 𝜔c = 0,12 mm;  𝑇𝐷12 = 𝜔c = 0,12mm; 𝑇𝐷12 = 𝜔c = 0,12mm;𝑇𝐷13 = 𝜔c = 0,12 mm; 𝑇𝐷14 = 𝜔c = 0,12 mm; 𝑇𝐷15 = 𝜔c = 0,12 mm; 𝑇𝐷16 = 𝜔c = 0,12 mm; 𝑇𝐷17 = 𝜔c = 0,12 mm; 𝑇𝐷22 = 𝜔c = 0,12 mm; 𝑇𝐷23 = 𝜔c = 0,12 mm; 𝑇𝐷24 = 𝜔c = 0,12 mm; 𝑇𝐷31 = 𝜔c = 0,12 mm; 𝑇𝐷32 = 𝜔c = 0,12 mm; 𝑇𝐷01 = 0,9 mm; [1, стр. 290] |