1. Технологический процесс и его структура Технологическим процессом
 Скачать 28.29 Mb. Скачать 28.29 Mb.
|

|
Вопросы к междисциплинарному экзамену 1.1.. Технологический процесс и его структура Технологическим процессом по ГОСТ 3.1109 — 82 называется часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. В результате этих действий последовательно изменяются и контролируются размеры, форма, шероховатость поверхности, внешний вид и внутренние свойства изделий. В зависимости от вида действий различают технологические процессы механической обработки, сборки, литья, обработки давлением, термообработки, нанесения покрытий и. т. д. Технологический процесс состоит из технологических операций. Технологической операцией по ГОСТ 3.1 109 — 82 называется часть технологического процесса, выполняемая на одном рабочем месте. Операция может включать неоднократную установку и снятие заготовки, смену инструмента, вида обработки, приспособлений, контрольно-измерительных устройств, т.е. совокупность всех действий, которые осуществляются на данном рабочем месте над одним изделием без перехода к обработке другого изделия. В технологической документации на технологический процесс наименование операции механической обработки записывается именем прилагательным от станочной группы, к которой принадлежит используемый на данной операции станок. Например: токарная, фрезерная, сверлильная и. т. д. Нумеруются операции цифрами кратными 5. Например: 005, 010, 015 и. т. д. Это необходимо для резервирования позиций при внесении изменений в технологический процесс. Последовательность технологических операций обработки или сборки изделий называется технологическим маршрутом. Технологический переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Вспомогательный переход - законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода. Примерами вспомогательного перехода являются закрепление заготовки на станке, смена инструмента и т.д. Наименование перехода записывается глаголом в неопределенной форме, который соответствует выполняемому действию. Например: установить, снять, переустановить. Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменениями формы, размеров, качества поверхности или свойств заготовки. Вспомогательный ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Установ - часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Если два и более перехода выполняются при неизменном закреплении заготовки, то говорят, что эти переходы выполняются за один установ. Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. Изменение позиции заготовки относительно инструмента производится с помощью различных поворотных устройств и на станках револьверного типа. В технологической документации позиции обозначаются римскими цифрами (I, II, ...,V,...,Х) Прием - законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединяемых одним целевым назначением. Например, вспомогательный переход “установить и снять заготовку” включает следующие приемы: взять заготовку, установить ее в приспособление, закрепить, включить вращение шпинделя станка, выключить вращение шпинделя станка (после обработки), открепить заготовку, снять заготовку со станка. Рассмотрим структуру операции на следующем примерах. 1.2. Типы машиностроительного производства и методы его работы Типом производства по ГОСТ 14.004 — 83 называется классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности и стабильности объема выпуска продукции. Иными словами тип производства характеризуется объемом и повторяемостью выпуска изделий. Не следует смешивать тип производства с его видом. Видом производства по ГОСТ 14.004 — 83 называется классификационная категория производства, выделяемая по признаку применяемого метода изготовления изделий. Примерами видов производства являются литейное, кузнечное, сварочное, механосборочное и. т. д. Согласно ГОСТ 14.004 — 83 в машиностроении различают три типа производства: единичное, серийное и массовое. Единичное производство характеризуется малым объемом выпуска изделий, повторное изготовление и ремонт которых, как правило, не предусматривается. Характерным признаком единичного производства является изготовление на рабочих местах разнообразных деталей. Примерами единичного производства являются: тяжелое машиностроение, судостроение, опытные заводы, ремонтные цеха. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. Примерами серийного производства являются: станкостроение, производство буровых установок, двигателей внутреннего сгорания и. т. д. В зависимости от размера в партии или серии серийное производство подразделяется на: мелкосерийное, среднесерийное и крупносерийное. Серийность производства определяется коэффициентом закрепления операций, который определяется как отношение числа всех технологических операций О, выполненных или подлежащих выполнению в течении месяца, к числу рабочих мест Р: (1) Производство считается мелкосерийным, если 20< Кзо< 40. Для среднесерийного производства - 10< К30< 20, для крупносерийного - 1< К30< 10. Серийное производство является основным типом машиностроительного производства. Примерно 80% всей продукции машиностроения изготавливается на производстве этого типа. Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течении которого на большинстве рабочих мест выполняется одна операция. Поточное производство по ГОСТ 14.004 — 83 характеризуется расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и определенным интервалом выпуска изделий. В поточном,производстве все рабочие места объединены в поточную линию. На каждом рабочем месте в поточной линии выполняется одна операция. Поточное производство характеризуется двумя параметрами: тактом и ритмом выпуска изделий. Тактом выпуска по ГОСТ 3.1109 — 82 называется интервал времени, через который периодически производится выпуск изделий или заготовок определенного наименования, типоразмера и исполнения. Такт выпуска определяется по формуле Тв = 60 Фд/N (мин / шт.} (2) Здесь Фд - действительный фонд времени в планируемом периоде (год, месяц, сутки, смена), час.; N- объем выпуска изделий за тот же период, шт. Действительный фонд времени учитывает потери времени на ремонт оборудования и этим отличается от номинального (календарного) фонда времени. Номинальный фонд времени для оборудования при его работе в одну, две и три смены составляет соответственно 2070, 4140, и 6210 часов в год. Действительный фонд времени работы оборудования для той же сменности составляет 2030, 4015 и 5965 часов в год. Условием организации поточного производства является кратность времени выполнения каждой технологической операции такту выпуска изделий. Оценка производительности поточной линии производится расчетом ритма выпуска. Ритмом выпуска по ГОСТ 3.1109 — 82 называется количество изделий или заготовок определенных наименований, типоразмеров и исполнения, выпускаемых в единицу времени. Очевидно, что ритм выпуска величина обратная такту. Существуют две формы организации поточного производства: непрерывно-поточная и прерывно-поточная (прямопроточная). В непрерывно-поточном производстве рабочие места располагаются в последовательности выполнения операций технологического процесса, каждая операция закреплена за определенным рабочим местом, заготовки передаются с одного рабочего места на другое поштучно, не задерживаясь, причем длительность каждой операций одинакова или кратна такту выпуска. Приведение длительности операции к промежутку времени кратному такту выпуска называется синхронизацией. Синхронизацию обеспечивают дифференциацией и концентрацией операций. Эта форма применяется в массовом и частично в крупносерийном производстве. В прерывно-поточном производстве рабочие места расположены также по технологической цепочке. Однако длительность выполнения операций не равна и не кратна такту выпуска. Поэтому передача заготовок с одного рабочего места на другое происходит с остановками, что приводит к простою некоторых рабочих мест. Эта форма применяется в крупносерийном и частично в крупносериином производстве. Непоточная форма производства применяется в единичном и мелкосерийном производстве. В этом случае создаются участки из станков одной группы: токарных, фрезерных, шлифовальных и. т. д., на которых выполняется один вид обработки. Заготовки партиями передаются с участка на участок, на которых имеются специально отведенные места для складирования. Производительность при непоточной форме производства, ниже, чем при поточной форме. 1.3. Факторы влияющие на технологический процесс, исходные данные для проектирования, порядок проектирования технологических процессов механической обработки Исходные данные или исходную информацию для проектирования технологических процессов подразделяют на базовую, руководящую и справочную. Базовая информация включает комплект рабочей документации на изделие и программу его выпуска. Программой выпуска продукции по ГОСТ 14.004 — 83 называется установленный для данного предприятия перечень изготовляемых изделий с указанием объема выпуска по каждому наименованию на планируемый период времени. Руководящая и справочная информация включает документацию на действующие технологические процессы, стандарты и паспортные данные на оборудование, оснастку, инструмент, методическую и справочную документацию по расчетам припусков, режимов резания, норм времени на механическую обработку, требования по технике безопасности и. т. д. Иными словами исходными данными для проектирования технологического процесса механической обработки являются: чертеж детали, технические условия к нему, объем выпуска, сроки изготовления в заданном объеме, условия действующего и вновь создаваемого производства, а также весь набор технических и технологических средств доступных проектировщику. Порядок разработки технологических процессов механической обработки Технологические процессы на механическую обработку проектируются в следующей последовательности: 1. Определение типа производства и метода его работы 2. Анализ технологичности конструкции. 3. Выбор метода получения заготовки 4. Разработка технологического маршрута обработки 5. Выбор технологических баз 6. Разработка операционной технологии с выбором оборудования, инструмента и приспособлений 7. Расчет припусков и размеров заготовки на всех технологических переходах 8. Расчет режимов резания 9.Техническое нормирование технологического процесса 10. Оформление технологической документации Последующий лекционный материал содержит информацию необходимую для выполнения этих пунктов. Факторы, влияющие на технологический процесс: Разработка технологического процесса связана с учетом разнообразных факторов, основными из которых являются: - размер производственной программы - тип и методы работы производства - технологичность конструкции изделия - выбор баз при механической обработке - точность формы и размеров изделия - требования к шероховатости поверхности - материал изделия и его свойства - способ получения заготовки - припуски на механическую обработку -технологическое оснащение производства (оборудование, оснастка, инструмент, расходные материалы) - производственные затраты 1.4. Технологичность конструкции изделия, примеры анализа технологичности конструкции для изделий некоторых типов(корпусные детали, валы и оси, втулки) Технологичностью конструкции изделия по ГОСТ 14.205 — 83 называется совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению определенных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ. Иными словами конструкция изделия является технологичной, если при проектировании обеспечено простое, качественное и экономичное изготовление, а также эксплуатация этого изделия. Отработка конструкции на технологичность ведется на всех этапах проектирования и производства изделия. Основная часть этой работы должна быть выполнена при проектировании. Конструктору необходимо быть технологом. В то же время оценка технологичности конструкции при разработке технологического процесса обязательна, т.к. квалификация технолога в области технологии, как правило, выше, чем у конструктора. Оценка технологичности конструкции на стадии производства является проверкой эффективности проектных и технологических решений. Она позволяет устранить допущенные ошибки, уточняет детали, вскрывает резервы для дальнейшего повышения технологичности конструкции. Различают производственную, эксплуатационную и ремонтную технологичность Производственная ТКИ заключается в сокращении средств и времени на конструкторскую подготовку производства, технологическую подготовку производства, процессы изготовления, в том числе контроля и испытания, монтаж вне предприятия-изготовителя. Эксплуатационная ТКИ заключается в сокращении средств и времени на подготовку к использованию по назначению, технологическое и техническое обслуживание, текущий ремонт. утилизацию. Ремонтная ТКИ заключается в сокращении средств и времени на все виды ремонта. Главные факторы, определяющие требования к ТКИ, следующие:
Обеспечение ТКИ является функцией подготовки производства, предусматривающей взаимосвязанное решение конструкторских и технологических задач. направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, в том числе монтаж вне предприятия-изготовителя, техническое обслуживание и ремонт изделия. Оценка ТКИ может быть двух видов - качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно, на основе опыта исполнителя. К основным показателям ТКИ относятся трудоёмкость и себестоимость изготовления изделия, материалоёмкость и энергоёмкость изделия. Анализ технологичности для изделий некоторых типов Анализ технологичности конструкции является сложной задачей, успешное решение которой, существенно зависит от опыта и квалификации исполнителей. Круг вопросов, который затрагивается при этом, довольно широк. Подробное их изложение представлено в специальной литературе [5]. Рассмотрим в качестве примера ряд частных рекомендации для некоторых типов изделий. Корпусные детали К этим деталям относятся рамы, станины, корпуса и т. д., которые сложны и разнообразны по конструкции. Они являются базовыми деталями сборочных единиц и служат опорой для прочих узлов и деталей, объединяя их в законченную конструкцию. Примерами требований к технологичности таких деталей являются: - обрабатываемые плоскости рекомендуется располагать на одном уровне, что позволяет обрабатывать их на проход за один рабочий ход без остановки и настройки станка на другой размер (рис. 3,а); - необходимо обеспечивать свободный доступ к обрабатываемым поверхностям (рис.3,6); - необходимо задавать межосевые расстояния отверстий, так, чтобы была возможность их обработки на многошпиндельных станках (рис.3, в); - необходимо предусматривать возможность растачивания соосных отверстий на проход (рис.3,г); - необходимо исключать подрезку внутренних торцов ступиц для отверстий (рис.3,д); - необходимо исключать наклонные поверхности, которые затрудняют обработку (рис.3,е); - опорные поверхности должны иметь достаточную протяженность для обеспечения устойчивости деталей, в противном случае необходимо предусматривать дополнительные опоры (рис.3,ж); - количество опор должно быть не больше трех, что обеспечивает наибольшую устойчивость (рис.3,з); - необходимо обеспечивать вход и выход инструмента перпендикулярно поверхности, что исключает его поломку (рис.3,и); - отверстия должны быть расположены так, чтобы использовать нормализованный инструмент (рис.З,к). Валы и оси По конструкции валы и оси могут быть гладкими, ступенчатыми, полыми и сплошными (рис.4). На валах и осях размещаются вращающиеся детали (зубчатые колеса, шкивы, подшипники и. т. д.). Базовым элементом валов и осей является геометрическая ось, относительно которой, в основном, производится нормирование точности элементов этих деталей. Примерами требований к технологичности валов и осей являются: - точные валы и оси целесообразно обрабатывать в центрах; - там, где это возможно, следует избегать применения ступенчатых валов и осей, что дает возможность использовать при изготовлении калиброванный прокат; - ступенчатые валы и оси необходимо проектировать с минимальным перепадом диаметров ступеней, т.к. при этом повышается сопротивление усталости; - ступени по длине целесообразно выбирать одинаковыми или кратными, что дает возможность обрабатывать их на многорезцовых станках (рис.5); - заготовку для валов с фланцем на конце целесообразно получать высадкой на горизонтально-ковочных машинах, штамповкой или сваркой, что снижает трудоемкость и расход металла; - для валов, подвергаемых закалке, особенно токами высокой частоты, острые кромки элементов в зоне нагрева следует притупить, чтобы избежать их оплавления из-за более высокой скорости нагрева; - при закалке ступенчатых валов ТВЧ рекомендуется оставлять незакаленные участки около уступов, чтобы снизить концентрацию напряжений и уменьшить вероятность появления закалочных трещин. Втулки Детали типа втулок и колец применяют в качестве опор для валов, в виде муфт, распорных элементов и. т. д. Во многих случаях втулки имеют резьбовые, шлицевые элементы, выступы и канавки на наружной и внутренней поверхностях. При конструировании деталей этого класса рекомендуется: - для обеспечения соосности внутренних и наружных поверхностей следует обрабатывать их за один установ; - применение глухих отверстий с двух сторон не рекомендуется, т.к. трудно обеспечить их соосность; - следует избегать внутренних выточек, особенно с точным небольшим диаметром; - втулки со шлицами (рис.6) желательно делать сквозными, чтобы обеспечить свободный выход режущего инструмента и использовать протягивание; - шлицевые поверхности рекомендуется выполнять сплошными без разрывов, чтобы снизить число ударов по режущему инструменту при врезании; - необходимо сокращать протяженность опорных поверхностей, заменяя их поясками на краях. 1.5. Базирование и базы в машиностроении Основой настоящего раздела являются материалы ГОСТ 21495 — 76 и ГОСТ 3.1107-81. Понятие о базировании и базе При механической обработке на металлорежущих станках деталь определенным образом ориентируется в пространстве. В машине после сборки детали также некоторым образом ориентированы относительно друг друга. Базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат. База - это поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащих заготовке или изделию и используемая для базирования. Иными словами базой является элемент или элементы изделия, положение которых относительно выбранной системы координат, определенным образом ориентируют данное изделие в пространстве. Основной принцип базирования и закрепления изделий при механической обработке (правило шести точек) При механической обработке заготовка должна быть не только ориентирована определенным образом в пространстве, но и надежно закреплена. Согласно ГОСТ 21495 — 76 базирование и закрепление заготовки или изделия называется установкой. Закреплением по ГОСТ 21495 — 76 называется приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании. Существует общее правило установки заготовок при механической обработке, которое называется правилом шести точек. Рассмотрим это правило. Из теоретической механики известно, что твердое тело в пространстве имеет шесть степеней свободы, т. е. возможность перемещения вдоль координатных осей, а также вращения вокруг них. Накладывая на тело связи, его лишают степеней свободы. Число связей для абсолютно неподвижного тела равно числу степеней свободы, т.е. шести. Необходимо, чтобы эти связи были двухсторонними, т. е. исключали перемещение детали вдоль связи. Такие связи создаются базированием и закреплением заготовки и называются опорными точками. Итак, чтобы осуществить базирование и закрепление заготовки при механической обработке необходимо создать систему из шести двухсторонних связей. Это положение называется правилом шести точек. Опорные точки изображаются виде •-----• и пронумерованы. Покажем применение правила шести точек на некоторых примерах установки твердых тел. Призматическое тело Прижмем призматическое тело к одной опоре на плоскости XOY декартовой системы координат, тем самым создадим одну двухстороннюю связь (опорную точку), лишив возможности перемещения тела вдоль оси Z (рис.7). 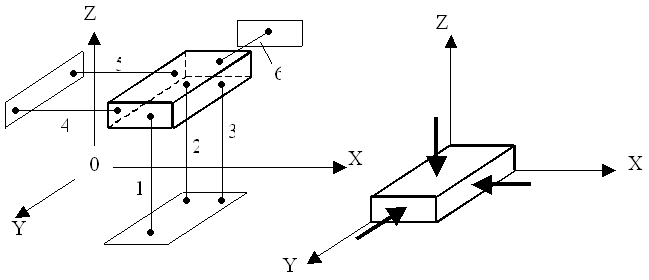 Рис. 7 Базирование и закрепление призматического тела 1- 6 двухсторонние связи или опорные точки Положение тела при контакте с плоскостью в одной точке является неустойчивым. Устойчивое положение будет достигнуто, при размещении тела на трех опорах. Если увеличить число опор, то из-за отклонений от плоскостности опорной грани параллелепипеда, он будет по-прежнему контактировать только с тремя опорами. Поэтому увеличение количества опор лишено смысла. Прижимая тело к трем опорам на плоскости XOY, создаем три опорные точки 1;2;3, тем самым лишаем тело трех степеней свободы. Теперь прижмем тело к плоскости YOZ. Для устойчивого положения необходимо иметь на этой плоскости две опоры. В этом случае дополнительно образуются еще две двухсторонних связи 4;5 и число опорных точек станет равным пяти. Чтобы лишить тело шестой степени свободы, его необходимо прижать к еще одной опоре, расположенной на плоскости XOZ. Таким образом, возникает шестая двусторонняя связь 6, что лишает тело всех степеней свободы. Замечание. Целесообразно, чтобы силы резания, действующие на деталь при механической обработке, приводили к усилению связей. Поэтому детали при механической обработке следует устанавливать так, чтобы силы закрепления и резания действовали в одном направлении. Если эти силы действуют в противоположном направлении, то связи ослабляются. Разрыв связей приводит к смещению заготовки, что может привести к аварийной ситуацией (порче изделия, поломке инструмента, травмам и. т. д.) Длинное цилиндрическое тело Теперь рассмотрим применение правила шести точек при установке длинного цилиндрического тела (рис.8). 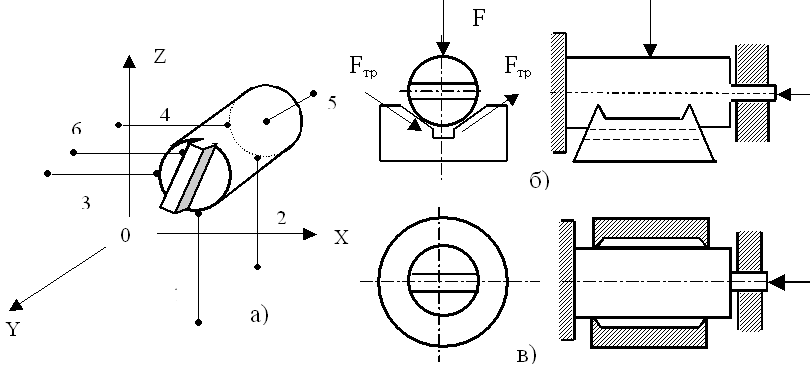 Рис. 8 Базирование и закрепление длинного цилиндрического тела. Очевидно, что для устойчивого базирования следует использовать цилиндрическую поверхность. Соединим ее двухсторонними связями 1;2;3;4 с координатными плоскостями XOY и YOZ, что лишает цилиндр четырех степеней свободы (рис.8,а). В реальных условиях эти связи образуются установкой цилиндра в призме или втулке (рис.8 А, Б). Пятую связь получим соединением торцевой поверхности цилиндра с координатной плоскостью XOZ. Это будет пятая опорная точка, которая устраняет возможность перемещения цилиндра вдоль собственной оси. Шестую связь, которая препятствует вращению цилиндра вокруг этой оси, можно получить кинематическим или силовым замыканием. Кинематическое замыкание осуществляется, например, соединением тела с опорой шипом или шпонкой, размещенным на торце цилиндра. Эта связь является двухсторонней и условно показана на рис.8,а соединением шипа с плоскостью YOZ, связью 6. Для силового замыкания тело необходимо прижать опоре. Тогда в опорах возникнут силы трения, которые будут препятствовать вращению цилиндра вокруг собственной оси. Такая связь называется фрикционной. На схеме рис.8,б) эта связь возникает под действием вертикальной силы, которая прижимает цилиндр к направляющим. За счет фрикционной связи осуществляется закрепление заготовки. Однако базирование заготовки в направлении действия сил трения отсутствует, т.к. положение заготовки в этом направлении до закрепления может быть любым. Поэтому фрикционная связь не является двухсторонней и не уменьшает число степеней свободы заготовки. Очевидно, что для существования этой связи необходимо, чтобы силы резания не превышали сил трения, которые возникают на опорных поверхностях при закреплении. Короткое Цилиндрическое тело Цилиндрическое тело типа диска будем считать коротким, если его длина существенно меньше диаметра. Цилиндрическую поверхность диска трудно использовать для устойчивого базирования, в то время как значительные размеры торцевой поверхности позволяют разместить на ней три опорные точки. Эти точки образуют двухсторонние связи 1;2;3 с плоскостью XOZ (рис.9,а). 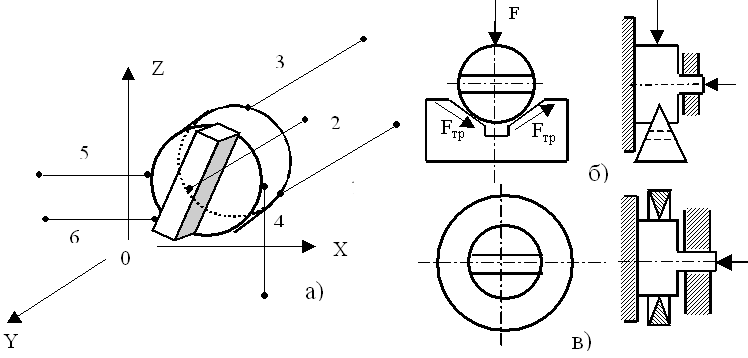 Рис. 9 Базирование и закрепление короткого цилиндрического тела. Соединение цилиндрической поверхности с координатными плоскостями XOY и YOZ двухсторонними связями 4,5 создает дополнительно две опорные точки, что лишает тела еще двух степеней свободы. В реальных условиях эти двухсторонние связи образуются установкой цилиндра в призме (рис.9,6) или втулке (рис.9,в). Шестую связь можно создать, как и в предыдущем случае, с помощью шипа. Длинное коническое тело с малой конусностью Примерами таких тел являются хвостовики различных режущих инструментов (сверл, фрез, и. т. д.) (рис.10,а). При базировании по такой конической поверхности тело лишается пяти степеней свободы—перемещения относительно всех координатных осей и вращения относительно двух. Шестую степень свободы, вращение вокруг собственной оси, можно устранить с помощью шипа. Препятствовать вращению можно также за счет силы трения, т.е. фрикционной связи. Цилиндрическое тело с двумя короткими внутренними коническими поверхностями, имеющими большую конусностью Примером такого тела является вал с двумя центровыми отверстиями, выполненными по ГОСТ 14034 — 74. Схема установки такого тела представлена на рис. 10,б. Базирование по одному отверстию лишает тело возможности перемещения вдоль координатных осей. Возможность поворота вокруг осей остается. Поэтому в данном случае тело обладает тремя степенями свободы. При использовании в качестве базы второго отверстия возможность вращения тела вокруг своей оси, т.е. одна степень свободы сохраняется. Шестую связь можно создать путем использования уже известных средств - шипа или шпонки. Однако, например, при токарной обработке валов с установкой в центрах для этой цели применяется поводковый патрон. Патрон не принимает участие в базировании, а только закрепляет заготовку в окружном направлении за счет создания фрикционной связи. В то время как положение заготовки в этом направлении остается неопределенным. Количество баз, необходимых для базирования Комплектом баз по ГОСТ 21495 — 76 называется совокупность трех баз, образующих систему координат заготовки или изделия. Такой комплект баз лишает тело шести степеней свободы. В дальнейшем его будем называть полным комплектом баз. Например, три плоскости парал-лелепипеда на рис.7. С шестью опорными точками составляют полный комплект баз. В рассмотренных выше примерах базирования тел везде использовался полный комплект баз. В тоже время, при механической обработке часто нет необходимости применять полный комплект баз. Например, при обработке верхней плоскости призматической заготовки в размер её по высоте можно не фиксировать ее положение на горизонтальной плоскости (рис.11,а). Однако заготовка должна быть надежно закреплена. Для этой цели можно использовать магнитную плиту. 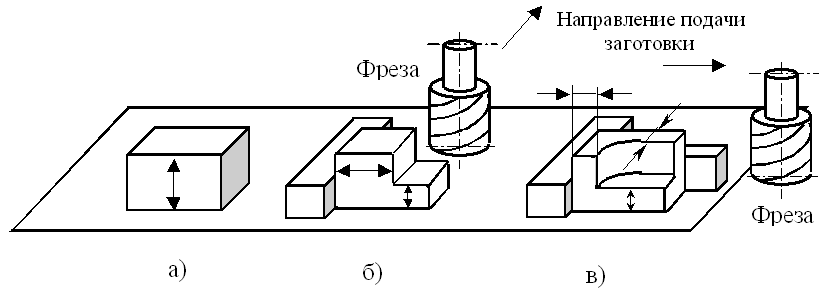 При обработке заготовок партиями используют станки, настроенные предварительно на заданные размеры деталей. Поэтому необходимость настройки станка на каждую деталь отпадает. Такое получение размеров деталей называется автоматическим. В частности, сквозную ступень в детали с размерами, указанными на рис.11, б) можно получить за один рабочий ход фрезы, при предварительной её установке относительно стола с приспособлением по высоте и в направлении перпендикулярном движению подачи. В данном случае в комплекте баз используются две плоскости заготовки, которая лишается при этом пяти степеней свободы. При обработке заготовок партиями используют станки, настроенные предварительно на заданные размеры деталей. Поэтому необходимость настройки станка на каждую деталь отпадает. Такое получение размеров деталей называется автоматическим. В частности, сквозную ступень в детали с размерами, указанными на рис.11, б) можно получить за один рабочий ход фрезы, при предварительной её установке относительно стола с приспособлением по высоте и в направлении перпендикулярном движению подачи. В данном случае в комплекте баз используются две плоскости заготовки, которая лишается при этом пяти степеней свободы.Для обработки глухой ступени в детали, представленной на рис.11, в), используется комплект баз, составленный из трех плоскостей заготовки. Здесь глубину и ширину ступени также получают предварительной установкой стола с приспособлением относительно фрезы. Чтобы получить необходимую длину ступени, ход стола в направлении подачи ограничивается настройкой станка. Замечание. Чем меньше баз входит в комплект, тем проще и дешевле конструкция приспособления. Поэтому при проектировании технологических процессов число баз в комплекте должно быть минимальным. 1.6. Классификация баз по ГОСТ 21495 — 76 Согласно ГОСТ 21495—76 классификация машиностроительных баз производится по: назначению, лишаемым степеням свободы и характеру проявления. Все эти признаки являются самостоятельными. По назначению машиностроительные базы подразделяются на конструкторские, измерительные и технологические. Конструкторской называется база, используемая для определения положения детали или сборочной единицы в изделии. Конструкторские базы подразделяются на основные и вспомогательные. Основной называется конструкторская база данной детали или сборочной единицы, используемая для определения их положения в изделии. Вспомогательной называется конструкторская база данной детали или сборочной единицы, используется для определения положения присоединяемого к ним изделия. Примеры основных и вспомогательных конструкторских баз показаны на рис.12. В данном случае считается, что колесо при сборке присоединяется к валу. Поэтому базы 1;2;3 зубчатого колеса считаются основными, а базы 4;5;6 вспомогательными базами. Очевидно, что выбор баз в качестве основных или вспомогательных зависит от последовательности сборки, т.е. какая из деталей является базовой. 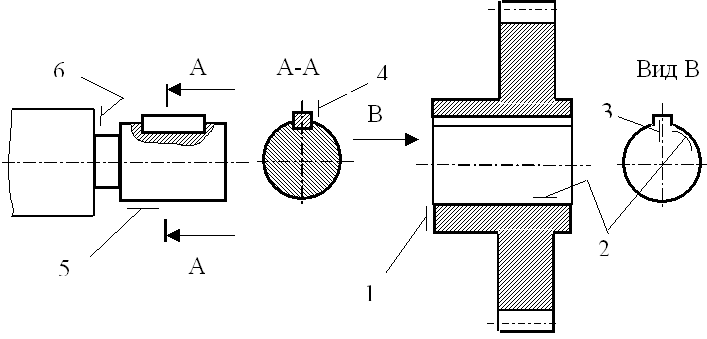 |