|
|
ТКМ шпоры. 1. Исходные материалы для металлургии руда, флюсы, огнеупоры, топливо пути повышения температуры горения металлургического топлива. Дайте определения и примеры химических формул
75п Дорнование (дорнирование) – вид обработки заготовок без снятия стружки. Сущность доумент)|дорна]]. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга.
Виды дорнования
Дорнование подразделяют на поверхностное и объёмное. При поверхностном дорновании пластически деформируется поверхностный слой, при объёмном – пластическое деформирование происходит по всему поперечному сечению обрабатываемой детали. Поверхностное дорнование относят к методам поверхностного пластического деформирования (ППД), а объёмное дорнование к методам обработки металлов давлением (ОМД).
9. УПРОЧНЯЮЩАЯ ОБРАБОТКА
ПОВЕРХНОСТНЫХ СЛОЕВ
ДЕТАЛЕЙ
Упрочняющую обработку предпринимают для увеличения сопротивления усталости деталей. Методы упрочнения основаны на локальном воздействии инструмента на обрабатываемый материал. При этом возникают многочисленные зоны воздействия на весьма малых участках поверхности, в результате чего создаются очень большие местные давления. Многочисленные контакты с инструментом приводят к упрочнению поверхностного слоя. В поверхностных слоях возникают существенные напряжения сжатия.
Прочность конструкционных материалов повышается благодаря воздействию нагрузок, создающих эффективные препятствия для движения несовершенств кристаллической решетки.
Распространено упрочнение нанесением ударов по поверхности заготовки шариками, роликами, различными бойками.
При статическом упрочнении на поверхность заготовки воздействуют вращающимися роликами в процессе обкатывания или раскатывания.
Распространено дробеструйное динамическое упрочнение. Готовые детали машин подвергают ударному действию потока дроби в специальных камерах, где дробинки с большой скоростью перемещаются под действием потока воздушной струи или центробежной силы.
Этот метод применяют для таких изделий, как рессорные листы, пружины, лопатки турбин, штоки, штампы.
Эффект деформационного упрочнения повышается при использовании импульсных нагрузок, в частности взрывной волны. При упрочении взрывом необходимы энергоноситель и среда, передающая давление на упрочняемую деталь. В качестве энергоносителя используют бризантные взрывчатые вещества, обеспечивающие как поверхностные, так и сквозные упрочнения деталей.
|
76 Электрофизические и электрохимические (ЭФЭХ) методы обработки основаны на непосредственном воздействии различных видов энергии (электрической, химической и др.) на обрабатываемую заготовку. При обработке заготовок этими методами отсутствует силовое воздействие инструмента на заготовку или оно на-столько мало, что практически не влияет на суммарную погрешность обработки. Эти методы позволяют изменять форму обрабатываемой поверхности заготовки и влиять на состояние поверхностного слоя. Так, в некоторых случаях наклеп обработанной поверхности не образуется, дефектный слой незначителен, удаляются прижоги поверхности, полученные при шлифовании, повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхностей деталей.
При электроэрозионной обработке (ЭЭО) используют явление эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсов электрического тока. Заготовку и инструмент, изготовленные из токопроводящих материалов, подключают к источнику тока -генератору импульсов (ГИ) и помещают в диэлектрическую жидкость.
Электрохимические методы обработки основаны на законах анодного растворения металлов при электролизе. При прохождении электрического тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющейся анодом, происходят химические реакции, и поверхностный слой металла превращается в химическое соединение. Продукты электролиза переходят в раствор или удаляются механическим способом.
Производительность процессов зависит в основном от электрохимических свойств электролита, обрабатываемого то-копроводящего материала и плотности тока.
Ултразвуковая обработка материалов -разновидность механической обработки -основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии служат ультразвуковые генераторы тока с частотой 16 ... 30 кГц. Инструмент получает колебания от ультразвукового преобразователя с сердечником из магнито-стрикционного материала. Эффектом маг-нитострикции обладают никель, железо-никелевые сплавы (пермендюр), железо-алюминиевые сплавы (альфер), ферриты.
К лучевым методам формообразования поверхностей деталей машин относят электронно-лучевую и светолучевую (лазерную) обработку
Электронно-лучевая обработка основана на превращении кинетической энергии направленного пучка электронов в тепловую. Высокая плотность энергии сфокусированного электронного луча позволяет обрабатывать заготовки за счет нагрева, расплавления и испарения материала с узколокального участка.
Светолучевая (лазерная) обработка основана на тепловом воздействии светового луча высокой энергии на поверхность обрабатываемой заготовки. Источником светового излучения служит лазер - оптический квантовый генератор (ОКГ).
|
77 Особенности устройства металлообрабатывающих станков с ЧПУ. Назначение и основные преимущества станков.
Металлорежущие станки с системами ЧПУ применяют как для выполнения простых операций, так и для обработки сложных фасонных деталей. Системы ЧПУ обеспечивают высокий уровень автоматизации станков, включая автоматическую смену режущих инструментов и заготовок, изменение режимов резания, получение размеров поверхностей деталей. Станки с ЧПУ имеют большую производительность, чем универсальные станки. Станки с ЧПУ, изготовляемые на базе серийных, имеют коробку скоростей с передвижными зубчатыми блоками или оснащены бесступенчатым приводом главного движения. Механизм подачи станка обеспечивает перемещение заготовки, установленной на столе, в двух взаимно перпендикулярных направлениях – продольном и поперечном. Шпиндель станка вместе с ползуном перемещается в вертикальной плоскости. Эти три движения осуществляются от трех исполнительных механизмов. Каждый из них состоит из электродвигателя (М2 М3 М4), который управляет гидродвигателем (Г2 Г3 Г4). Гидродвигатели приводят в движение рабочие органы станка (стол и ползун) через зубчатые колеса и шариковые винтовые пары (2,3,4). Каждому импульсу, поступающему от системы ЧПУ, соответствует перемещение ползуна со шпинделем или стола на 0.01 мм. Консоль станка со столом и салазками имеет установочное вертикальное перемещение от гидродвигателя Г1 через пару конических колес 18/72 и винтовую пару 1.
Программа работы станка задается с помощью чисел в закодированном виде на программоносителе – перфорированной бумажной ленте.
|
78 Виды и сущность программного управления металлообрабатывающими станками. Упрощенная структурная схема цикловой системы управления. Классификация числовых систем программного управления (СЧПУ). Упрощенная структурная схема СЧПУ.
В зависимости от способа управления исполнительным органом различают: позиционные, контурные и универсальные системы.
В зависимости от наличия обратной связи системы управления могут быть замкнутыми, или закрытыми, и разомкнутыми, или открытыми.
В зависимости от способа отсчета перемещения различают системы управления с абсолютным и относительным отсчетом. В первом случае отсчет ведется относительно начала системы координат: x1, y1, x2, y2 и т. д., во втором случае задаются приращения: Δx1, Δy1, Δx2, Δy2 и т. д.
В зависимости от чисел управляемых координат различают одно-, двух-, трех-, четырех-, пятикоординатные системы управления. Из них какое-то число координат управляется одновременно (параллельно), а какое-то — последовательно.
В зависимости от элементной базы и уровня использования; ЭВМ различают системы первого, второго, третьего поколения.
Устройства ЧПУ первого поколения не имели встроенного интерполятора. Программа, записанная на перфоленту при помощи вынесенного интерполятора, переписывалась на магнитную ленту, которую использовали для управления станком.
Устройства ЧПУ второго поколения имеют встроенный интерполятор и управляются от перфоленты. Для подготовки перфоленты используется ЭВМ.
Устройства ЧПУ третьего поколения (системы CNC) имеют встроенный микропроцессор. Это позволяет: вместо аппаратного обеспечения функций системы управления использовать программное обеспечение; реализовать более гибкий процесс программирования (ввод программы с клавиатуры, подготовка программы при изготовлении первой детали); использовать дисплей и режим диалога; использовать как программоноситель не только перфоленту, но и компакт-кассеты, диски с памятью и др.
|
79. Основные способы разработки управляющих программ для метал-лообрабатывающих станков с программным управлением. Основные эта-пы разработки управляющей программы для СЧПУ Н221М.
|
80 Автоматическая линия — это система автоматически действующих станков, связанных транспортирующими средствами и имеющая единое управляющее устройство. Часто линии изготовляют для обработки вполне определенных деталей (например, картеров коробок скоростей автомобиля). Однако, если конструкция детали изменится, данная линия окажется непригодной для дальнейшего использования. Чтобы этого не случилось, используют принцип агрегатировани.Автоматические линии можно разделить на синхронные и несинхронные. В синхронных линиях (рис. 6.121, а) заготовки | передаются непосредственно от одного станка 2 к другому с помощью транспортного устройства. Это устройство перемещает одновременно все заготовки на шаг l. Станки в линии устанавливают так, чтобы можно было одновременно обрабатывать заготовки с двух сторон. Поворотный стол 3 позволяет последовательно поворачивать заготовки на 90° для того, чтобы на втором участке линии обрабатывать другие стороны.
В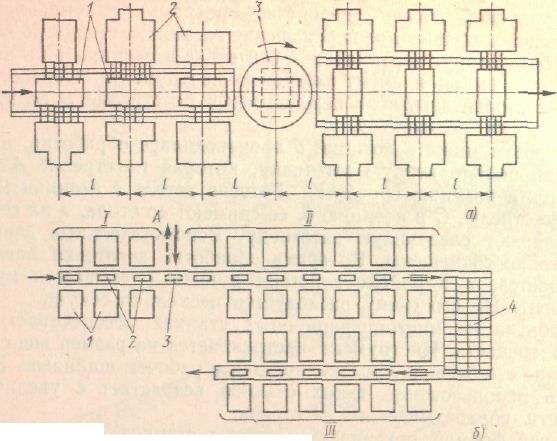 несинхронных линиях (рис. 6.121, 6) используют магазины-накопители 4, Их устанавливают между отдельными участками станков. Если, например, участок || вышел из строя, то участок ||| продолжает работать, потребляя заготовки из накопителя. В свою очередь, продолжает работать и участок |. Заготовки 2, обработанные на станках 1, поступают в позицию 3 и оттуда в накопитель по штриховой стрелке А. Такие линии более производительны, так как простои их значительно сокращены. несинхронных линиях (рис. 6.121, 6) используют магазины-накопители 4, Их устанавливают между отдельными участками станков. Если, например, участок || вышел из строя, то участок ||| продолжает работать, потребляя заготовки из накопителя. В свою очередь, продолжает работать и участок |. Заготовки 2, обработанные на станках 1, поступают в позицию 3 и оттуда в накопитель по штриховой стрелке А. Такие линии более производительны, так как простои их значительно сокращены.
Автоматические линии могут управляться непосредственно ЭВМ, которые обеспечивают более широкий круг выполняемых работ, нежели в линиях, описанных выше.Автоматические линии обладают высокой производительностью.
ГИБКИЕ АВТОМАТИЧЕСКИЕ ПРОИЗВОДСТВА
Современные средства автоматизации, которыми оснащены автоматические линии, цехи и заводы, имеют существенный недостаток — они могут быть рационально использованы в массовом производстве. Однако наиболее распространенным типом производства является серийный. Возможность быстрого переналаживания оборудования в условиях серийного производства при изготовлении даже небольших партий заготовок обеспечивают гибкие автоматические производства (ГАП). ГАП организуется на базе оборудования, управляемого ЭВМ с помощью программ. Смена программ производится достаточно просто и быстро, при этом оборудование быстро переналаживается на изготовление другой детали. Использование ЭВМ позволяет осуществлять очень сложные способы управления Кроме изменения движения рабочих органов, машина может обучаться, поднастраиваться в процессе работы, определенным образом реагировать на различные внешние возмущения.
Гибкими могут быть линия, участок, цех, завод. Все элементы производства управляются единой системой. Согласованно, в автоматическом режиме работают транспортные устройства, склады заготовок и деталей, система смены и установки инструментов, устройства контроля продукции и т. д. В производственном процессе ГАП человек непосредственно участия не принимает. ГАП функционирует на основе так называемой безлюдной технологии.
ГАП способствует резкому увеличению производительности труда в условиях серийного производства, позволяет очень быстро переходить на изготовление сходной, но другой продукции, обеспечивает повышение качества продукции за счет стабильных режимов обработки, автоматического устранения возможных ошибок, позволяет сократить цикл обработки, улучшает условия труда рабочих, обслуживающих весь комплекс.
| |
|
|
 Скачать 10.6 Mb.
Скачать 10.6 Mb.