логистика. Конспект лекций для студентов обучающихся по специальности 080502с Экономика и управление на предприятии строительства
 Скачать 2.3 Mb. Скачать 2.3 Mb.
|

|
Адаптивность.Предполагает приспособление систем производства (сервиса) к изменениям во внешней экономической среде с максимальной эффективностью. Достигается посредством внутренних изменений в системе. Чем адекватнее система реагирует на текущее состояние внешней среды (спрос, налогообложение, конкуренцию, научно-технический прогресс и т. д.), тем более она адаптивна. Особое значение имеет точность соответствия предложения спросу - по номенклатуре, объему, качеству, срокам, месту, стоимости поставки товара и сопутствующего сервиса. Производство и логистика. С позиций интегральной парадигмы логистики производство является одной из базисных комплексных логистических активностей, занимающей центральное место в фирме. В микрологистической системе фирмы производственный процесс состоит из большого количества элементарных и комплексных логистических активностей, объединенных заданной целевой функцией. Соответственно, операционный менеджмент решает целый комплекс задач внутрипроизводственной логистики в рамках заданной (прогнозируемыми и планируемыми спросом и заказами) производственной программы, среди которых (Сергеев, стр. 149): оперативно-календарное планирование с детальным расписанием выпуска ГП; оперативное управление технологическими процессами производства; всеобщий контроль качества, поддержание стандартов качества продукции и соответствующего сервиса; стратегическое и оперативное планирование поставок МР; организация внутрипроизводственного складского хозяйства; прогнозирование, планирование и нормирование расхода МР в производстве; организация работы внутрипроизводственного технологического транспорта; контроль и управление запасами МР, НП и ГП на всех уровнях внутрипроизводственной складской системы и в технологи ческом процессе производства; внутрипроизводственное физическое распределение МР и ГП; информационное и техническое обеспечение процессов управления внутрипроизводственными материальными потоками; автоматизация и компьютеризация управления материальными (информационными, финансовыми) потоками в производстве. Перечисленный комплекс задач должен решаться в рамках фирменной логистической стратегии оптимизации управления материальными и сопутствующими им потоками с точки зрения: оптимизации (минимизации) уровней всех запасов МР, НП, ГП внутри производственно-технологического цикла и складской системы; оптимизации работы внутрифирменного транспортно-складского комплекса; сокращения времени производственно-технологического цикла; сокращения времени производственно-технологического цикла; уменьшения всех логистических издержек в производстве ГП. Процесс логистического менеджмента во внутрипроизводственной ЛС с заданными параметрами настройки и ограничениями заключается в оптимизации следующих основных показателей: частоты оборачиваемости запасов МР, НП; общих затрат на снабжение МР; общих логистических издержек; скорости оборота МР и НП для отдельных складов; расходов на единицу ГП; загрузки складов и транспортных средств; степени риска, связанного с содержанием запасов и др. Рассматривая логистический менеджмент в производстве в разрезе его взаимодействия с операционным менеджментом, необходимо подчеркнуть интегрирующий потенциал логистики, направленный на поддержание системной устойчивости фирмы на рынке за счет качественного отслеживания динамики спроса производством требуемых объемов продукции и сервиса. 5.2. Логистическая технология и базовые логистические подсистемы С позиций современного операционного менеджмента конкурентные преимущества дает использование передовых производственных технологий (Advanced Manufacturing Technologies — АМТ), позволяющих за счет применения информационно-компьютерной поддержки и гибких производственных систем обеспечить быстрый переход на производство новой продукции различных серий, размеров и степени сложности. Наряду с использованием философии TQM, передовые технологии интегрируют производственные активности фирмы для удовлетворения динамичного потребительского спроса с наивысшим качеством продукции и сервиса. Логистический менеджмент, основанный на современных маркетинговой и интегральной парадигмах, позволяет существенно усилить конкурентные возможности фирмы в том числе и в производстве. Синергия современных возможностей всеобщего управления качеством, передовых производственных технологий и логистики позволяет фирме достичь конкурентных преимуществ в гибкости (быстрой переналадке оборудования, уменьшению времени производственного цикла, выпуску нового ассортимента продукции), быстрой реакции на изменение потребительского спроса, себестоимости производства, качества продукции и сопутствующего сервиса, производительности труда. Результатом интеграции TQM, АМТ и логистики является повышение эффективности и системной устойчивости фирмы на рынке, обеспечение возможности внедрения инноваций и выполнения стратегических задач. Логистическая технология. Логистическую технологию можно определить как стандартную (стандартизированную) последовательность (алгоритм) выполнения отдельной логистической функции и/или логистического процесса в функциональной области логистики и/или в ЛС, поддерживаемую соответствующей информационной системой и воплощающую определенную логистическую концепцию.Логистическим технологиям соответствуют так называемые базовые (стандартные, стандартизированные, унифицированные) логистические системы (подсистемы, модули), далее базовая логистическая подсистема (модуль), так как практика их применения в логистике связана с автоматизацией ЗЛС или внутренних технологических процессов, внедрением КИС, в которых эти подсистемы являются по существу информационно-программными модулями. Применение логистических технологий и базовых логистических подсистем/модулей направлено на получение оптимальных решений в ЛС. В основе логистических технологий лежат два вида систем управления производством (СУП), состоящим из последовательных процессов: «выталкивающие» системы и «вытягивающие» системы Выталкивающие» системы. Традиционная система производственного планирования, основана на прогнозировании потребности запасов деталей или сырья/заготовок для обработки на каждом этапе с учетом времени движения продукции вплоть до конечного этапа (рис. 5.2). Исходя из этого прогноза, весь многоэтапный процесс производства управляется путем обеспечения оправданного объема материального запаса готовых изделий на каждой операции. Большинство традиционных СУП принадлежит к этому типу, для которых характернее становятся следующие проблемы. Первым требованием к системе является обеспечение на всех этапах производства точной информации о количестве изделий и времени, отводимых на каждую производственную операцию. Рис. 5.2. MRP I как система «толкающего" типа Д  ля того чтобы выполнить эти требования при обычной СУП, составляются различные производственные графики для всех этапов производственного процесса – как для изготовления узлов и агрегатов, так и для сборочного конвейера, т.е. используется так называемая система «выталкивания», когда детали изготавливаются в соответствии с графиком, поступая по мере готовности от предшествующей стадии процесса производства к последующей. Однако в этом случае трудно обеспечить гибкую перестройку производства при сбоях в каких-то технологических процессах или при изменении спроса, соответственно у фирмы должны быть материальные запасы на всех стадиях производства для того, чтобы предотвратить сбои и приспособиться к изменениям спроса. Поэтому такая система ведет к созданию внутренних материальных запасов между различными технологическими этапами, что приводит к замораживанию материальных средств, установлению излишнего оборудования и привлечению дополнительных рабочих при смене модификаций или моделей продукции. Вытягивающие» системы. Основное условие функционирования «вытягивающей» системы – надежно обеспечивать подачу изделий точно в сроки, соответствующие необходимости их поступления на последующий участок. Для этого на каждом этапе цепи поставок создается определенный объем материального запаса. Последующий участок заказывает и изымает детали из мест хранения запаса на предшествующем участке строго в соответствии с нормой и временем потребления своих изделий. Это системы заказа продукции «вытягивающего» типа или «тянущие» системы. Цели «вытягивающей» системы. Предотвращать распространение возрастающих колебаний спроса или объема продукции от последующего процесса к предшествующему. Сводить к минимуму колебания размеров запаса между операциями, чтобы упростить управление материальными запасами. Повышать уровень цехового управления путем децентрализации управления. Основные принципы функционирования «вытягивающей» системы: установка нормативного момента возобновления заказа и стандартного размера партии заказываемых изделий; постоянное слежение за уровнем материального запаса и объемом поставок по предыдущему заказу; постоянный контроль за уровнем запасов и заказы на пополнение расходуемых изделий до момента возобновления заказа. Однако представляется крайне трудным спроектировать систему, которая бы на каждой производственной стадии отвечала всем этим требованиям в условиях сложного массового многоэтапного производства. В компании «Тоёта Мотор Компани» подход к этой проблеме осуществляется с использованием карточек «канбан» (впереводе с японского – карта). Система KANBAN(впереводе с японского – «карта») представляетсобой «тянущую» систему, которая управляется спросом в самой «правой» точке логистической цепи. П 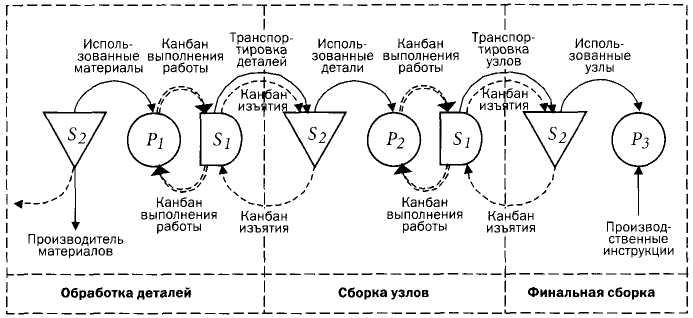 ринципиальная схема функционирования производственной системы «Тойоты» с использованием карточки «канбан» приведена на рис. 5.3. S - хранение, P - процесс Рис. 5.3. Принципиальная схема системы вытягивания «Тойоты» Рассмотренный пример – типичная схема «тянущей» внутрипроизводственной ЛС, где контейнеры с деталями (составляющие производственный запас) перемещаются только после потребления деталей на последующих участках. 5.3. Концепция/технология Requirements/resource planning-RP и базовые логистические подсистемы/модули Одной из наиболее популярных в мире концепций, на основе которой разработано и функционирует большое число КИС, является концепция Requirements/resourceplanning– RP(«Планирование потребностей/ресурсов»). Концепция RPлежит в основе построение логистических технологий «толкающего» типа. Базовыми подсистемами, основанными на концепции RP в производстве и снабжении (материальном менеджменте), являются системы MRPI/MRP11 – Materials/manufacturingrequirements/resourceplanning(Системы планирования потребностей в материалах/ планирования потребностей производства в ресурсах) и в дистрибьюции (распределении) – DRP1/DRPII – Distributionrequirements/resourceplanning(Системы планирования распределения продукции/ресурсов). Концепция RP стала основой для разработки АСУП класса MRPII/ERP/CSRP. Мощная инфраструктура и методологии построения КИС позволяют достигать высокий уровень эффективности АСУ типа MRPII/ERPнапредприятиях различных отраслей экономики. Так опыт внедрения подобных систем показывает, что они обеспечивают сокращение запасов на 30%, рост производительности труда на 25%, возрастание числа заказов, выполненных в срок, – на 20%. Модуль MRPI. С целью предотвращения проблем, связанных с запаздыванием или опережением поступления комплектующих, сырья и материалов в процессе производства, была разработана методика планирования потребности в материалах MRPI (MaterialRequirementsPlanning). Главная задача системы–обеспечить гарантии наличия необходимого количества требуемых материалов (комплектующих) в любой момент в рамках периода планирования наряду с возможным уменьшением текущих запасов, а, следовательно, разгрузкой складов. Система планирования потребностей в материалах (MRP-система) в узком смысле состоит из ряда логически связанных процедур, правил и требований, переводящих производственное расписание в «цепочку требований», синхронизированных во времени, и запланированных «покрытий» этих требований для каждой единицы запаса компонентов, необходимых для выполнения графика (производства)... MRP-система заново планирует последовательность требований и покрытий в результате изменений либо в производственном расписании, либо в структуре запасов, либо в атрибутах продукта (рис.5.4). Р  ис. 5.4. Элементы системы MRPI Программный комплекс MRP I основан на производственных графиках (модуль MPS–MasterProductionSchedule), связывающих воедино потребительский спрос и иную комплексную информацию, получаемую из баз данных о МР и запасах. Алгоритмы, заложенные в программные модули системы, первоначально транслируют спрос на ГП в общий объем исходных МР. Затем программы вычисляют цепочку требований на исходные МР, полуфабрикаты, НП, основанную на информации о соответствующих уровнях запасов, и размещают заказы на входные МР для участков производства (сборки) ГП. Заказы зависят от номенклатуры и объемов потребностей в МР и времени их доставки на соответствующие рабочие места и склады. После завершения всех необходимых вычислений в информационно-компьютерном центре фирмы формируется выходной комплекс машинограмм системы MRP I, который в виде документов передается производственному и логистическому менеджменту для принятия решений по организации обеспечения производственных участков и складского хозяйства необходимыми МР. Основными входными элементами – параметрами MRPI - системы являются: Программа/график производства (MasterProductionSchedule–модуль MPS)– оптимизированный график распределения времени для производства необходимой партии ГП за планируемый период или диапазон периодов времени. Список материалов (BillofMaterialsFile, BOM) – список материалов с указанием их количества, необходимых для производства конечного продукта, а также описание структуры конечного продукта, т.е. полная информация о технологии сборки. Описание состояния запасов материалов (InventoryStatusFile) – основной входной элемент MRP-программы, содержащий максимально полную информацию обо всех материалах и комплектующих, необходимых для производства конечного продукта. В этом элементе указаны статус каждого материала: имеется ли он на руках, на складе, в текущих заказах или его заказ только планируется, а также описания его запасов, расположения, цены, возможных задержек поставок, реквизитов поставщиков. Информация по всем вышеперечисленным позициям имеется по каждому материалу/сборочной единице, участвующему в производственном процессе. Цикл работы MRP-программы состоит из следующих основных этапов: МRР-система анализирует программу производства и определяет оптимальный график производства на планируемый период. МР, не включенные в производственную программу, но присутствующие в текущих заказах, включаются в планирование в качестве отдельного пункта. На основе утвержденной программы производства и заказов на комплектующие, не входящие в нее, для каждого отдельно взятого материала вычисляется полная потребность, в соответствии с перечнем составляющих конечного продукта. Таким образом, в результате работы MRP-программы вносятся изменения в имеющиеся заказы, а при необходимости создаются новые для поддержания оптимальной динамики хода производственного процесса. В результате работы MRP-программы создается план заказов на каждый материал на весь срок планирования, обеспечение выполнения которого необходимо для поддержания программы производства. Типичный набор выходных документов системы MRP: специфицированные по номенклатуре, объему и времени требования на МР заказ МР от поставщиков; изменения, которые необходимо внести в производственное расписание, схемы доставки МР, объемы поставок и т.п.; аннулированные требования на ГП, МР; состояние MRP системы. Основными результатами (выходами) MRPI-модуля являются: План заказов (PlannedOrderSchedule) определяет количество каждого МР, которое должно быть заказано в каждый рассматриваемый период времени на протяжении срока планирования. План заказов является руководством для дальнейшей работы с поставщиками и, в частности, определяет производственную программу для внутреннего производства комплектующих. Изменения к плану заказов (Changesinplannedorders) являются модификациями ранее сформированных заказов. Ряд заказов могут быть отменены, изменены или задержаны, а также перенесены на другой период. Также MRP-система позволяет получить второстепенные результаты, цель которых – обратить внимание на «узкие места» в планируемом периоде, т.е. на те периоды времени, когда требуется дополнительный контроль за текущими заказами, а также для того, чтобы вовремя известить о возможных системных ошибках. Такими дополнительными результатами являются: Отчет об «узких местах» планирования (ExceptionReport) составляется для заблаговременного информирования пользователя о промежутках времени внутри периода планирования, которые требуют особого внимания, поскольку может возникнуть необходимость управленческого вмешательства (непредвиденное опоздание заказа на комплектующие, избытки комплектующих на складах и т.п.) Исполнительный отчет (PerformanceReport) является основным показателем правильности работы. MRP-системы оповещают пользователя о возникших в процессе планирования критических ситуациях, а также обо всех системных ошибках, возникших в процессе её работы. Отчет о прогнозах (PlanningReport) предоставляет информацию для составления прогнозов о возможном будущем изменении объемов и характеристик выпускаемой продукции, полученную в результате анализа текущего хода производственного процесса, и отчетов о продажах. Отчет о прогнозах может использоваться для долгосрочного планирования потребностей в материалах. Модуль MRPI входит в интегрированные информационно-управляющие системы (АСУ, КИС) промышленных предприятий, использующих идеологию MRPII /ERP/CSRP. Недостатки и ограничения систем, основанных на MRPI: требуют значительного объема вычислений, подготовки и предварительной обработки большого объема исходной информации, что увеличивает ведущее время производственного и логистического циклов; возрастание логистических издержек на обработку заказов и транспортировку при стремлении фирмы уменьшить уровни запасов или перейти на выпуск ГП в малых объемах с высокой периодичностью; нечувствительность к кратковременным изменениям спроса, так как они основаны на контроле и пополнении уровней запасов в фиксированных точках заказа; большое количество отказов в системе из-за слишком комплексного ее характера и большой размерности. Система MRPII (ManufactoryResourcePlanning) – система производственного планирования ресурсов, представляющая собой информационно-управляющие системы для промышленных предприятий, в которых объединены производственное, финансовое планирование и логистические операции. MRPIIинструмент для планирования и управления организационными ресурсами промышленной фирмы с целью минимизации запасов в процессе контроля над всеми стадиями производственного процесса. MRP IIпредставляет концепцию интегрированной логистики для промышленного предприятия. MRP II,являясь «инструментом эффективного планирования всех ресурсов промышленной фирмы», позволяет осуществлять операционное планирование в натуральных единицах, а финансовое планирование – в денежном выражении. Этот метод базируется на ряде взаимосвязанных функций: бизнес-планировании, производственном планировании, планировании потребностей в материалах (MRPI), планировании производственных мощностей (модуль CRP) и системах принятия решений. Выходы этих подсистем должны быть взаимосвязаны с такими финансовыми показателями, как бюджет, планируемые инвестиции и т.д.» Преимущества MRPII: более быстрое удовлетворение потребительского спроса путем сокращения продолжительности производственных циклов; сокращение запасов; улучшение организации поставок; более быстрая реакция на изменения спроса; обеспечение большей (по сравнению с MRPI) гибкости планирования; снижение логистических издержек управления запасами; работа в режиме реального времени (on-line), с ежедневным обновлением баз данных; повышение эффективности планирования и управления материальными потоками. По мнению системных интеграторов, для того чтобы программное обеспечение можно было отнести к классу MRPII, оно должно выполнять определенный объем функций (процедур). Интегрированные системы стандарта MRPIIпозволяют: получать оперативную информацию о текущих результатах деятельности предприятия в целом и с полной детализацией по отдельным заказам, видам ресурсов, ходу выполнения планов; в долгосрочном, оперативном и детальном режиме планировать деятельность предприятия, корректировать плановые данные на основе оперативной информации; решать задачи оптимизации производственных и материальных потоков; реально сокращать запасы МР, НП и ГП на складах; планировать и контролировать весь цикл производства, влиять на него в целях достижения оптимальной эффективности использования производственных мощностей, всех видов ресурсов и удовлетворения потребностей заказчиков; автоматизировать работу с отделом договоров, установить полный контроль над платежами, отгрузкой продукции и сроками выполнения договорных обязательств; отразить финансовую деятельность предприятия в целом; значительно сократить непроизводственные затраты; защитить инвестиции в информационные технологии; поэтапно внедрить систему с учетом инвестиционной политики конкретного предприятия. В основу MRPIIположена иерархия планов. Планы более низких уровней зависят от планов более высоких уровней, т.е. планы более высокого уровня предоставляют входные данные, намечаемые показатели и/или какие-то ограничительные рамки для планов более низкого уровня. Кроме того, эти планы связаны между собой таким образом, что результаты планов более низкого уровня оказывают обратное воздействие на планы более высокого уровня. Процесс планирования в системе MRPIIначинается с формирования трех портфелей заказов: стандартный портфель заказов, обеспеченных долгосрочными контрактами; портфель-прогноз, создаваемый на основании исторических данных, маркетинговых исследований, статистических исследований собственных продаж и т. д.; портфель – то, о чем знает только сама компания, – изменений в продуктовой линии. Вся информация собирается в бизнес-план. Этот план имеет финансовые параметры. На основании бизнес-плана составляются финансовый и маркетинговый планы, поскольку продажи должны быть поддержаны маркетинговыми мероприятиями. На этапе составления финансового плана планируется поток денежных средств (платежный календарь). MRPII – это набор проверенных на практике принципов, моделей и процедур управления и контроля, служащих повышению показателей экономической деятельности предприятия. MRPIIISOStandardSystemсодержит описание 16 групп функций системы (программных модулей): SalesandOperationPlanning(Планирование продаж и операций). DemandManagement(Управление спросом). MasterProductionScheduling– MPS(Основной календарный план производства). MaterialRequirementPlanning– MRP(Планирование потребности в материалах). Bill of Materials – Subsystem BOM(Подсистема спецификаций). InventoryTransactionSubsystem(Подсистема операций с запасами). ScheduledReceiptsSubsystem(Подсистема запланированных поступлений по открытым заказам). ShopFlowControl– SFC(Оперативное управление производством). CapacityRequirementPlanning– CRP(Планирование потребности в мощностях). Input/outputcontrol(Управление входным/выходным материальным потоком). Purchasing(Управление снабжением). Distribution Resourse Planning– DRP (Планирование распределения). ToolingPlanningandControl(Планирование и контроль производственных операций). FinancialResoursePlanning– FRP(Планирование финансовых ресурсов). Simulation(Моделирование). PerformanceMeasurement(Оценка /измерение результатов деятельности). Задачей информационных систем класса MRPIIявляется формирование оптимального потока материалов (сырья), полуфабрикатов (в том числе находящихся в производстве) и готовых изделий. Система класса MRPIIинтегрирует все основные процессы внутри предприятия, такие как снабжение, движение запасов, производство, продажи и дистрибьюция, планирование, контроль выполнения плана, движение затрат, финансов, основных средств и т.д. В настоящее время системы MRPIIявляются по существу автоматизированными системами управления промышленным предприятием и наряду с ERP-системами рассматриваются как эффективная технология планирования для достижения стратегических целей в логистике, маркетинге, производстве и финансах. Процедура проектирования информационно-программного комплекса MRPIIстандартизирована ISO. Недостатки MRPII: ориентация СУ предприятием исключительно на имеющиеся заказы, что затрудняет принятие решений на длительную, среднесрочную, а в ряде случаев и на краткосрочную перспективу; слабая интеграция с системами проектирования и конструирования продукции, что особенно важно для предприятий, производящих сложную продукцию; слабая интеграция с системами проектирования технологических процессов и автоматизации производства; недостаточное насыщение системы функциями управления затратами; отсутствие интеграции с процессами управления финансами и кадрами. Подсистемы/модули DRP. Логистическая технология RPможет быть использована в системах дистрибьюции, для чего созданы системы DRP (Distributionrequirementsplanning). DRP-системы базируются на потребительском спросе, который не контролируется фирмой. Поэтому системы MRPобычно дают более определенный результат, в отличие от DRP-систем, работающих для условий неопределенного спроса. Эта неопределенная внешняя среда налагает дополнительные требования и ограничения на управление запасами ГП в дистрибутивных сетях. В то время как МRР-системыконтролируют запасы внутри производственных подразделений, DRP-системы планируют и регулируют уровни запасов на базах и складах фирмы в собственной товаропроводящей сети или у логистических посредников. Основной инструмент логистического менеджмента в DRP-системахпредставляет собой график, который позволяет координировать весь процесс поставок и пополнения запасов ГП в дистрибутивной сети (канале). Этот график формируется для каждой выделенной единицы хранения (Stockkeepingunit– SKU) и каждого ЗЛС, связанного с формированием запасов в дистрибутивном канале. Графики пополнения и расходования запасов SKU интегрируются в общее требование для пополнения запасов ГП на складах фирмы или оптовых посредников. В то же время в DRР-системахсуществуют определенные ограничения и недостатки. Во-первых, система DRPтребует точного и координированного прогноза отправок и пополнения для каждого центра и канала распределения ГП в логистической сети. В идеальном случае система не поддерживает в логистических каналах лишние запасы, но это зависит от точности прогнозирования. Для избежания возможных ошибок в распределительных центрах приходится держать страховые запасы. Возможны три источника ошибок: ошибки в самом методе прогнозирования, неправильный прогноз спроса и неправильная дислокация складов (или размера запасов), ошибки в прогнозе времени изменения спроса. Во-вторых, планирование запасов в DRP-системах требует высокой надежности совершения логистических циклов между распределительными центрами и другими ЗЛС. Неопределенность любого цикла (заказа, транспортировки, производства) снижает эффективность решений, принимаемых в системе DRP. В-третьих, интегрированное планирование распределения вызывает частые изменения в производственном задании, от чего производственные подразделения фирмы «лихорадит», а это приводит к колебаниям в использовании производственных мощностей, неопределенности в затратах на производство, срывам доставки ГП потребителям. Эти недостатки обычно устраняются путем увеличения страховых запасов ГП в дистрибутивной сети. В расширенной версии системы DRP(«Планирование потребности в ресурсах распределения») – DRPII (Distributionresourceplanning),применяются более современные модели и алгоритмы программирования, рассчитанные на локальные сети персональных компьютеров и телекоммуникационные каналы, работающие в режиме on-line. В системах DRPIIприменяются более эффективные модели прогнозирования спроса, потребности в ГП. Они обеспечивают управление запасами для среднесрочных и долгосрочных прогнозов спроса на ГП. В системах DRPIIкомплексно решаются вопросы управления производственной программой, складскими мощностями, персоналом, качеством процесса перевозки и логистического сервиса. Сейчас программные модули DRPимеются в большинстве КИС класса MRPII/ERP. Cистемы класса ERP. Внедрение систем класса ERPбыло вызвано недостатками MRPII- систем. В начале 1990-х годов системы планирования класса MRPIIв интеграции с модулем финансового планирования FRP(FinanceResoursePlanning– Планирование финансовых ресурсов) получили название систем бизнес-планирования (интегрированного планирования ресурсов) предприятия ERP (EnterpriseResoursePlanning). Они позволяют эффективно планировать всю коммерческую деятельность современного предприятия, в том числе финансовые затраты на обновление оборудования и инвестиции в производство нового ассортимента изделий. В российской практике применения систем подобного класса обусловлено, кроме того, необходимостью управлять бизнесом в условиях инфляции, а также из-за жесткого налогового прессинга, поэтому системы ERPнеобходимы не только крупным предприятиям, но и небольшим фирмам, активно ведущим бизнес. ERP-системы: ориентированы на работу с финансовой информацией для управления большими корпорациями с разнесенными территориально ресурсами; охватывают функции: получения ресурсов, изготовления продукции, ее транспортировки и расчетов по заказам клиентов; по-новому применяют графику, реляционные базы данных, CASE-технологии развития, архитектуру вычислительных систем типа «клиент-сервер», реализуя их как открытые системы. Системы класса ERPпополняются следующими функциональными модулями – прогнозирования спроса, управления проектами, управления затратами, управления составом продукции, модулем ведения технологической информации и другими. В них прямо или через системы обмена данными встраиваются модули управления кадрами и финансовой деятельностью предприятия. Постепенно в ЕRP-системах происходит обособление модуля «Логистика» и модуля SCM–SupplyChainManagement. Дополнительные элементы структуры управления ERP: Прогнозирование. Управление проектами и программами. Введение информации о составе продукции. Введение информации о технологических маршрутах. Управление затратами. Управление финансами. Автоматизация управления финансами на предприятии позволяет: усилить финансовый контроль путем обобщения всей финансовой деятельности; улучшить оборот денежных потоков путем управления кредитами и счетами дебиторов; оптимизировать управление денежными средствами путем автоматизации расчетов с поставщиками; максимизировать отдачу от капитальных вложений путем более эффективного управления основными средствами, арендованной собственностью, ремонтной базой, незавершенным капитальным строительством. Управление человеческими ресурсами. В данной подсистеме решаются задачи управления человеческими ресурсами предприятия. Эти задачи связаны с набором, штатным расписанием, переподготовкой, продвижением по службе, оплатой и т. п. Таким образом, цельERP-системы, – интеграция управления всеми ресурсами предприятия, а не только материальными, как в MRP11. Такое расширение системы, повышая эффективность управления, вместе с тем увеличивает и масштабы системы, что усложняет характер работ по созданию АСУП. 5.4. Логистическая технология «вытягивания» Производственная система Тойоты нацелена на минимизацию запасов как незавершенного производства, так и готовой продукции и базируется на следующих принципах: поставки осуществляются несколько раз в день; подробно расписываются фактические места доставки, чтобы избежать помещения узлов на хранение и затем необходимости извлечения их и передачи на линию сборки; место для хранения доставленных изделий ограничено, чтобы накопление лишнего запаса было невозможно. В основе производственной системы «Тойоты» TPS лежат три взаимосвязанных составляющих: KANBAN– информационная подсистема; Just-in-time (JIT) – технология поставок «точно в срок»; Leanproduction (LP) – технология «бережливого производства». Система «Тойоты» предполагает гибкое использование рабочей силы, что означает изменение количества занятых рабочих в зависимости от спроса, а также творческое мышление и внедрение новаторских идей. В целях реализации этих идей на «Тойоте» применяются следующие методы: Система «KANBAN» для обеспечения функционирования системы производства «точно вовремя - JIT». Методы «выравнивания» производства продукции, приспособленного к изменениям спроса. Сокращение времени переналадки оборудования с целью сокращения общего времени производства. Нормирование работ для обеспечения сбалансированности производственных операций. Рациональное размещение производственного оборудования и использование универсально подготовленных рабочих-многостаночников в целях реализации концепции гибкого применения рабочей силы. Совершенствование деятельности кружков качества и системы поощрения рационализаторских предложений, что сокращает численность рабочей силы и стимулирует моральный фактор. Внедрение системы визуального контроля с целью реализации концепции автономного контроля качества продукции на рабочем месте. Внедрение систем «функционального управления» с целью распространения на всю фирму методов контроля качества продукции и т.д. Многие называют систему «Тойота» системой «канбан». Это неверно. Производственная система Тойоты – это на 80 % исключение потерь, на 15 % производственная система и только на 5 % канбан, т.е. по сути «это система абсолютного исключения потерь». Устранение потерь проводит к фундаментальному улучшению функционированию производственной системы. В своей книге Тайити Оно подчеркивает: «Двумя принципами производственной системы Тойоты являются «точно вовремя» и автономизация автоматизация с элементом человеческого интеллекта. Инструментом, используемым для управления системой, является канбан». Система KANBAN. Система «KANBAN» рассматривается как информационная подсистема производственной системы фирмы «Тойота» (TPS), которая регулирует производство необходимой продукции в нужном количестве и в необходимое время на каждом этапе производства как на заводах фирмы, так и на фирмах-поставщиках. Следовательно, KANBAN – это метод управления, предназначенный для максимального повышения потенциала производственной системы и обеспеченная: сбалансированностью производства; сокращением времени переналадки оборудования; рациональным размещением производственного оборудования; нормированием работ; активизацией человеческого фактора; автономным контролем качества продукции на рабочих местах. Основная цель – производить только необходимое количество продукции в соответствии со спросом конечного или промежуточного (последующего) потребителя. Микрологистическая система KANBAN порожденаконвейерным производством ипредставляет собой систему организации непрерывного производства, что позволяет быстро перестраивать производство и практически не требует страховых запасов. Сущность системы KANBAN заключается в том, что все производственные подразделения завода, включая линии конечной сборки, снабжаются МР только в том количестве и к такому сроку, который необходим для выполнения заказа, сделанного подразделением-потребителем. Согласно идее системы подробный план производства составляется только для этапа окончательной сборки. Подробный производственный план – это ежедневный график сборки конечной продукции, а не долгосрочный план наладки оборудования, распределения рабочей силы и подачи комплектующих изделий и сырья, требующие большого запаса времени для их разработки. Такой план задается каждой производственной стадии заранее с учетом времени, необходимого для выполнения заказов на партию изделий. Таким образом, в отличие от традиционного подхода структурное подразделение-производитель не имеет общего жесткого оперативного графика производства, а оптимизирует свою работу в объеме заказа, следующего по производственно-технологическому циклу подразделения фирмы (рис. 5.5). Р 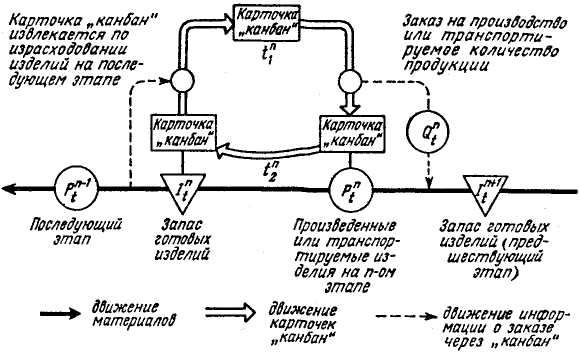 ис. 5.5. Информационные и материальные потоки в «вытягивающей» системе Средством передачи информации в системе является специальная карточка kanban- сопроводительная карточка в прямоугольном пластиковом конверте, содержащая: код изделия (полуфабриката, НП); описание; продукция (конечная, промежуточная), где эти компоненты используются; номер рабочего места (код рабочего), где производится изделие; номер рабочего места (код рабочего), который использует данный компонент; число изделий в данном контейнере; число контейнеров (карточек kanban). Распространены два основных вида карточек: карточка отбора (белого цвета) – указывается количество деталей (компонентов, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки); карточка производственного заказа (черногоцвета) – число деталей, которое должно быть изготовлено (собрано) на предшествующем производственном участке. Эти карточки циркулируют как внутри предприятий Toyota, так и между корпорацией и взаимодействующими с ней компаниями, а также на предприятиях филиалов. Таким образом, карточки kanbanнесут информацию о расходуемых и производимых количествах продукции. Схема функционирования системы KANBANприведена нарис. 5.6. Рис.5.6. Этапы движения двух типов карточек «канбан» (Монден, с. 51) 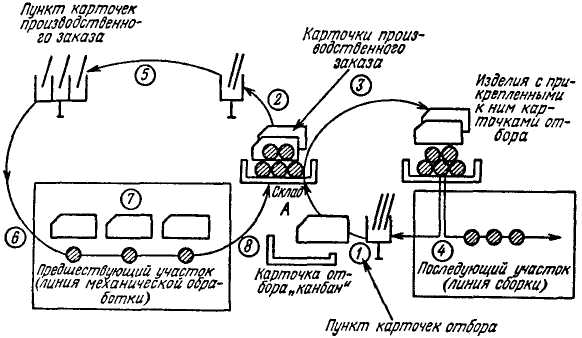 Этапы движения карточек «канбан»: Водитель автопогрузчика с вилочным захватом прибывает к месту складирования деталей (складу А) на предшествующем участке. У него имеется необходимое количество карточек отбора и пустые контейнеры. Он направляется к складу А только в том случае, если на его пункте отбора скопилось установленное количество присланных через диспетчера карточек или наступило установленное время поездки. Когда водитель последующего участка забирает детали в месте складирования А, он снимает карточки заказа, которые были прикреплены к контейнерам (причем к каждому контейнеру или ящику прикрепляется отдельная карточка «канбан»), и оставляет их на приемном пункте сбора карточек данного производственного участка. Привезенные с собой пустые контейнеры водитель оставляет в том месте, которое укажут ему работающие на данном участке. На место каждой снятой с контейнера карточки заказа он прикрепляет привезенную с собой карточку отбора. При этом он внимательно сравнивает обе карточки. Когда начинается обработка доставленных с предыдущего участка изделий, карточки отбора с освобождающихся контейнеров должны быть доставлены на пункт сбора карточек отбора этого участка. На предшествующем участке привезенные водителем карточки заказа забираются с приемного пункта сбора карточек «канбан» в строго определенное время (или же когда произведено строго определенное количество деталей) и оставляются на пункте сбора карточек производственного заказа этого участка в той же последовательности, в какой их снимал водитель с контейнеров с готовыми изделиями на месте складирования А. Производство деталей на предыдущем участке ведется в соответствии с последовательностью получения этих карточек заказа. Карточки «канбан» сопровождают изготовляемые на предыдущем участке изделия на всех технологических стадиях этого участка. Когда изделие, деталь или узел готовы, их вместе с карточками заказа помещают на месте складирования А, чтобы водители погрузчика с последующего участка могли вновь забрать их в любое время. Такое движение двух карточек «канбан» должно быть непрерывным на всех стадиях и таким образом будет способствовать сбалансированности производственных процессов на всех технологических стадиях изготовления продукции в соответствии со штучным временем выпуска изделий на сборочной линии. Система KANBANощутимо уменьшает запасы МР на входе и НП на выходе, позволяя выявлять «узкие места» в производственном процессе. Руководство может направить внимание на эти «узкие места» для решения проблем наиболее выгодными средствами. Когда проблема решена, объем буферных запасов снова снижается, пока не обнаружится следующее «узкое место». Таким образом, система KANBANпозволяетустановить баланс в цепи поставки путем минимизации запасов на каждом этапе. Окончательная цель – «оптимальная партия одной поставки». Правила функционирования подсистемы «KANBAN». |