РЕЗАКИ ДЛЯ ПРОРЕЗАНИЯ КРУГЛЫХ ОТВЕРСТИИ
Резак из ножовочного полотна (рис. 66) предназначен для прорезания круглых отверстий небольшого диаметра (под панельки ламп и т. п.). Он представляет собой кусок ножовочного полотна, один конец которого

Рис. 66. Резак для прорезания небольших круглых отверстий
загнут и заточен, на другом конце (для удобства пользования) вставлена ручка.
Режущую часть резака делают следующим образом. Конец полотна отжигают на 35—40 мм, затем его отгибают под углом 90° на отрезке 2,5—3,0 мм. Отогнутый край затачивают, как показано на рис. 66. Ручка представляет собой винт МЗ, затянутый гайкой.
На отожженном конце полотна делают несколько отверстий диаметром 3 мм (расстояние их от отогнутого конца определяется радиусом отверстий, которые необходимо прорезать).
Обработанный таким образом резак закаляется на всем участке (можно закалять только режущую часть резака).
Процесс резания заключается в следующем. В центре будущего отверстия сверлится отверстие диаметром
196
3 мм. Резак укрепляется винтом МЗ в этом отверстии так, чтобы режущая часть была прижата к металлу на линии будущего отверстия.
Затем резак вращается за ручку до тех пор, пока он не вырежет канавку в половину толщины листа. После этого процесс резания повторяют с другой стороны листа до полного вырезания отверстия.
Для вырезания отверстий большого диаметра (рис. 67) служит еще один резак из ножовочного по-
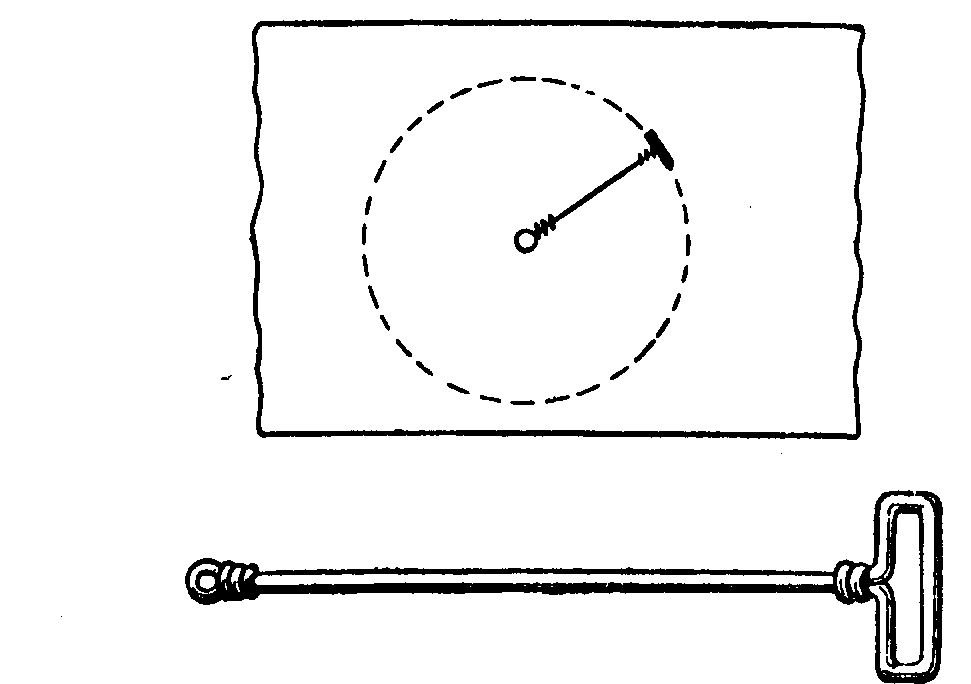
Рис. 67. Резак для прорезания больших круглых отверстий
лотна. Он представляет собой проволочную тягу, один конец которой укрепляется винтом в центре будущего отверстия, в другой конец тяги вставляется резак, изображенный на рис. 65.
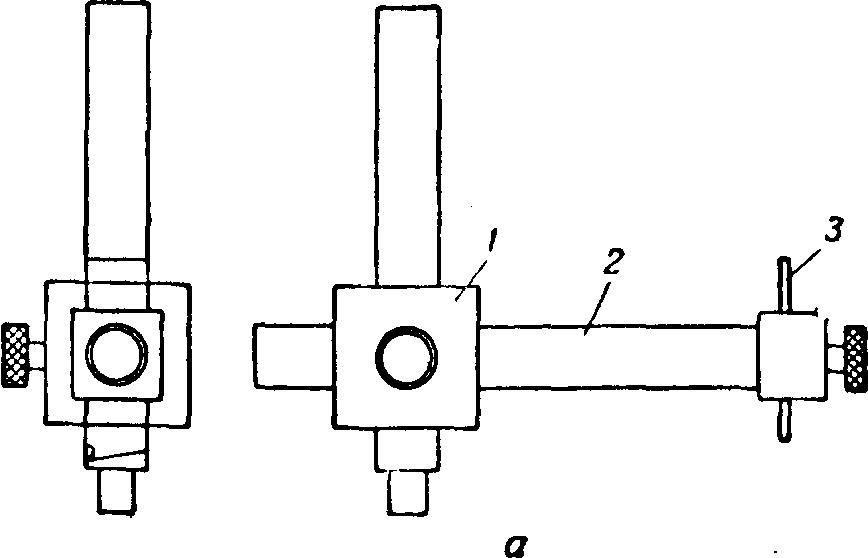
Процесс резания аналогичен предыдущему. Резак для прорезания отверстий любого диаметра (рис. 68, а) состоит из центрирующей колонки / с упорным винтом и выдвижного резцедержателя 2 (также с упорным винтом), в котором крепится резец 3.
Центрирующая колонка верхним своим концом помещается в патрон дрели. Другой конец центрирующей колонки имеет отросток диаметром 3 мм. этим концом колонка вставляется в отверстие, просверленное в центре будущей окружности.
197
Резцы для данного типа резака изготавливаются из старых ножовочных полотен на наждачном камне (или в отпущенном состоянии обрабатываются напильником и затем калятся снова).

б
Рис. 68. Резак для прорезания круглых отверстий любого диаметра:
о — общий вид; б — пружинный ограничитель; / — центрирующая колонка; 2 — резцедержатель; 3 — резец
Резак работает хорошо, когда дрель укреплена строго вертикально. Чтобы работать неукрепленной дрелью, необходимо модернизировать резак. Для этого снизу к утолщенной части центрирующей колонки (на винтах) крепится пружинный ограничитель (рис. 68,6), изготовленный из качественной листовой стали, закаленный и слегка отпущенный.
198
При правильной установке дрели с резаком ограничитель не дает возможности резцу заклиниваться, а при нажиме на дрель он позволяет производить посгепен-ную подачу резца при резании.
ПЛОСКОГУБЦЫ—ТОРЦОВЫЙ КЛЮЧ
Очень удобный инструмент, сочетающий в себе особенности плоскогубцев и торцового ключа под небольшие гайки, изображен на рис. 69.
с7
Рис. 69. Плоскогубцы — торцовый ключ:
I — трубка; 2 — зажимное устройство; 3 — чека
Данный инструмент позволяет завинчивать (удерживать) гайки в труднодоступных местах: при плотном монтаже деталей на щасси и т. ц.
199
Инструмент состоит из стальной трубки / подходящего диаметра, которая с одной стороны разделана на квадрат, а с другой расплющена. Внутри трубки помещается зажимное устройство 2, представляющее собой две закаленные (и слегка отпущенные) пластины, склепанные между собой в двух точках. В верхней части пластин имеется ряд отверстий для вставления чеки 3, которая фиксирует зажимное устройство при удерживании гайки и при ее завинчивании. Чека удерживается в углублении, пропиленном в расплющенном конце трубки. В этом же конце имеется ручка, сделанная из двух склепанных стальных пластинок.
Инструмент работает так. Зажимное устройство перемещается вниз, за счет пружинящих свойств оно расходится, раскрывая губки. Инструмент помещается над гайкой и нажимом на трубку заставляет зажимное устройство уйти внутрь трубки, при этом губки зажимного устройства плотно обожмут гайку. Чека вставляется в самое нижнее отверстие зажимного устройства, тем самым фиксируя положение инструмента.
Инструмент удобен также и в том случае, когда необходимо подвести гайку (в труднодоступном месте) к винту. Для этого гайку необходимо предварительно зажать в инструмент, а затем уже подводить ее к винту.
БЕЗОПАСНЫЙ ИНСТРУМЕНТ
Часто радиолюбителю приходится работать с аппаратурой, находящейся под напряжением. При таких работах необходимо соблюдать меры предосторожности. Одной из таких мер является тщательная изоляция ручек, а иногда и всего инструмента.
Ниже приводится пример изолирования ручек боко-резов и пинцета (рис. 70); таким способом можно изолировать и другой монтажный инструмент.
Инструмент изолируется хлорвиниловыми трубками. Для этого хлорвиниловую трубку (диаметр ее немного меньше диаметра самого инструмента) размягчают в дихлорэтане в течение 0,5—1 час, при этом по мягкости она становится равной мягкой резине.
Трубка свободно натягивается на ручки кусачек. Если трубку надеть, как показано на рис. 70, она будет
200
предохранять руки от «закусов» близкосходящимися ручками кусачек.
При изолировании пинцета на него натягиваются две трубочки (диаметром, равным самым тонким местам ножек пинцета), сверху надевается кусок хлорвиниловой трубки большого диаметра.

Рис. 70. Изолирование ручек инструмента
После натягивания хлорвиниловые трубки через сутки—двое восстанавливают свои свойства и плотно обтягивают инструмент.
цикли
Цикля для грубого циклования изготовляется из железки рубанка или фуганка (рис. 71, а). Конец железки затачивается, как показано на рисунке, затем жало цикли заваливается на какой-либо стальной плите. Сначала движения производятся так, чтобы плоскость цикли была перпендикулярна направлению ее движения. Затем жало выравнивается притиранием: цикля движется так, чтобы ее плоскость совпадала с направлением движения. При этом циклю покачивают в своей плоскости и выравнивают жало по всей его длине.
Такой циклей можно снимать старый лак с деревянных изделий при новой их лакировке, а также производить предварительное циклевание вновь создаваемых конструкций.
Цикля для окончательного циклевания изготавливается из обрезка полотна ленточной пилы. Форма цикли и ее режущие кромки показаны на рис. 71,6.
Работа с такой циклей заключается в следующем. Цикля берется двумя руками и сгибается (большие
201
пальцы рук—внутри изгиба; сам изгиб—выпуклостью от работающего) так, чтобы нижняя кромка цикли полностью легла на обрабатываемую поверхность. Движения цикли должны быть плавными.

б
Рис. 71. Цикли:
а — Для грубого циклования; б — для окончательного циклевания
ЗАТОЧКА СТОЛЯРНОГО ИНСТРУМЕНТА
При заточке столярного инструмента (особенно железок к фуганкам) важно выдержать ровную и перпендикулярную (кромкам) линию жала инструмента. Так как такой инструмент затачивается вручную на широ-
202
ких неподвижных наждачных камнях, выполнить это условие очень трудно. Если же применить несложное приспособление, эта трудность в заточке инструмента
устраняется.
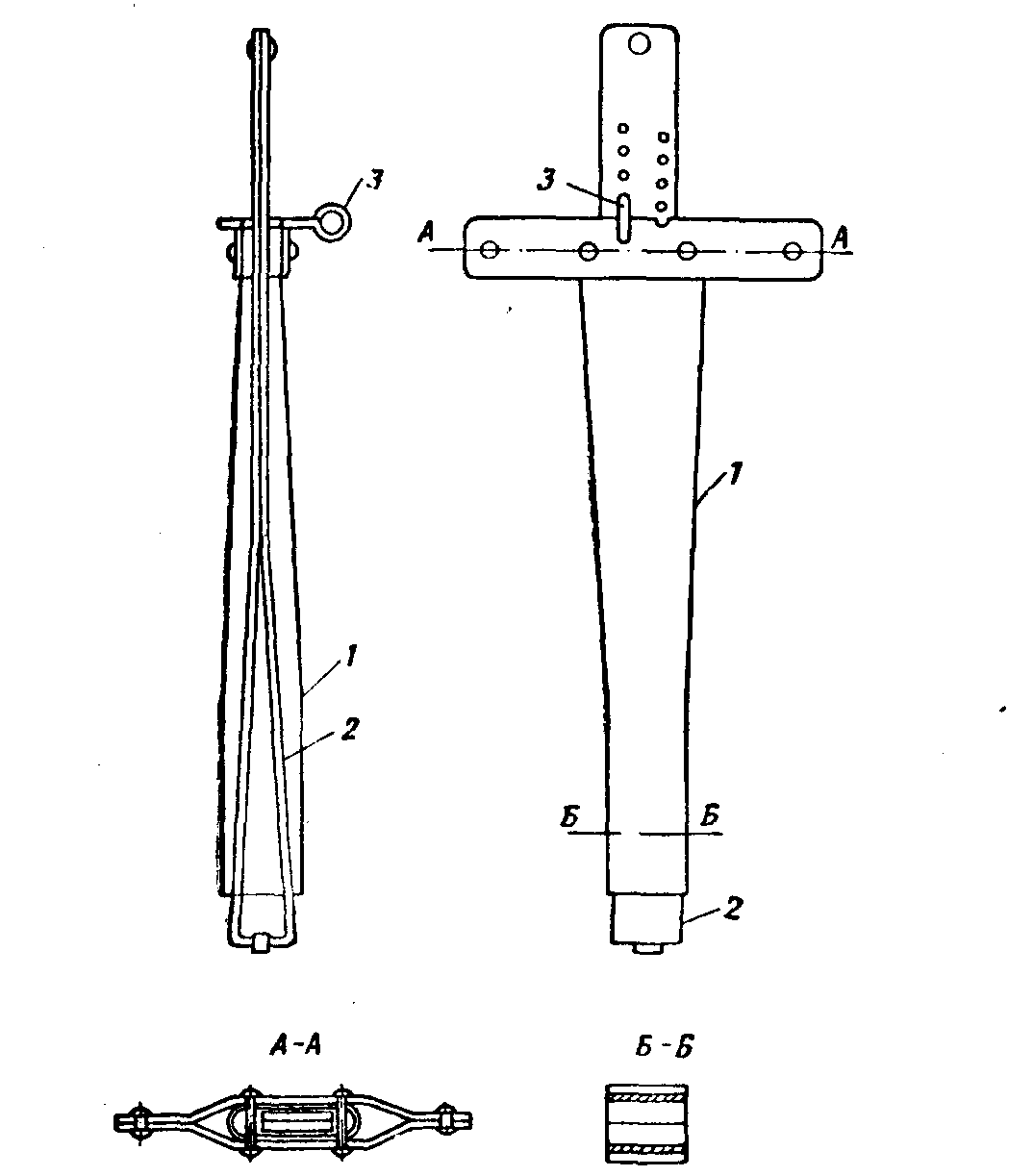
Приспособление (рис. 72) представляет собой четырехугольную стальную обойму / с зажимным винтом 2
а-а
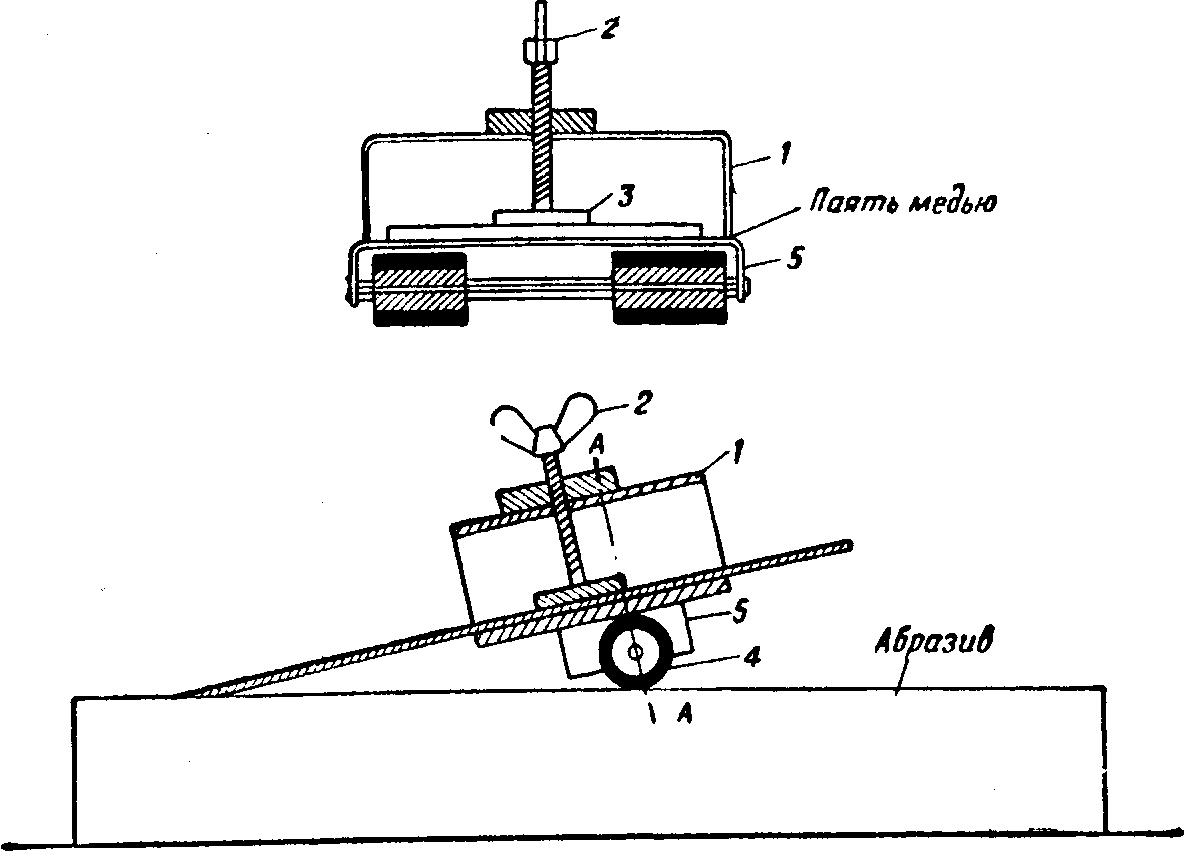
Рис. 72. Приспособление для заточки столярного инструмента;
/ — обойма; 2 — зажимной винт; S — пятка; 4 — ролик; 5 — прилив
и пяткой 3. Обойма опирается на два вращающихся ролика 4, стоящих на оси, которая крепится в приливах 5 обоймы.
При закреплении затачиваемого инструмента в обойме необходимо выдержать нужный угол заточки, что . достигается правильностью его положения относительно абразива.
Процесс заточки заключается в прокатывании приспособления с зажатым в нем инструментом по наждачному камню так, чтобы жало инструмента все время (под давлением руки) касалось абразива.
203
ПОЛИРОВКА ОСЕЙ
Приспособление для полировки осей различных диаметров (рис. 73) представляет собой две мегаллические планки, подвижно соединенные с одной стороны. В планках (в сложенном состоянии) просверлены отверстия нужных диаметров с припуском 0,4—0,5 мм.

Рис. 73. Приспособление для полировки осей
Шлифовальная шкурка приклеивается с обеих внутренних сторон планок в отверстии нужного диаметра так, чтобы каждая из них приклеилась по всей поверхности отверстия.
Обрабатываемая ось вставляется между шлифовальными шкурками и вращается дрелью, при этом ось полируется и не теряет формы, т. е. остается цилиндрической.
При необходимости полировки одной — двух осей такое приспособление можно изготовить из древесины твердых пород (дуб, бук и т. п.).
КОНДУКТОР—ХРАНИЛИЩЕ СВЕРЛ
Часто радиолюбителю приходится изготовлять детали типа шкивов, маховиков и т. п. Просверлить дрелью вертикальное отверстие почти невозможно, так как полученное после такого сверления готовое изделие «играет» при вращении вокруг оси, т. е. плоскость его неперпендикулярна оси.
Кондуктор для сверления вертикальных отверстий (рис. 74) является хранилищем всего набора сверл радиолюбителя.
Кондуктор представляет собой стальную плиту толщиной 15—20 мм, в которой в порядке возрастания диаметров сверл сделаны (этими же сверлами на выверенном сверлильном станке) сквозные отверстия.
204
Снизу у кондуктора на четырех винтах держится съемное донышко, а около каждого отверстия (сверху) сделана гравировка диаметра данного сверла.
Отверстие в детали сверлится через кондуктор, плотно прижатый к плоскости детали, при этом в детали получается отверстие, перпендикулярное плоскости детали.
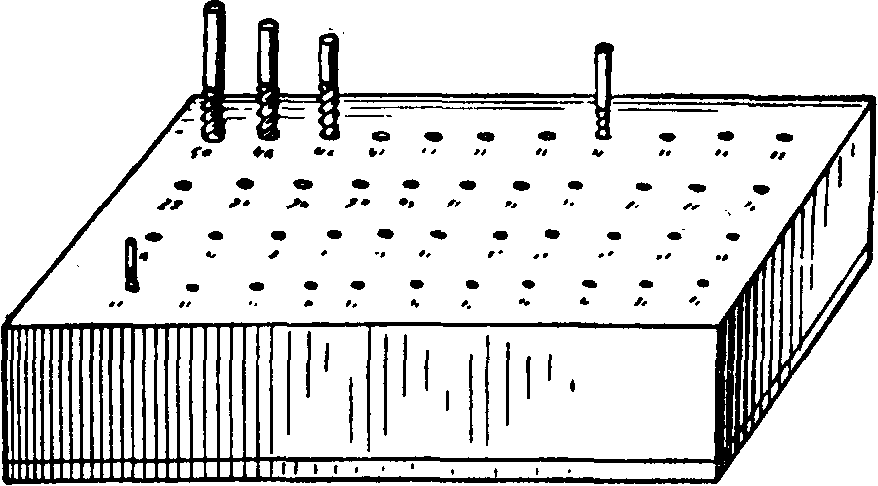
Рис. 74. Кондуктор — хранилище сверл
ПАЯЛЬНИК ДЛЯ ПАЙКИ ТВЕРДЫМИ ПРИПОЯМИ
Паяльник (рис. 75, а) для пайки твердыми припоями (ПСр, ВПТ и т. п.) всех видов металлов, в том числе и алюминия, имеет относительно сложную электрическую схему (рис. 75,6), но удобство пользования и возможность производства прочных паек оправдывает эту сложность. Таким паяльником почти без переделки можно паять и обычными свинцово-оловянистыми припоями.
Основу электрической схемы составляет понижающий трансформатор (Тр), который понижает напряжение сети до 6—8 е. Полученным напряжением питаются сменные нагревательные элементы (НЭ). Мощность трансформатора 100 ат, сечение провода понижающей обмотки—не менее 4 л-и2 (ее можно намотать 3—4 проводами подходящего сечения).
Паяльник включается кнопкой (Кн), при этом замыкается цепь первичной обмотки трансформатора (в нерабочем состоянии энергия не потребляется). Разогрев нагревательного элемента происходит почти мгновенно. Питая первичную обмотку трансформатора при помощи
205

ЛАТР, можно изменять температуру ра^бгрева паяль-ника.
Конструктивно паяльник представляет собой медный стержень 1, погещенный внутрь медной трубки 2. Между стержнем и трубкой проложена изоляция (в данном случае—асбестовый шнур, намотанный на стержень и пропитанный жидким стеклом). С одной стороны на трубку надета ручка 3, с другой стороны — крепится нагревательный элемент 4, представляющий собой кусок нихромовой проволоки, изогнутой, как показано на рис. 75,а. Элемент крепится двумя винтами:
одним—непосредственно ввернутым в тело стержня, другим — в выступ трубки.
Внутри ручки помещены кнопка и ее контактная система 5. Все электрические соединения внутри ручки произведены пайкой.
Геометрические размеры нагревательных элементов показаны на рис. 75, а: 6—для пайки припоями ПОС;
7—для пайки твердыми припоями. Диаметр нихромовой проволоки нагревательного элемента для пайки припоями ПОС 0,6 мм; для пайки твердыми припоями—1,3 мм. На первый тип нагревательных элементов надевается (и обжимается) медная пластинка, изолированная от провода слюдой.
Ручка паяльника изготавливается из конструкционной любительской пластмассы («Конструкционные любительские пластмассы», рецепт 2 см. на стр. 52).
Конфигурация ручки хорошо видна на рис. 75, а, и давать дополнительных разъяснений по ее изготовлению не требуется.
Примечание. Данным паяльником можно резать стекло по способу, описанному ранее.
ПРОСТОИ УНИВЕРСАЛЬНЫЙ СТАНОК
Токарные работы в любительских условиях часто ограничиваются изготовлением несложных деталей (шки.вки, шейки осей и т. п.) с применением дрели. Од* нако радиолюбителю часто требуется выполнить более сложные токарные работы.
На рис. 76, а изображено простое универсальное устройство, изготовленное на базе уже упоминавшегося мотора (115 вт). Используя этот мотор, при помощи не-
207
;'
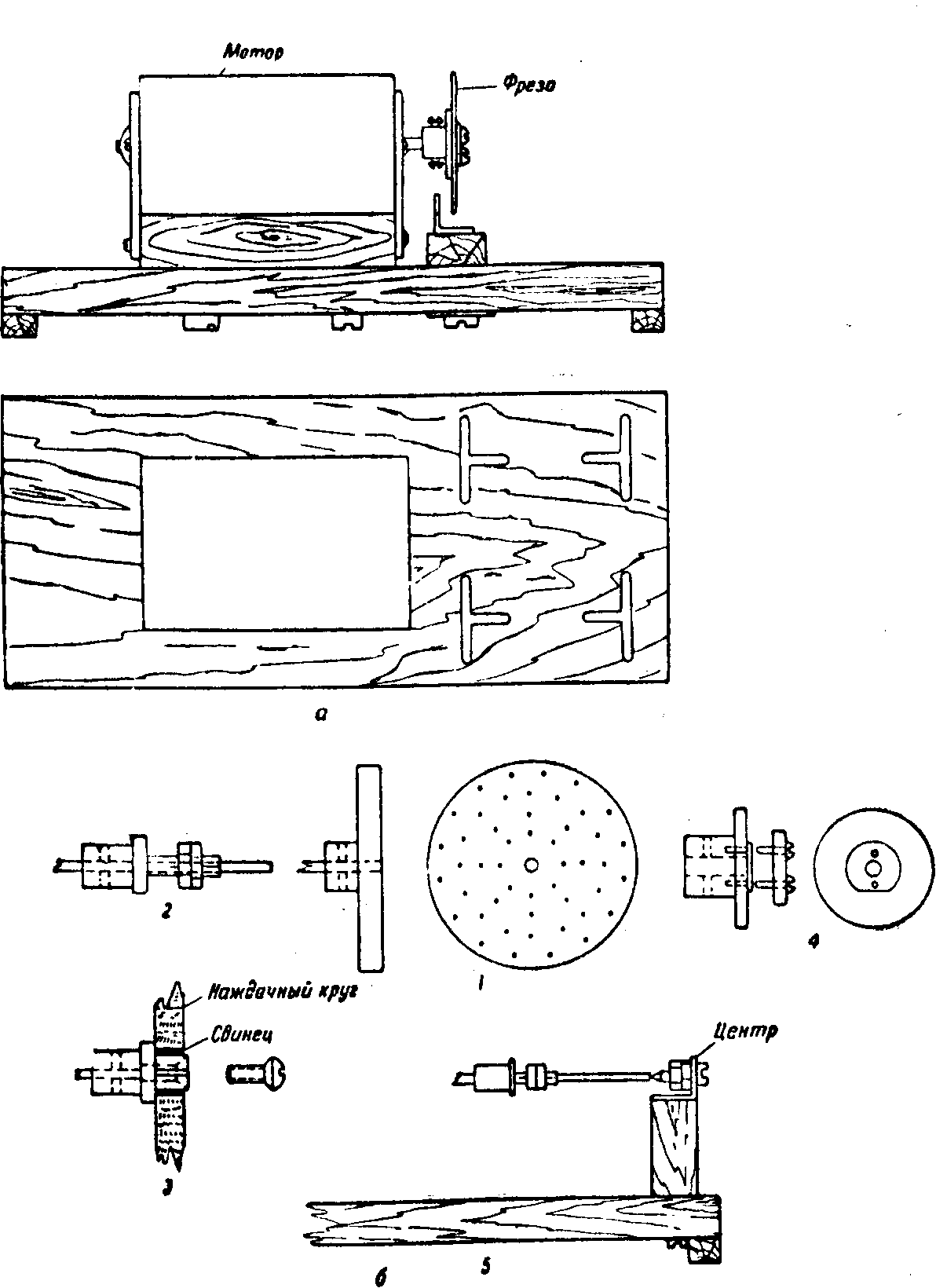
Рис. 76. Простой универсальный станок:
а — обший вид; в — приспособления для работ; 1 — план шайба; 2 — цанга;
S — креяление наждачного круга; 4 — крепление фрезы; 5 — работа с центром
208
сложных приспособлений можно производить различные работы по резанию металла, пластмасс, древесины
и т. п.*.
Используя план-шайбу / (рис. 76, б) и цанги 2,
можно производить токарные работы.
Укрепив на моторе при помощи устройства 3 наждачный камень, можно затачивать всевозможный инструмент.
Нехитрое устройство 4 (похожее на план-шайбу) и
закрепленная на нем фреза дают возможность производить распиловку материалов и фрезерования. И, наконец, если к мотору пристроить гибкий вал от бормашины, то можно делать различные гравировки и надписи.
План-шайба изготавливается из стали на токарном
станке и предназначается для обработки плоских, относительно крупных деталей из мягких металлов, пластмасс и древесины. Плоская заготовка укрепляется на план-шайбе винтами (в местах, которые будут вырезаны в процессе обработки), для этого на план-шайбе имеется большой набор отверстий с резьбой МЗ.
План-шайба и все остальные приспособления крепятся на валу мотора упорными винтами.
На план-шайбе можно изготовить такие детали, как кольца-ручки для настроечных конденсаторов КЛК-2, ручки широкоформатные к карманным приемникам (такие, например, как у приемника. «Пионер» ЦС-1), а также различные модели ручек и других деталей.
Цанги изготавливаются из стали на токарном станке и применяются для токарных работ с прутковым материалом (изготовление осей, стоек и т. п.). Заготовка (пруток) вводится в отверстие с крестообразным пропи-• лом на глубину 10—15 мм и затягивается сначала одной
гайкой, затем другой — контрящей.
Цанги делаются применительно к наиболее ходовым диаметрам пруткового материала: 2; 2,5; 3; 3,5 мм.
Наждачный круг (продается в магазинах медицинского оборудования) насаживается на ось мотора при помощи устройства, похожего на цангу, но в этом случае
резьба имеется внутри устройства.
* При работе на станке необходимо пользоваться защитными очками.
209
14 Л. А. Ерлыкин
Внутри тонкой части устройства сверлится отверстие 4 мм, затем делается крестообразный пропил вдоль тонкой части, накладывается проволочный бандаж, при помощи которого стороны пропила сводятся внутри.
В образовавшемся отверстии (около 3,4 мм) делается нарезка М4 и деталь освобождается от бандажа.
Внутреннее отверстие наждачного круга обкладывается свинцом и насаживается на крепящее устройство; в отверстие ввертывается винт М4, имеющий
у шляпки пологую фаску.
Фрезы крепятся на устройстве, показанном на
рис. 76,6.
Гибкий вал бормашины крепится, к мотору напрямую, для чего в районе оси мотора необходимо поставить деревянную стойку, к которой крепится неподвижная часть приемного устройства гибкого вала.
Обработка материалов на таком станке ведется специальными резцами, изготовленными из ножовочного полотна (от механических ножовок), и всевозможными
напильниками.
Станок имеет несколько реек-упоров, сделанных из
кусков древесины и уголковой стали. Рейки-упоры поддерживают резцы при работе, а также материал при распиловке. Высота реек-упоров регулируется прокладками.
При желании вместо наждачного круга устанавливается войлочный круг, которым можно производить полировку деталей.
VIII. ИСТОЧНИКИ ПИТАНИЯ И ЭЛЕМЕНТЫ АВТОМАТИКИ.
ПРОСТЫЕ УСТРОЙСТВА И ПРИСПОСОБЛЕНИЯ, ПОНИЖАЮЩИЕ НАПРЯЖЕНИЕ
В практике радиолюбителя часто бывает необходимо понизить напряжение, а соответствующего трансформатора нет. В этом случае можно обойтись последовательно включенной лампочкой накаливания. Лампочка выбирается в зависимости от мощности потребителя (например, на кожухе заводского паяльника указаны напряжение питания и потребляемая мощность): при напряжении в сети 127 в соответствующая эгому напряжению лампочка должна иметь мощность на 10—15% выше мощности потребителя; при 220 в мощность лампочки должна быть в 2—2,5 раза больше мощности
потребителя.
Зная мощность лампочки и напряжение, легко подсчитать сопротивление горящей лампочки и потом учитывать его как добавочное сопротивление.
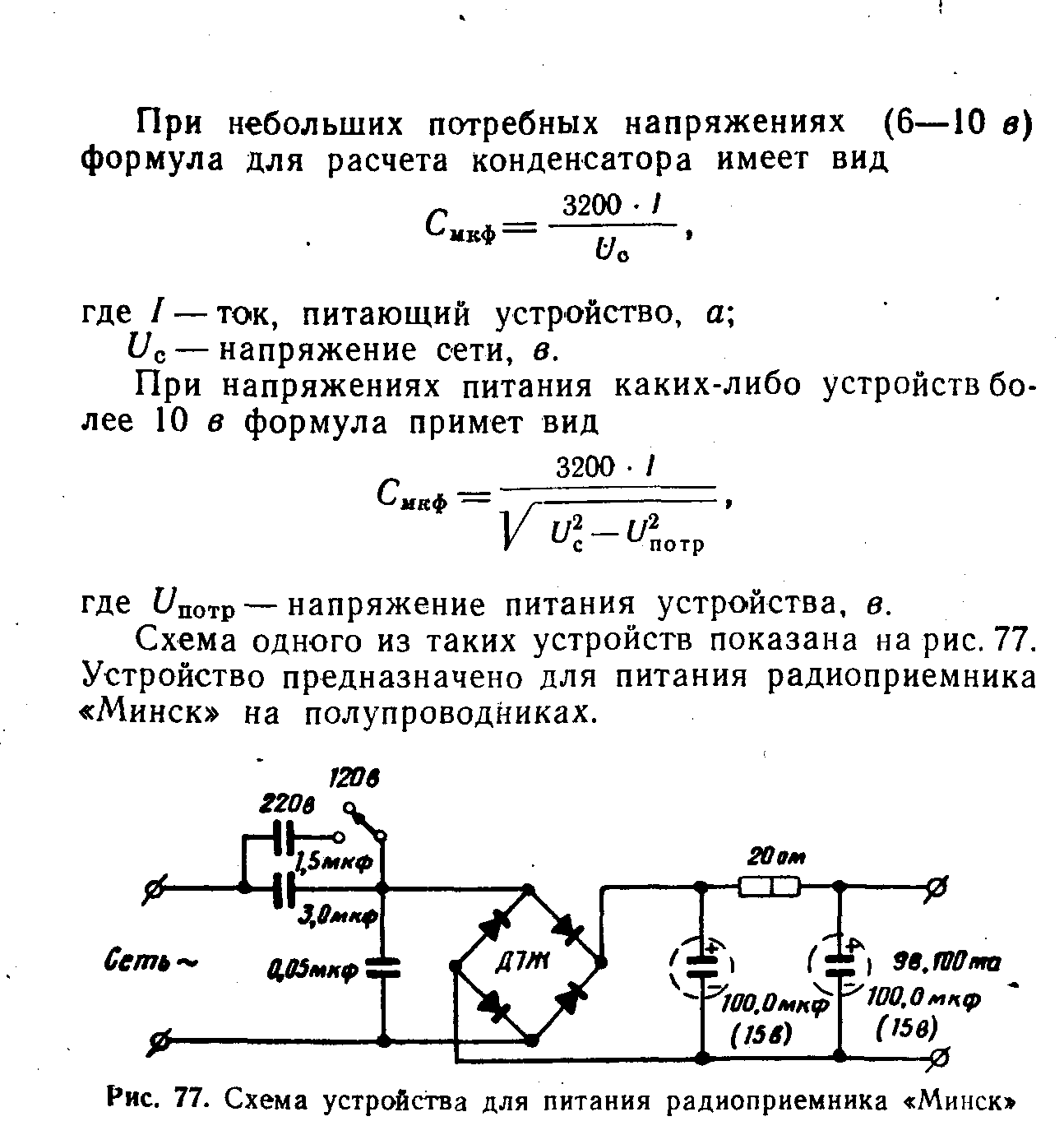
При необходимости получить сравнительно небольшие токи и напряжения (питание приемников на полупроводниках, зарядка миниатюрных аккумуляторов и т. п.) хорошие результаты дает включение в цепь конденсатора, который в данном случае служит добавочным сопротивлением в цепи переменного тока. В этом случае следует применять двухполупериодные схемы выпрямления, так как принципиально необходимо, чтобы через конденсатор проходил переменный ток.
14- 211
ГАЗОВЫЕ АККУМУЛЯТОРЫ
Эти аккумуляторы отличаются простотой устройства и недефицитностью материалов, применяемых при изготовлении.
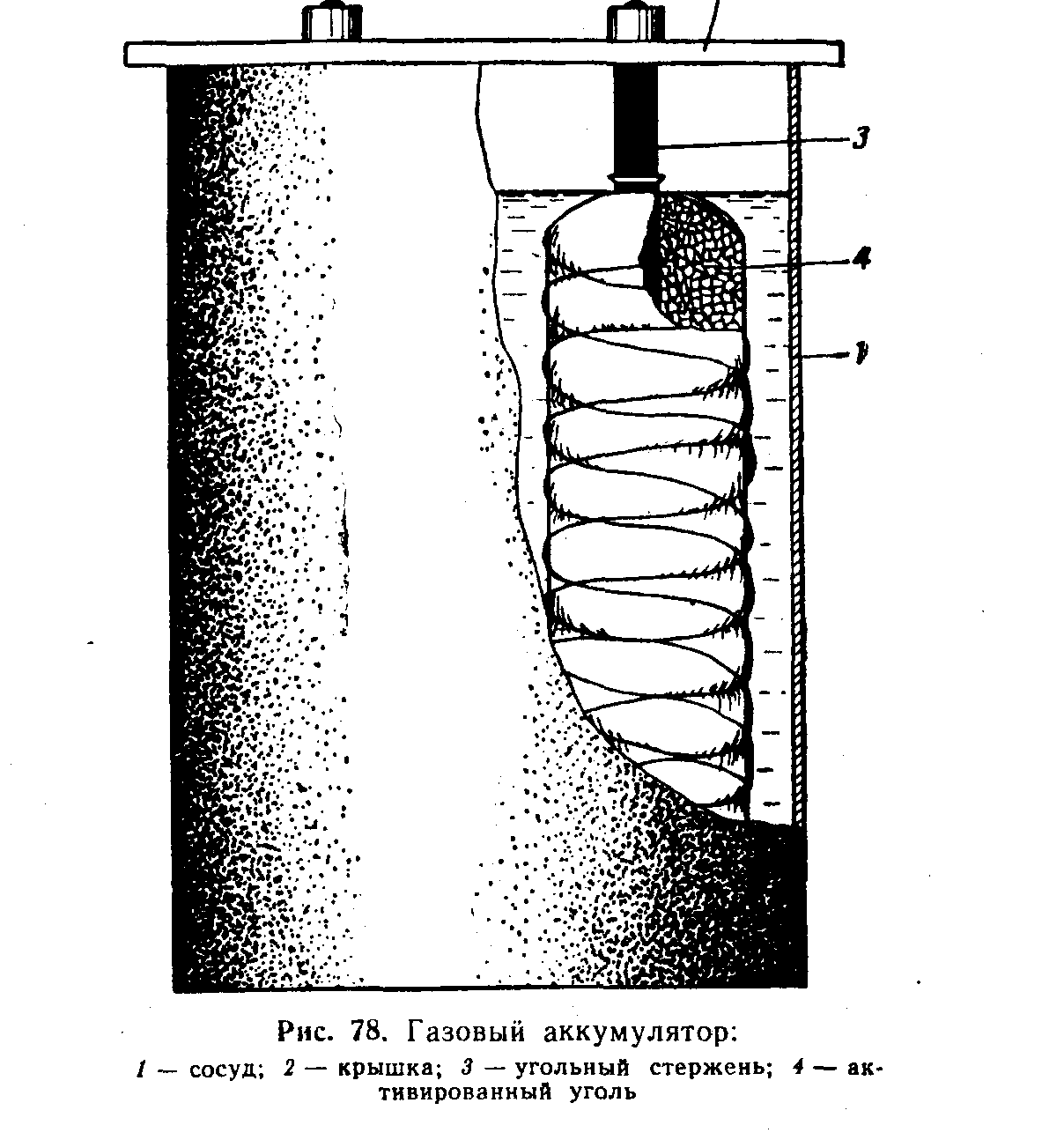
Газовый аккумулятор (рис. 78) представляет собой непрозрачный сосуд / с крышкой 2 (сосуд может быть стеклянный, покрашенный снаружи черной краской, так как попадание света внутрь аккумулятора приводит к быстрому его разряду), в который опущены два одинаковых электрода. Электрод состоит из угольного стержня 3 (от старых гальванических элементов), вокруг которого в мешочке из ткани располагается акти-вированяый уголь 4 (другой уголь применять нельзя).
212
Мешочки с активированным углем плотно обмотаны ниткой для того, чтобы увеличить контакт угля со стержнем. Толщина слоя угля не должна превышать 15—18 мм.
i «
Электролитом служит 15% раствор поваренной соли (пять столовых ложек на литр воды); воду желательно брать мягкую—дождевую или снеговую.
Для улучшения работы аккумуляторов на каждый литр электролита желательно добавить 1—2 г борной кислоты и 2—3 г сахара (сахар добавлять обязательно при длительных циклах разряда).
213
Готовый аккумулятор заряжается постоянным током при напряжении 4,5 в на каждую банку (элемент). Заряд аккумуляторов продолжается 10—12 час (до появления газообразования).
Емкость аккумулятора зависит только от количества активированного угля примерно 1 а • ч на каждые 50— 65 г угля, при этом количество электролита должно быть 5—6 л.
Эксплуатация аккумулятора (как уже было сказано) имеет один существенный недостаток: электролит необходимо менять раз в неделю. Но дешевизна электролита оправдывает создание и эксплуатацию таких аккумуляторов.
ИЗГОТОВЛЕНИЕ БАТАРЕИ «КРОНА»
Многие заводские и любительские приемники на полупроводниках питаются от батарей типа «Крона». Такую батарею можно изготовить из свежих анодных батарей приемника «Турист» или анодных батарей слуховых аппаратов старых типов (на лампах).
Упаковку батареи вскрывают и из нее извлекают столбики, состоящие из галетных элементов. От столбика осторожно (притупленным ножом) отсекают шесть элементов. При этом с одной стороны у каждого блочка элементов будет рыхлая масса, пропитанная электролитом, с другой стороны — цинковая пластина, покрытая твердой угольной смесью. Цинковая пластина на небольшом участке освобождается от угольной смеси, в этом месте припаивается минусовый проводник.
К рыхлой массе прикладывают цинковую пластину с твердым угольным покрытием (угольное покрытие— к рыхлой массе); эту пластину извлекают из лишнего элемента или можно использовать пластину от старого (использованного) элемента. К этой пластине припаивают плюсовый вывод.
Весь блочек (рис. 79) плотно сжимают и закручивают толстой ниткой. Готовую батарею изолируют от воздуха, окуная ее в расплавленный воск (но не в парафин), и формуют. Для формовки необходимо к выводам батареи (плюс к плюсу, минус к. минусу) подключить на 3—5 мин источник постоянного тока напряжением 11—12 в.
214

Минусовая сторана Рис. 79. Изготовление батареи «Крона»
из батарей ЮО-АМЦГ-У-2,0, 70-АМЦГ-1.3. При этом емкость таких батарей более чем в два раза выше, чем у обычных батарей карманного фонаря.
ИЗГОТОВЛЕНИЕ ФОТОДИОДОВ И ФОТОТРИОДОВ ИЗ ПОЛУПРОВОДНИКОВЫХ ТРИОДОВ
Одним из важных элементов автоматики являются фотодиоды и фототриоды. Промышленные фотодиоды дороги и не всегда удается их купить; фототриоды вообще отсутствуют в продаже.
Радиолюбитель может сам изготовить удовлетворительные по техническим характеристикам фотодиоды и
215
фототриоды из полупроводниковых триодйв серий ГЦ и П2 (рис. 80).
Изготовление производится в следующем порядке:
— отрезать от корпуса стеклянный изолятор со стороны эмиттера;

Рис. 80. Фотодиод и фототриод, изготовленные из полупроводниковых триодов
— выпаять из изолятора токоотвод (проволочку) эмиттера;
— изготовить из папье-маше тубус и вставить в него линзу (лучше двояковыпуклую с малым фокусным расстоянием);
216
— токоотвод нарастить и вывести через тубус наружу в случае изготовления фототриода или удалить его в случае изготовления фотодиода;
— отрегулировать положение линзы так, чтобы свет от источника фокусировался бы на р-п-переходе триода.
Характеристики фотодиода, изготовленного из триода типа П1Е, следующие: при освещении такого фотодиода лампой 60 вт (без рефлектора) с расстояния 1 ж он дает 50 мка; с расстояния 3 м— 10 мка.
Характеристики фотодиодов не зависят от коэффициента усиления триодов, из которых они изготовлялись.
ДАТЧИК ВРЕМЕНИ (ТАЙМЕР)
Нужным устройством в практике радиолюбителя может быть датчик времени (таймер), который фиксирует длительные отрезки времени и подает команды на различные исполнительные устройства. Если его вмонтировать в радиоприемник, он будет включать и выключать приемник в заданное время.
Радиолюбителю часто приходится контролировать длительные процессы (химические, термические, фото и др.), в этом случае описываемый датчик сослужит ему полезную службу.
При изготовлении подобного датчика можно использовать обыкновенный будильник (рис. 81, а), у которого ручка перевода стрелок делает один полный оборот за час. Эту ручку нужно механически связать со специальным устройством (напоминающим барограф), состоящим из металлического (медного и посеребренного) барабана / с осью 2. Барабан может вращаться вокруг оси, укрепленной в двух стойках 3, которые в свою очередь укреплены на общем с будильником основании 4. Ось барабана с одной стороны связана шесте-' ренчатой передачей с осью червяка 5, с другой — поводком 6 соединена с ручкой перевода стрелок часов (подобный же пваодок укреплен и на этой ручке). По червяку (при вращении его) передвигается каретка 7 с контактной группой 8 и пружинным ограничителем 9 с изолятором на конце.
На барабан укрепляется программная таблица (рис. 81,6), изготовленная следующим образом. На ба-
217
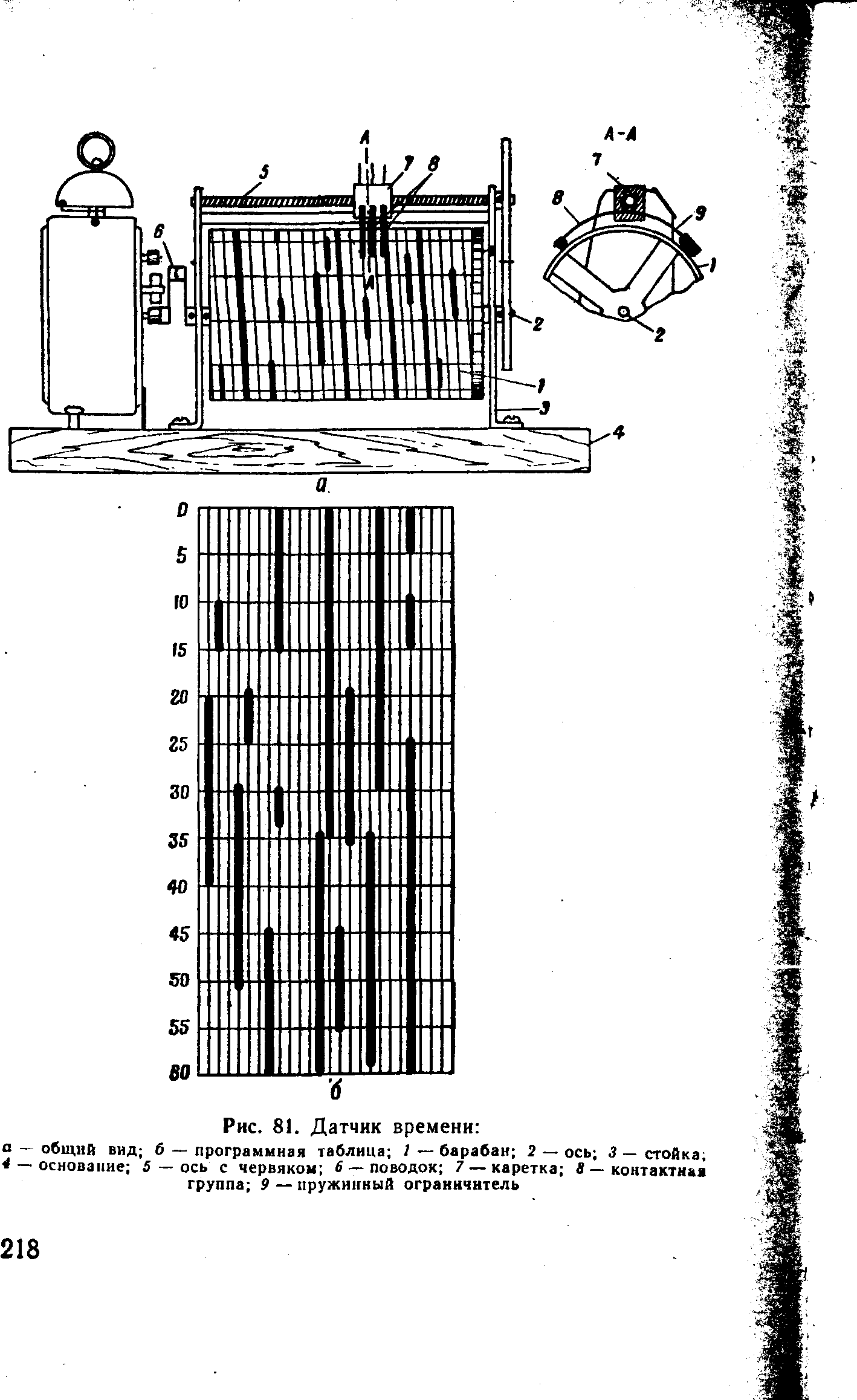
рабан укрепляют Лист бумаги и барабан проворачивают 24 раза, при этом червяк заставляет каретку передвигаться и на листе бумаги остается видимый след от контактной группы.
Сняв лист и разбив его на шестидесятиминутные отметки (лучше пользоваться миллиметровой бумагой), производят разметку будущей программы. Допустим, что в течение первого часа необходимо включить какую-либо аппаратуру на 20 мин (с 20-й по 40-ю минуту), тогда вдоль следа контакта между 20-й и 40-й минутой делается перфорация и т. д. Значит, можно составить какую угодно программу включения и выключения аппаратуры, при этом точность работы датчика можно обеспечить порядка ±1 мин (при диаметре барабана 50—80 мм}.
Ось в барабане укрепляется при помощи звездок, плотно посаженных на ось внутри барабана. Изготовление оси с червяком описано на стр. 169. Шестеренчатую передачу и шаг червяка подбирают так, чтобы за один оборот барабана каретка смещалась на 3—5 мм (при этом образующая барабана будет в пределах 80—125 мм}.
При изготовлении такого датчика на одновременное включение и выключение нескольких устройств суммарная передача выбирается так, чтобы следы от контактов (на каретке в этом случае будет несколько контактов) находились один от другого на расстоянии 2—3 мм.
Для удобства эксплуатации датчика справа на барабане наклеена шкала минут, а на правой стойке барабана на уровне контактов каретки закреплена установочная стрелка. Вдоль образующей барабана на стойках укреплена 24-часовая шкала.
Часы-будильник укреплены на основании в углублениях так, что их легко можно вынуть, при этом появляется возможность установить каретку в нужное место (завести и перевести сами часы).
IX. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ПРОИЗВОДСТВЕ РАДИОЛЮБИТЕЛЬСКИХ
РАБОТ-
Приступая к той или иной работе, радиолюбитель должен помнить основные правила техники безопасности.
Работая с электричеством, необходимо помнить следующее:
1. Электрическое напряжение выше 40 в считается опасным для жизни.
2. Монтажные работы можно производить только на обесточенной аппаратуре. При необходимости производства замеров, монтажа и т. п. на аппаратуре, находящейся под высоким напряжением, необходимо пользоваться безопасным монтажным инструментом или резиновыми перчатками. Под ногами при этом должен находиться резиновый коврик.
3. Вся радиолюбительская аппаратура при питании ее от электросети должна иметь соответствующие предохранители.
При производстве различных технологий радиолюбителю приходится пользоваться химреактивами, опасными для здоровья человека. Все опасные химреактивы выделены по тексту книги полужирным шрифтом.
Меры безопасности при работе с опасными для здоровья человека химреактивами следующие.
Кислоты и щелочи при попадании на кожу человека вызывают сильные ожоги (особенно опасно попадание брызг кислот и щелочей в глаза); вдыхание паров кислот и щелочей также вредно для здоровья человека.
220
Необходимо помнить, что всегда при работе с кислотами необходимо кислоту вливать в воду (раствор), а не наоборот; в противном случае в процессе реакции происходит сильное разбрызгивание кислоты.
Рекомендуется при работе с кислотами и щелочами пользоваться защитными очками. Рабочие помещения должны хорошо проветриваться.
При попадании кислот на кожу необходимо присыпать это место кальцинированной (питьевой) содой и
смыть все водой.
При попадании крепких щелочей на кожу нужно промыть это место слабым (5%) раствором кислоты и
смыть водой.
Работая с химреактивами, опасными для жизни человека, нельзя пользоваться пищевой посудой. Если в рецепте клея или замазки имеются опасные для здоровья химреактивы, то ими нельзя склеивать пищевую
посуду.
Работать на токарных станках, наждаках и т. п. нужно в защитных очках, а сами станки, кроме того, должны быть оборудованы прозрачными щитками.

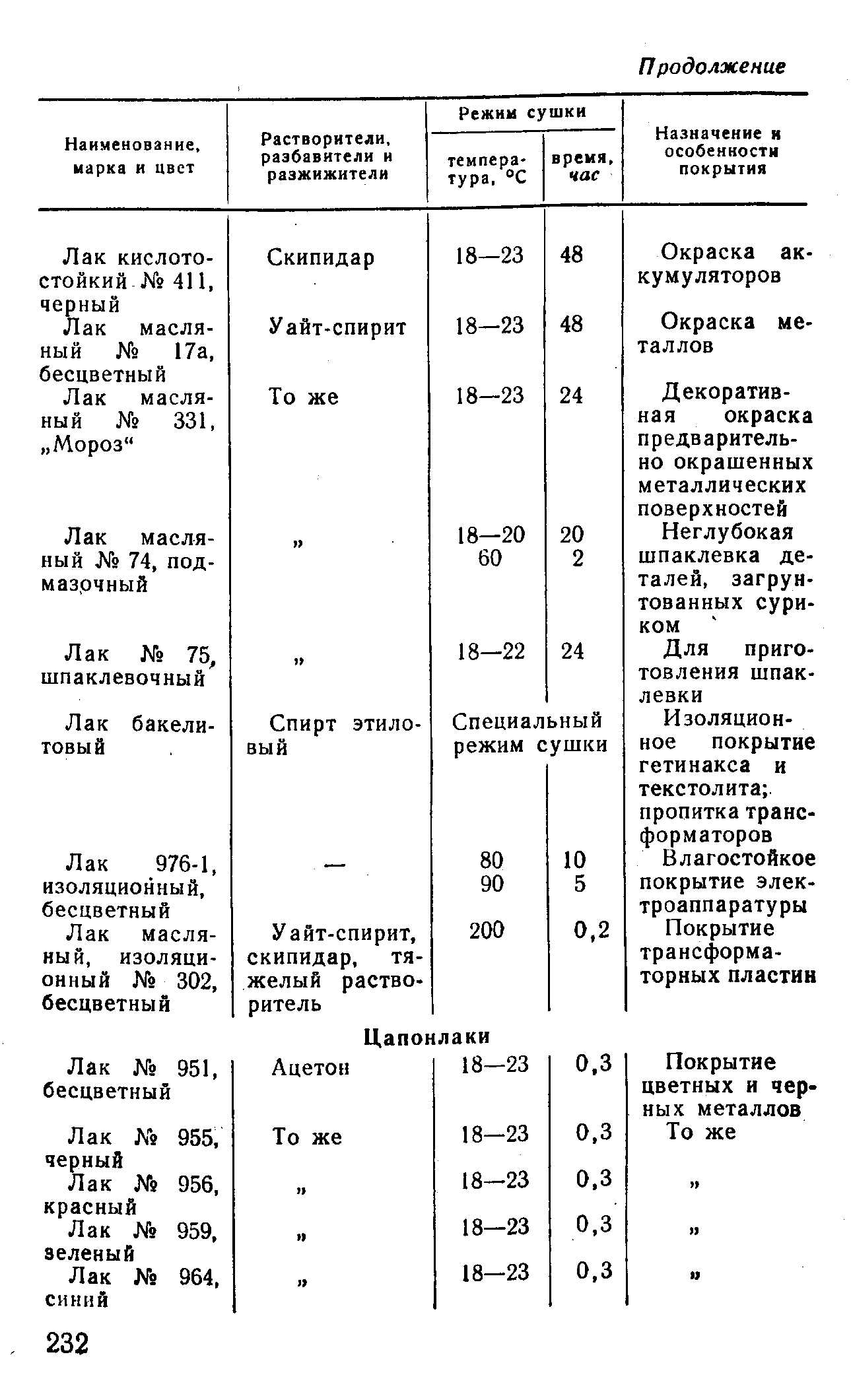
Продолжение
224
•Ь
. ;3" !
-•I
У
t
15 Л. А. Ерлыкин
225
Продолжение

* Для эмалей „Муар" вначале даны температура и время проявления рисунка, далее—температура и время высыхания.
226
Продолжение

15»
227
Продолжение
228
230
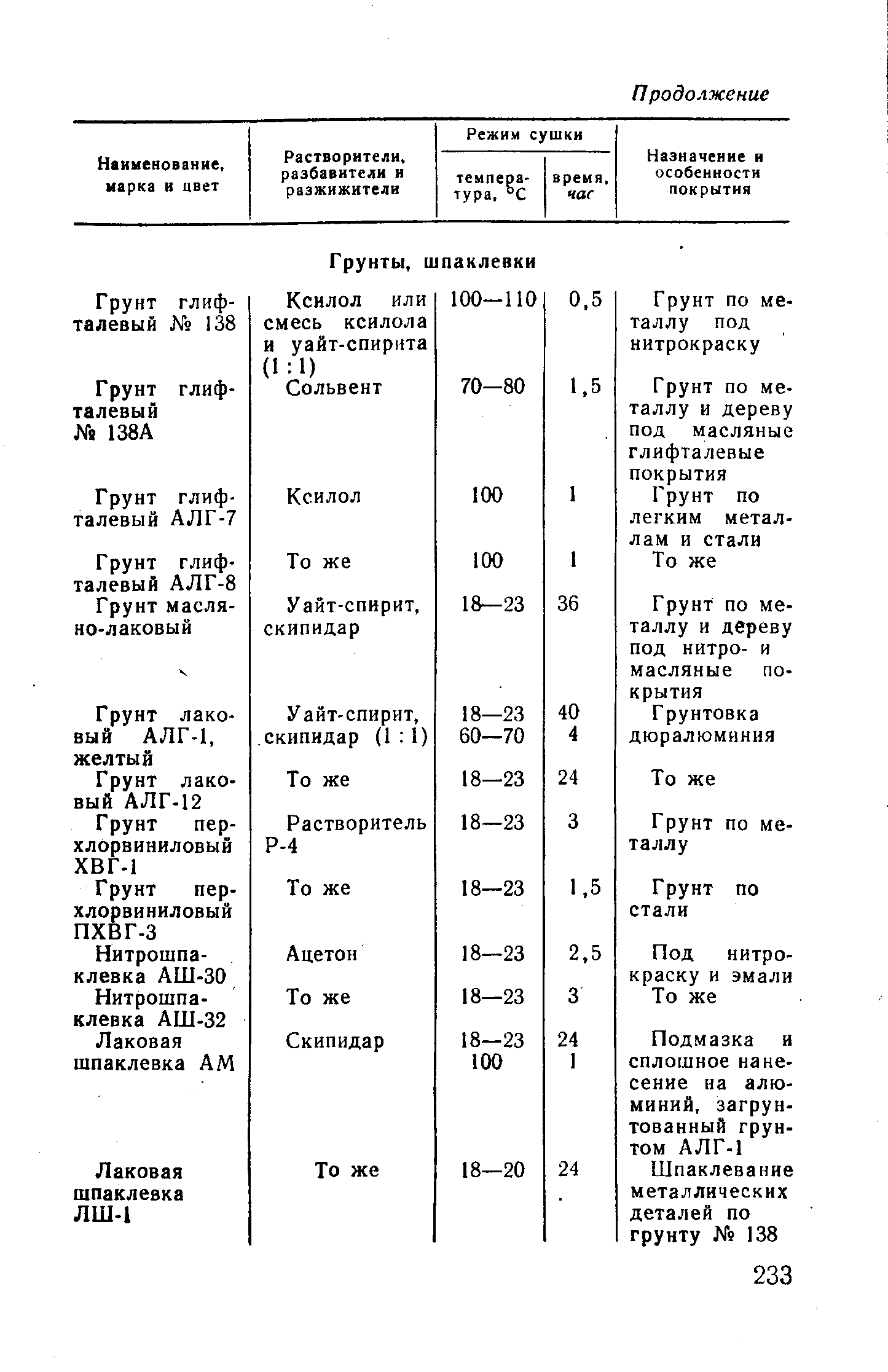
Продолжение
231
Продолжение
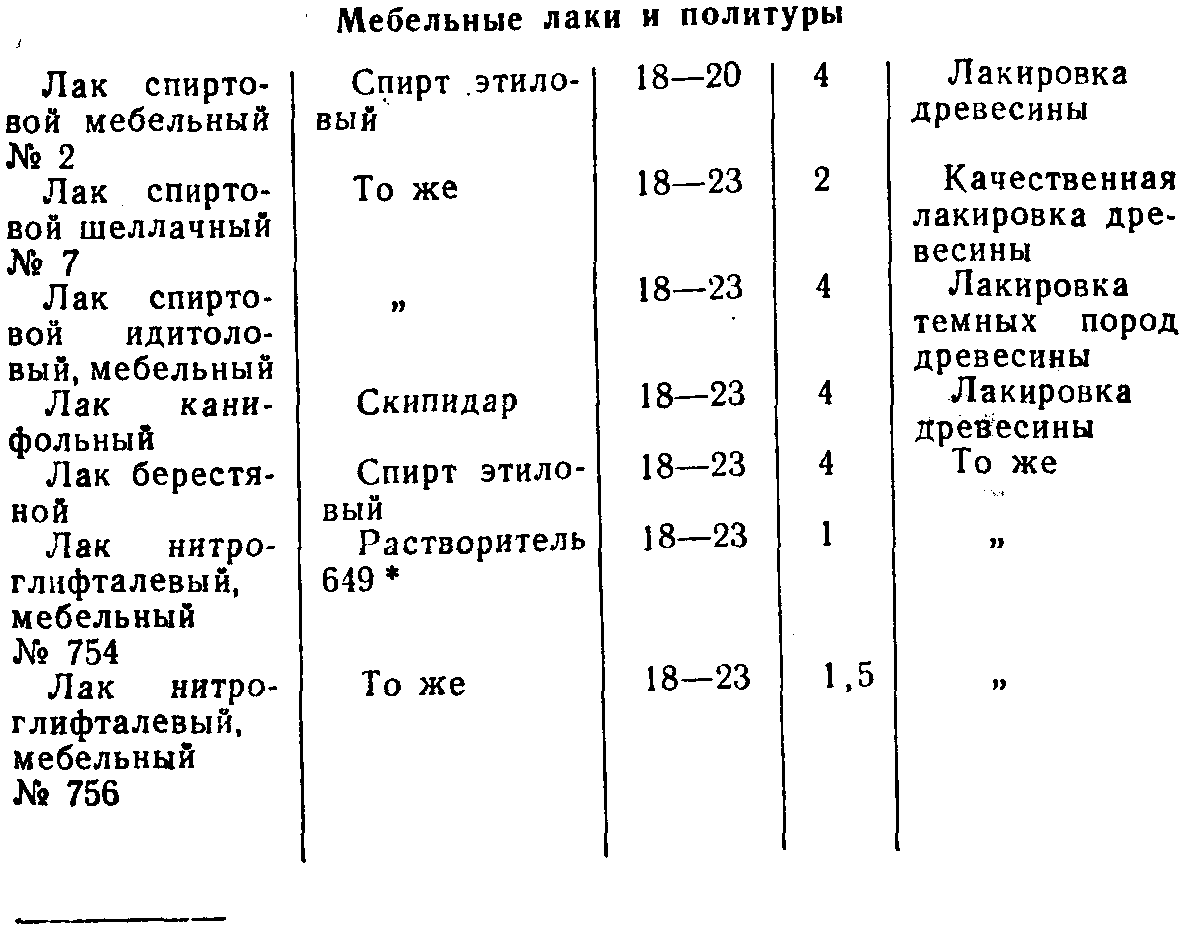
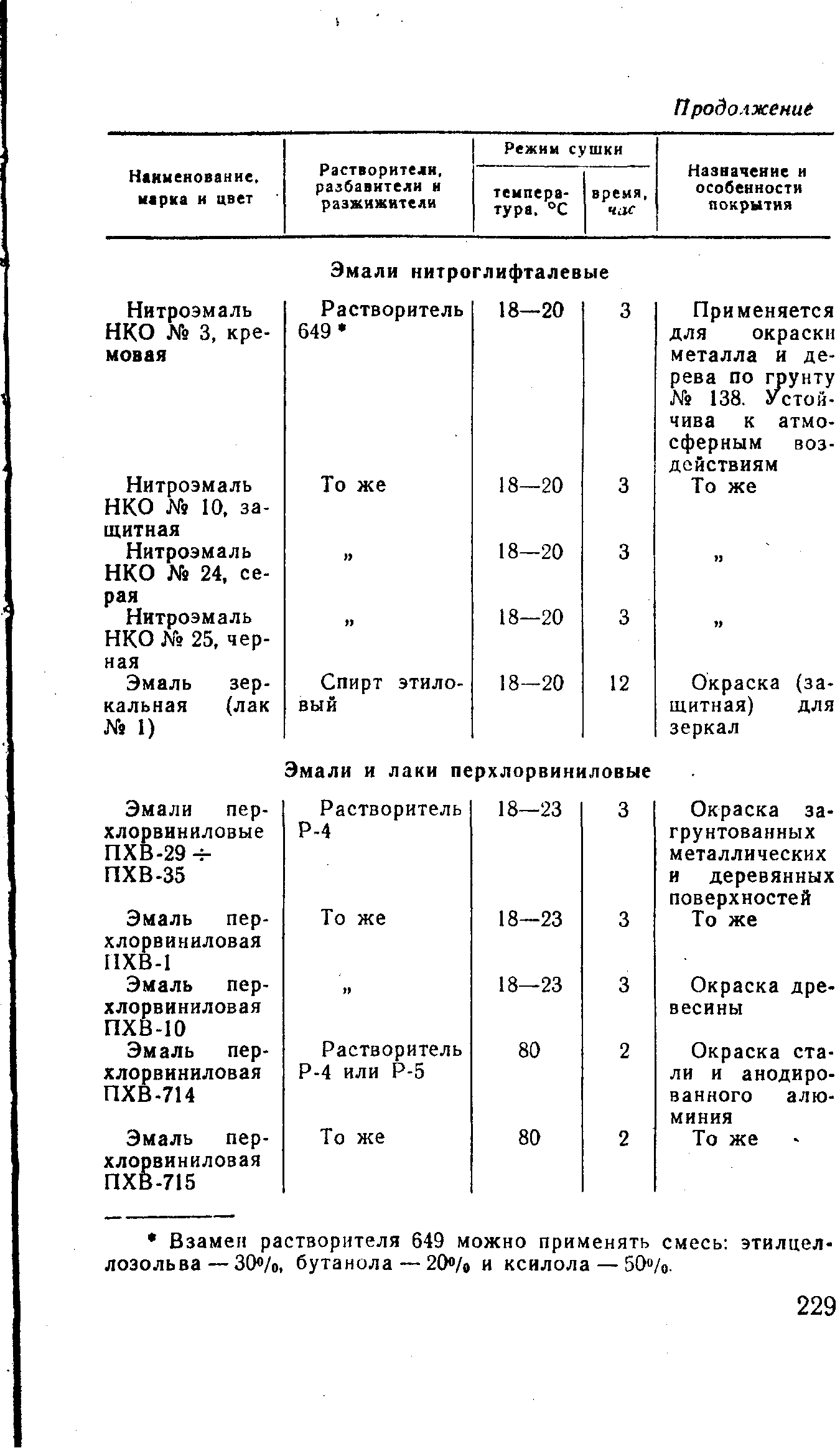
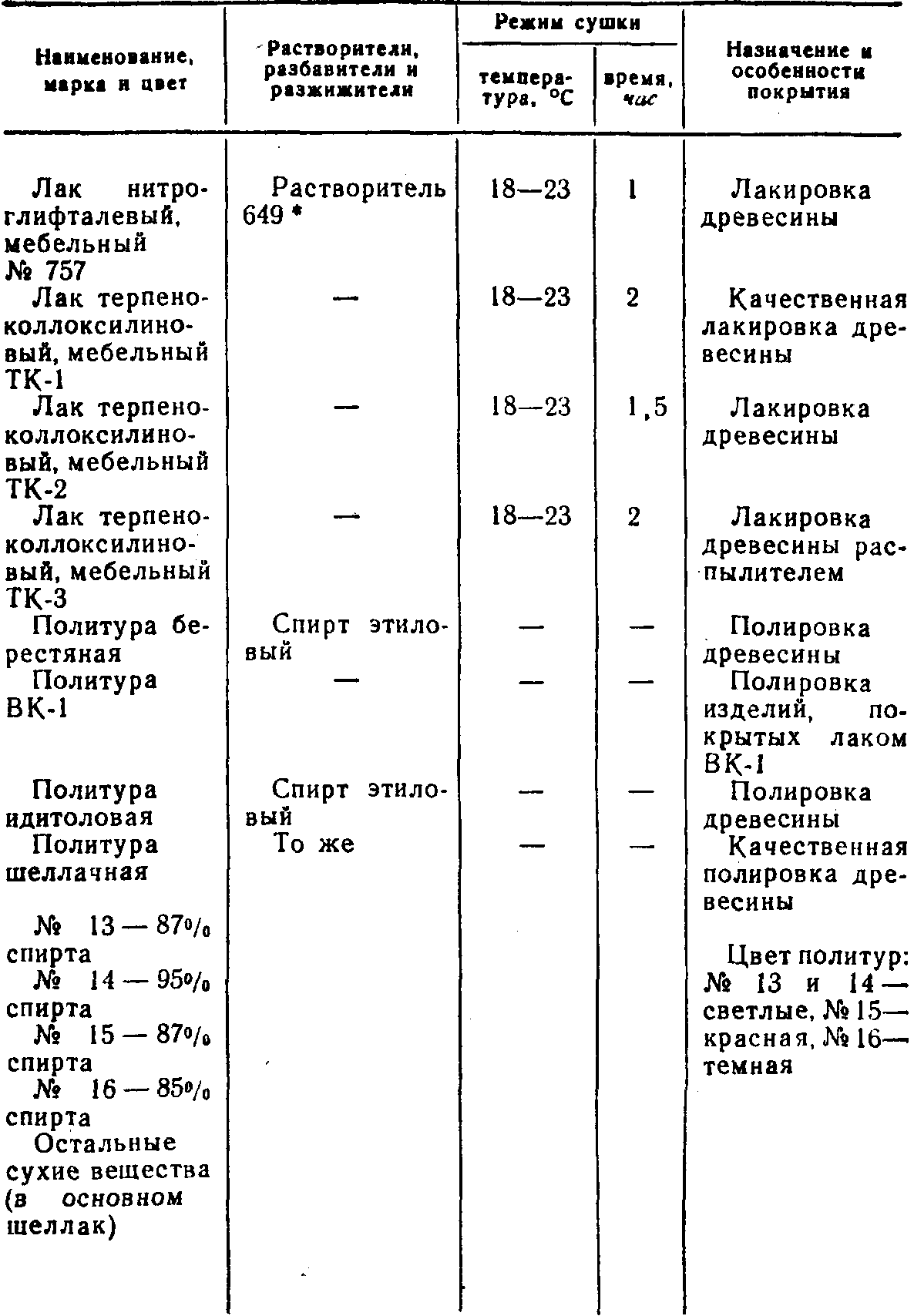
* Взамен растворителя 649 можно применить смесь: этилцел-лозольва — 30°/о, бутанола—20°/в и ксилола — 50»/».
234
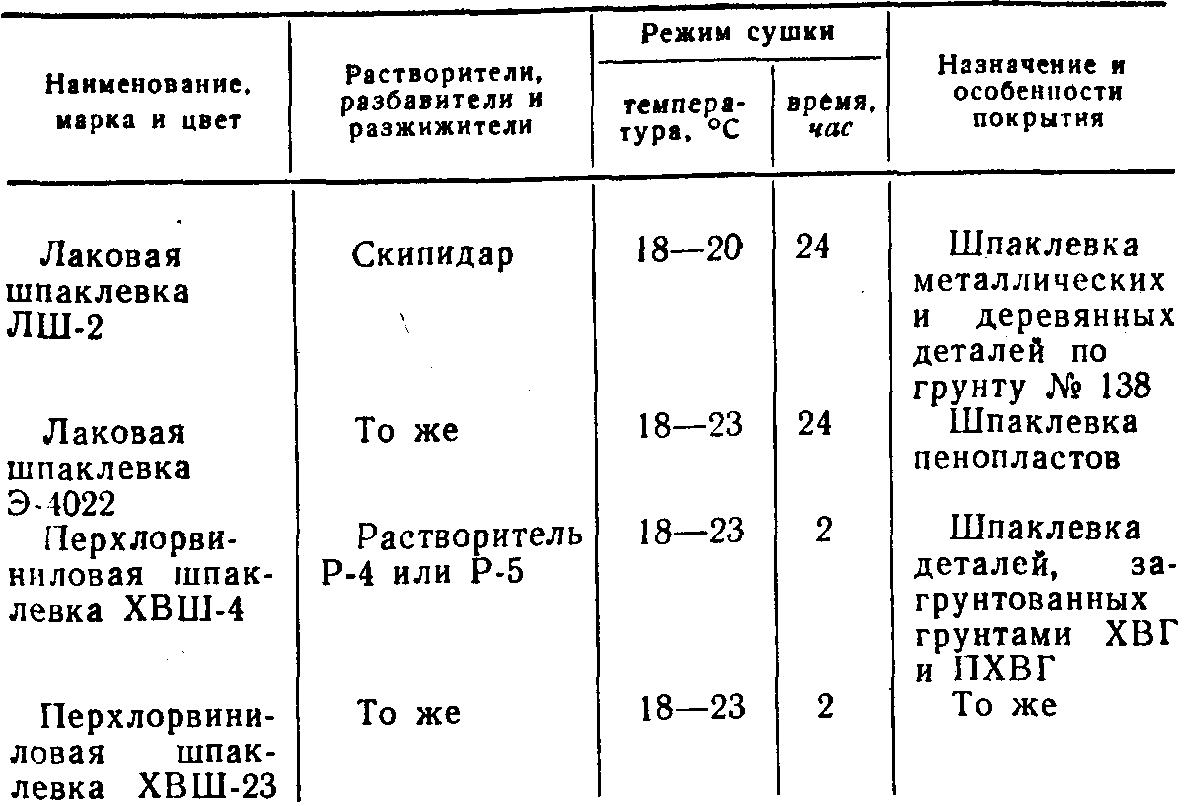
Продолжение
* Взамен растворителя 649 можно применять смесь: эти.чцел-лозольва — 30»/о, бутанола — 20*/» и ксилола — 50*/».
235
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Алюминий, анодирование переменным током 35, 36
Алюминий, анодирование постоянным током 33—35
Алюминий и его сплавы, марки 31—32
Алюминий и его сплавы, оксидирование 36
Алюминий и его сплавы, освет-ление 36, 37
Алюминий и его сплавы, травление 37
Алюминий, химическое никелирование 37 .
Бронза, марки 24, 26
Бумага, марки 58
Верньерные устройства 170—173
Винипласт 48, 51
Газовые аккумуляторы 212—214
Гетинакс 49
Гетинакс фольгированный 116, 117
Горелка газовая 190, 191
Горячий воздух 191, 192
Громкоговоритель для карманного приемника 177—181
Грунтовка металла 22
Грунтовки и пасты для древесины 109, 110
Датчик времени (таймер) 217— 219
Детали из АКР-7 54, 147—150
Детали из стирокрила 54, 150— 153
Древесина, восстановление покрытий 113, 114
Древесина, вощение 107—109
Древесина, лакирование масляными лаками 111 Древесина, лакирование нитролаками 111—113 Древесина, лакирование спиртовыми лаками 110, 111
236
Древесина, материалы 87, 88 Древесина, окрашивание 88—
90 Древесина, полирование 103—
105
Древесина, полирование упрощенным способом 105—107 Древесина, породы 86, 87 Древесина, прозрачная отделка
100—113
Древесина, склеивание 93—96 Древесина, фанерование 96—
100
Древесина, шпон 87, 97 Древесина, эмитация 88, 89 Замазка бакелитовая 73 Замазка битумная 74 Замазка глетглициновая 76 Замазка для железа и чугуна 76, 77 Замазка для склеивания стекла
с металлом 74, 75 Замазка для укрепления арматуры в камне 77 Замазка канифольно-восковая
73
Замазка магнезитовая 75, 76 Замазка против раскручивания
гаек 77 Замазка рубраксная 74 Заточка столярного инструмента 202, 203 Изготовление батареи <Крона»
214, 215
Изготовление фотодиодов и фототриодов 215—217 Инструмент безопасный 200, 201 Клеевая паста 64 Клеи БФ 72 Клеи для капрона 67 Клеи для кожи 65, 66 Клеи для магнитофонной ленты 67
Клеи для плексигласа (органического стекла) 66 Клен для полихлорвинила 67,
68
Клеи для стекла и керамики 65 Клеи для целлулоида 66 Клен для эбонита 66 Клеи резиновые 66 Клеи эпоксидные 69, 70 Клей водоупорный 64 Клей гуммиарабик 62, 63 Клей декстриновый 63 Клей для картона 63 Клей для наклейки дерматина
и кожи на древесину 63, 64 Клей для полистирола 67 Клей для полиэтилена 66, 67 Клей для фотобумаги 63 Клей для фторопласта 68 Клей идитоловый 71, 72 Клей изоцианатный 69 К'лей казеиновый 64 Клей карбинольный 70, 71 Клей переплетный 62 Клей синдетикон 64, 66 Клейстер из муки 62 Клейстер крахмальный 62 Клейстер особый 63 Клей столярный 93, 94 Клей термопреновый 68, 69 Клей 88, 68 Кожух электронно-лучевой
трубки 135—141 Кондуктор — хранилище сверл
204, 205
Контактные колодки для полупроводников 173, 174 Коробки из фанеры 145—147 Коробки из целлулоида 142—
145
Корпуса (коробки) из самодельных пластмасс 141, 142 Ланоксиновые трубки (<кем-
брик»), маркировка 59 Латунь, марки 24 Латунь, пассивирование 30 Латунь, химическое окрашивание 30
Литцендрат самодельный 176 Любительские пластмассы 51—
54
Магнитная антенна 153—158 Медь и сплавы, серебрение 27, 28
Медь и сплавы, снятие покрытий 30, 31
Медь и сплавы, травление 30
Медь и спла,вы, химическое никелирование 27
Медь и сплавы, химическое окрашивание 28—30
Медь и сплавы, хромирование 25—27
Медь, марки 24
Мягкие диэлектрики 50
Насос из реле 186—188
Насос мотор-диафрагма 188, 189 Насос турникетный 184—186 Окраска металлов 21, 22 Олифа 81
Пайка алюминия 46, 47
Пайка, методы 45, 46
Пассики к магнитофонам 192— 194
Пасты для удаления старых лакокрасочных покрытий 82, 83
Паста для склеивания стекла с металлом 74
Паяльные пасты 41—43
Паяльные флюсы 42—45
Паяльный флюс из мыла 45
Паяльник для пайки твердыми припоями 205—207
Переключатель малогабаритный печатный 162—164
Переменный конденсатор, односекционный 169, 170
Переменный конденсатор, сдвоенный блок 166—169
Печатный монтаж 116—126
Печатный монтаж, метод шел-кографии 124—126
Печатный монтаж, упрошенный метод 121—124
Печатный монтаж, фотометод 117—121
Пинен 81
Пластмассы 48—56
Пластмассы особопрочные 54
Плексиглас (оргстекло), окраска 50, 51
Плоскогубцы — торцовый ключ 199, 200
Полиамиды 54—56
Полировка карболита и эбонита 85
237
Полупроводниковые приборы,
ремонт 174. 175 Полихлорвиниловые трубки, окраска 59
Припои для пайки алюминия 40 Припои легкоплавкие 39 Припои оловяннсто-свннцовые
38, 39
Припои твердые 40, 41 Полировка керамики 85 Полировка осей 204 Полировка пластмасс 85 Полировочная паста ГОИ 84,
85
Полировочная паста известковая 84 Полировочная паста крокусная
85 Полировочная паста маршали-
товая 84
Полировочная паста для средней полировки металла 84 Полировочная паста для тонкой полировки металла 84 Простой универсальный станок 207—210 Простые устройства и приспособления для понижения напряжения 211, 212 Проходные и антенные изоляторы 175, 176 Пульверизаторы 189, 190 Разбавители 79, 81 Разжнжители 79 Растворители 80, 81 Резаки для круглых отверстий
196—199
Резаки по металлу и пластмассе 195, 196
Резина 48. 57, 58
Ремонт динамиков 182, 183
Слюда и материалы из нее 56,
57
Смывки 82, 83 Сталь, воронение 18 Сталь, закалка 11—15 Сталь, марки 5—10 Сталь, оксидирование,17, 18 Сталь, окраска 21, 22' Сталь, отжиг 16 Сталь, отпуск 15, 16 Сталь, применение 4, 5 Сталь, снятие покрытий 23 Сталь, травление 22, 23 Сталь, фосфатирование 18, 19 Сталь, химическое никелирование 19, 20
Сталь, электрохимическое окрашивание 20, 21
Стекло, обработка 59—61
Стекло, склейка 61
Столярные соединения 90—92
Текстолит 49
Телескопическая антенна 159— 162
Ткани 58, 59
Универсальный цемеит 65
Ферритовые детали, обработка и маркировка 157—159
Цикли 201, 202
Шасси, изготовление 130, 131
Шкалы зеркальные 128, 129
Шкалы и шильдики алюминиевые 129, 130
Шкалы стеклянные 126—129
Шкалы и шильдики из лату-
- ни 130
Штамповка листовая 131—135
СОДЕРЖАНИЕ.
Стр.
Введение ............... 3
I. Металлы .............. 4
|
 Скачать 3.07 Mb.
Скачать 3.07 Mb.