|
|
Ерлыкин Л.А.Практические советы радиолюбителю.1965. Ерлыкин Л.А.Практические советы радиолюбителю. Л. А. Ерлыкин практические советы радиолюбителю ' Книга
§ 25. ДЕТАЛИ И КОНСТРУКЦИИ К КАРМАННЫМ ПРИЕМНИКАМ
В данном разделе рассматриваются конструкции и технологические процессы изготовления основных узлов миниатюрной аппаратуры. В начале раздела следует сказать о ферритовых (магнитных) антеннах, так как часто из-за неправильного изготовления такие антенны получаются с сильно заниженными параметрами.
Ферритовые (магнитные) антенны
Применение магнитной антенны позволило уменьшить размеры миниатюрной аппаратуры. Однако, как будет сказано ниже, качество магнитной антенны намного ниже штыревой (небольших габаритов). Поэтому
153
при изготовлении магнитной антенны необходимо стремиться не снижать и без того ее низкие характеристики, так как чувствительность карманного приемника во многом зависит от качества антенны. Качество антенны в основном определяется действующей высотой антенны и ее добротностью.
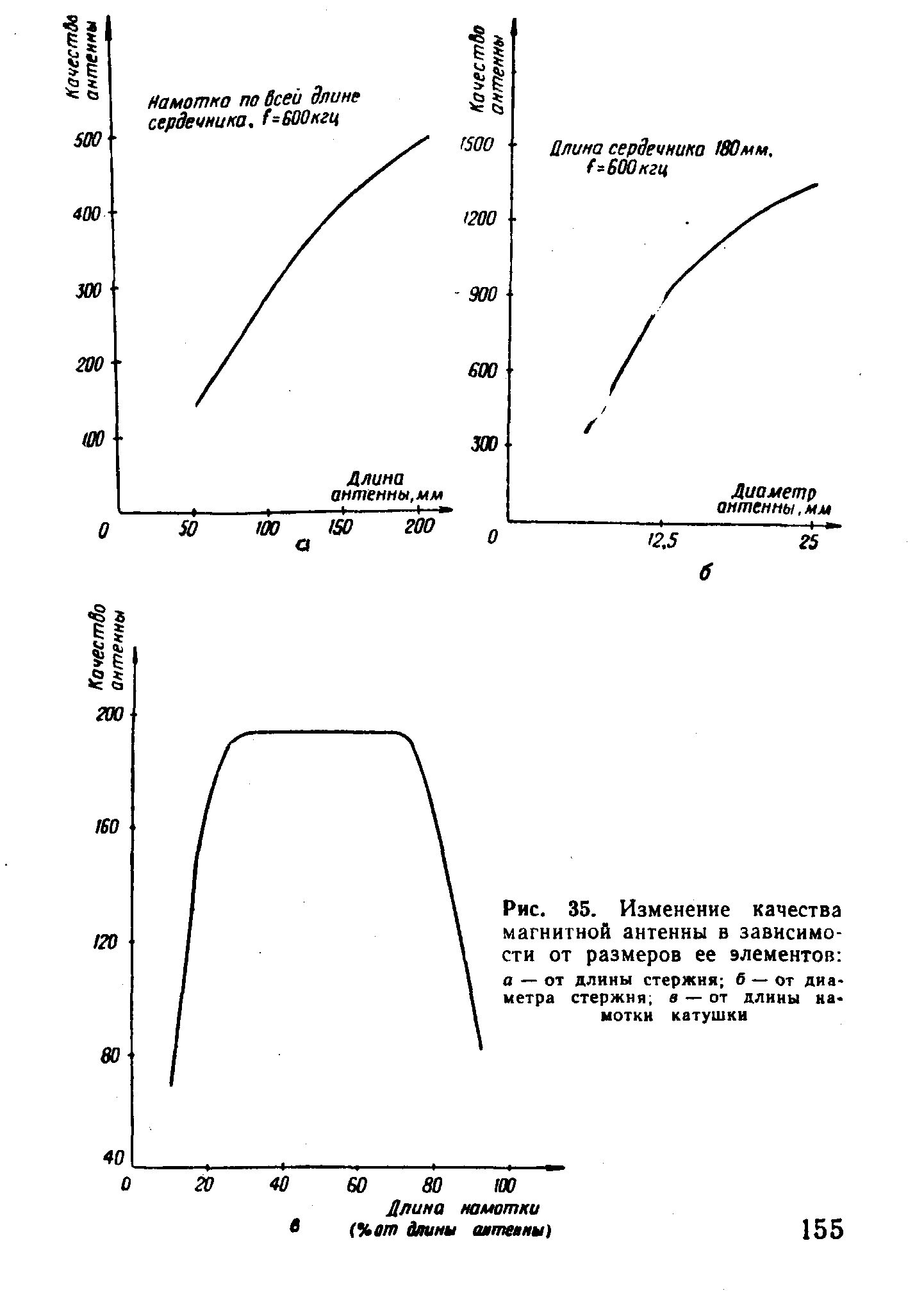
На графиках, изображенных на рис. 35, показаны некоторые зависимости изменения качества магнитной антенны от геометрических размеров ее элементов. Изменение качества антенны в зависимости от длины фер-ритового стержня показано на рис. 35, а. На рис. 35, б дано изменение качества антенны от диаметра ферри-тового стержня (при намотке по всей длине стержня). И, наконец, на рис. 35, в изображена зависимость качества антенны от длины намотки катушки антенного контура, т. е. от распределения витков катушки по длине антенны.
Все графики снимались на частоте 600 кгц, магнитная проницаемость (^i) была одинаковой для всех трех случаев.
Ниже приводится табл. 32, в которой показана картина изменения качества антенны. Пользуясь данной таблицей, всегда можно изготовить магнитную антенну с оптимальными свойствами.
При изготовлении магнитной антенны необходимо принимать во внимание еще несколько обстоятельств. Если между обмоткой антенного контура и ферритовым стержнем имеется сильная связь, то это приводит к значительному уменьшению добротности антенны. Уменьшить эту связь можно, изменив расстояние между контурной катушкой и самой антенной. Экспериментально установлено, что значение добротности антенны быстро возрастает с увеличением расстояния между катушкой и антенной, но при достижении величины, равной примерно диаметру провода намотки, значение добротности сначала не изменяется, а затем (при увеличении этого расстояния) начинает уменьшаться.
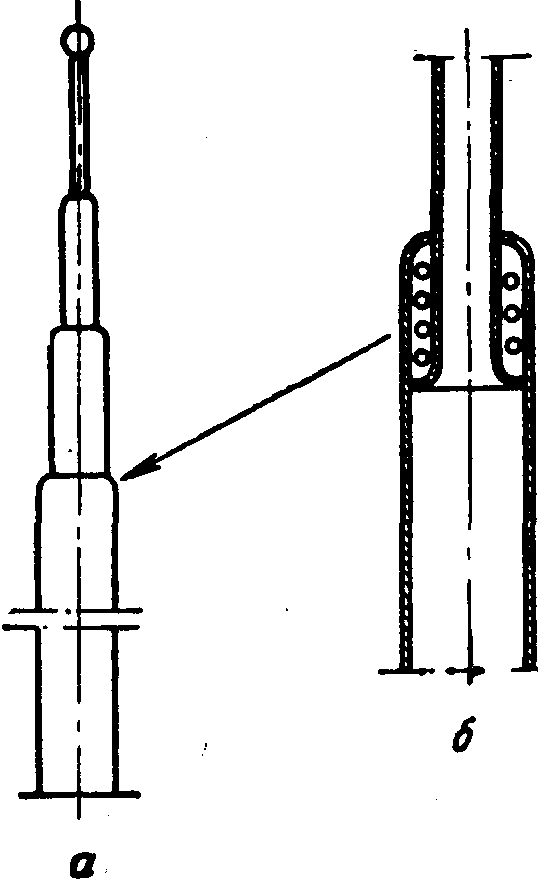
Существенное значение имеет расположение катушки относительно катушки антенного контура. Если катушка антенного контура смещена относительно середины фер-ритового стержня, то катушка связи должна располагаться со стороны наиболее выступающего конца фер-ритового стержня. Если же катушка антенного контура
154
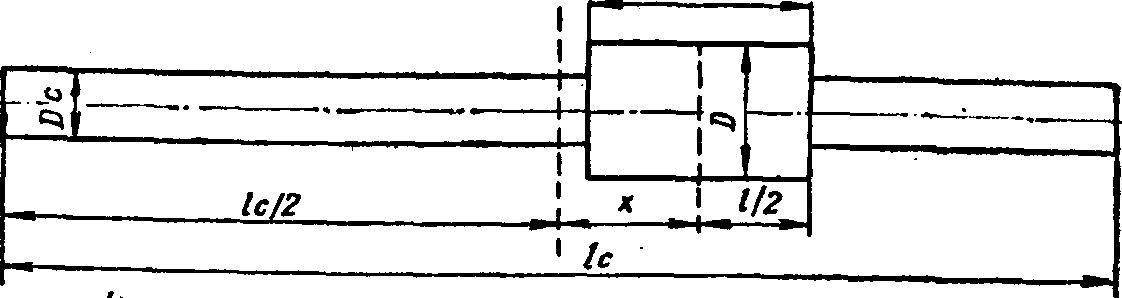
JU. -магнитная проницаемость сердечника а-расстояние между секциями обмотан
Рис. 36.
Таблица 32 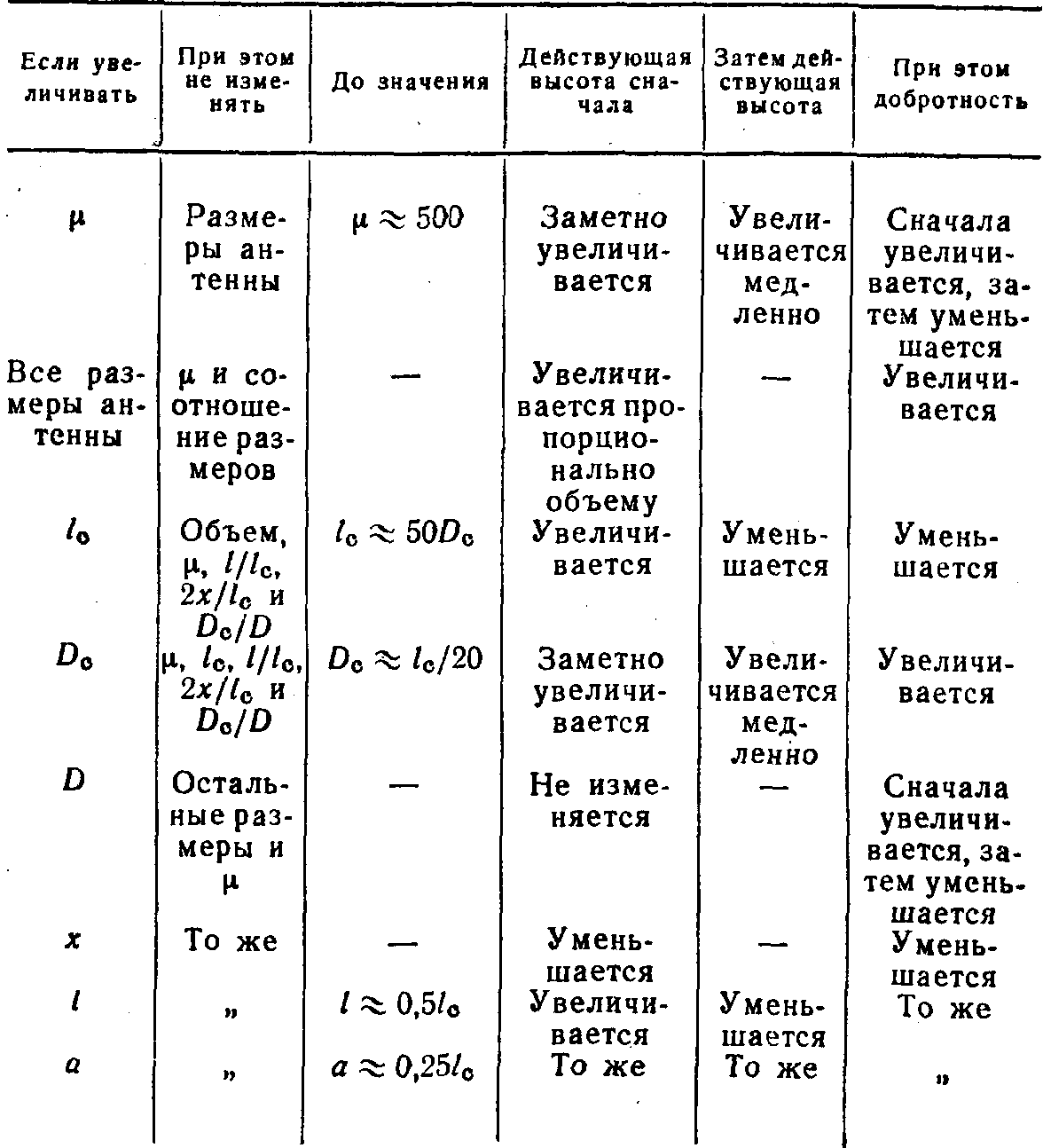 156
расположена посередине ферритового стержня и размеры ее относительно велики, то катушку связи нужно мотать сверху катушки антенного контура (посередине ее).
Металлические предметы и особенно магниты (динамик, блок конденсаторов, аккумуляторы и т. п.), расположенные рядом с магнитной антенной, в сильной степени влияют на качество антенны. Поэтому (по возможности) все массивные металлические предметы и особенно стальные детали и магниты необходимо размещать от магнитной антенны как можно дальше.
Антенна на два диапазона (средневолновый и длинноволновый) имеет две катушки антенного контура. При работе на одном из диапазонов катушку другого диапазона приходится закорачивать, что снижает качество магнитной антенны. Во избежание этого в карманном приемнике «Пионер» ЦС-1 при работе в диапазоне длинных волн две катушки антенного контура соединяются последовательно, а при работе на средних волнах— параллельно (при этом немного сокращаются диапазоны приемника).
В карманном приемнике «Нева» сделаны две антенны: одна для приема средних волн, другая—длинных волн.
Обработка и маркировка ферритовых деталей
Феррит обладает крепостью керамики и очень трудно обрабатывается даже самым высококачественным абразивным инструментом. Поэтому приходится прибегать к таким операциям, как раскалывание и термообработка.
Стержень ферритовой (магнитной) антенны можно расколоть следующим образом. В нужном месте по окружности делают надпил острым краем мелкозернистого абразивного камня. Затем по обе стороны от надпила стержень плотно обвертывают 4—5 слоями толстой бумаги и только после этого раскалывают его (изгибая руками непосредственно в месте надпила). Стержень легко раскалывается, расколотые края точно соответствуют надпилу.
Не обвернутый бумагой стержень может расколоться не только в месте надпила, но и в нескольких других местах.
157
Плоские ферритовые стержни раскалываются точно так же.
Примечание. Иногда радиолюбителю попадаются плоские и заостренные с обеих сторон ферритовые стержни. Такие стержни являются элементами высокочастотной техники (элементами волноводов) и совершенно непригодны для изготовления магнитных ан-теян из-за очень низкой магнитной проницаемости.
Обработка ферритовых колец (торов), идущих на изготовление высокочастотных трансформаторов и дросселей, заключается в основном в их раскалывании. Действительно, при небольших размерах кольца и при относительно большом числе витков, которые необходимо намотать на такое кольцо, очень трудно разместить эти витки с помощью специального челнока или иглы. Еще одним немаловажным обстоятельством является то, что разломанный (а затем склеенный после намотки) сердечник трансформатора или дросселя работает лучше, чем не подвергшийся такой операции. Это объясняется тем, что такие устройства работают обычно в схемах, где по их обмоткам протекают постоянные составляющие тока, которые при относительно большой величине могут перевести сердечник в режим насыщения. Зазор, образующийся в местах склейки сердечника, позволяет ему работать (при больших постоянных составляющих) без насыщения; нерасколотые сердечники при таких токах могли бы уже насыщаться *.
Раскалывать кольца можно и простыми бокорезами с острыми концами, но при этом получается очень много брака. Рассмотрим следующий способ, почти не дающий брака. По образующим кольца (там, где необходимо расколоть кольцо) с двух сторон проводят черту твердым карандашом (твердостью Т или 2Т). (Если кольцо очень крупное, то такие черточки нужно сделать и в радиальных направлениях.)
Напряжение порядка 90 в (с ЛАТР или трансформатора) через металлические заостренные щупы подводится в крайние точки каждой прочерченной линии. Образующаяся вольтова дуга выжигает нанесенный графит, нагревая в этих местах феррит до высокой температуры. (При наличии крупных ферритовых колец
• При этом уменьшаются высокочастотные потери в феррите и магнитная проницаемость.
158
вольтова дуга может не образовываться, тогда необходимо уменьшить участки выжигания графита.)
Местный нагрев феррита приводит к образованию на его поверхности сети микротрещин, в сильной степени ослабляющих крепость феррита в этих местах. Такой феррит легко и точно раскалывается даже при небольшом усилии.
Маркировка феррита. Тороидальные ферритовые сердечники маркируются' следующим .образом:
К4Х1, 6Х1,2—2000 НМ. Буква К обозначает феррит кольцевой (тороид); цифры 4Х1, 6Х1,2—размеры кольца (наружный диаметр, внутренний диаметр и толщину кольца); цифра 2000—магнитную проницаемость, а буквы НМ—материал феррита (никель-марганцевый). Если феррит высокочастотный, в марке ставятся буквы ВЧ.
В промышленности (в зависимости от магнитной проницаемости) кольца маркируются цветными метками:
— проницаемость 2000 — 2 белые полосы;
— проницаемость 1000—1 белая полоса;
— проницаемость 600 — 2 желтые полосы;
— проницаемость 500—1 желтая полоса;
— проницаемость 400—4 красные полосы;
— проницаемость 200 — 2 красные полосы.
Стержни для антенн маркируются с торца: проницаемость 600 — красная краска, проницаемость 1000— белая. Телескопическая антенна
Действующая высота штыревой (телескопической) антенны длиной около 1 м в несколько десятков раз выше действующей высоты самой лучшей магнитной антенны. Это говорит о том, что в любом случае (если пренебречь удобством применения магнитной антенны) применение штыревой антенны дает больший эффект при приеме; передачу, как известно, на магнитную антенну вести почти нельзя.
Ниже дано описание изготовления такой телескопической антенны для переносного приемника.
Вся сложность изготовления подобной антенны заключается в подборе материала. Для изготовления ан-
159
тенны необходимо иметь три отрезка латунных трубок с внешним диаметром 10, 7 и 4 мм и толщиной стенок 0,5 мм. Длина трубок выбирается исходя из ширины переносного приемника так, чтобы вся антенна убиралась в корпус приемника.
Кроме трубок, необходимо иметь еще отрезок бронзовой проволоки диаметром 2—2,5 мм, длиной немного больше трубки.
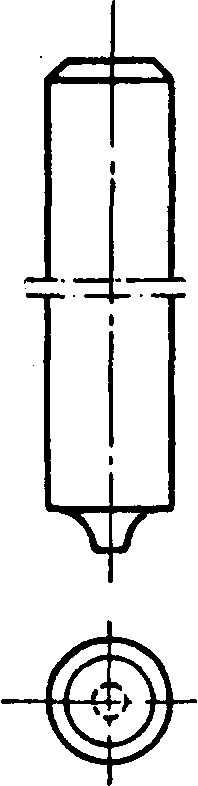
На рис. 37, о показана деталировка антенны.
Завальцовка трубки производится на специальной оправке — куске стального прутка подходящего диаметра. Такой пруток, закругленный на конце, вставляют в трубку, после чего ее завальцовывают молотком. После завальцовки в трубке по центру сверлится отверстие, диаметр которого должен соответствовать внешнему диаметру менее толстой трубки.
Развальцовку производят кернером и молотком. Края развальцованной трубки обрабатывают напильником так, чтобы трубка плотно вставлялась в более толстую трубку.
Рис. 37. Телескопическая антенна для малогабаритного приемника:
о — деталировка; б — узел
На рис. 37,6 показан узел антенны. Пружина, изображенная на рисунке, изготавливается из бронзы или фосфористой меди (диаметр проволоки 0,7—0,8.ид();она предохраняет узел от разбалтывания и улучшает электрический контакт между секциями антенны.
При наличии у радиолюбителя латунных трубок следующих диаметров 10, 8, 6 и 4 мм (толщина стенок у трубок 1 мм) и отрезка бронзовой проволоки диаметром 2 мм можно изготовить более компактную и длинную телескопическую антенну.
160
Деталировка, общий чертеж и основной узел такой антенны показаны на рис. 38. Основной узел крепления изготовлен довольно просто. На нижнем конце каждой трубки (а также и у проволоки — последнего колена антенны) сделаны кольцевые канавки, конфигура-
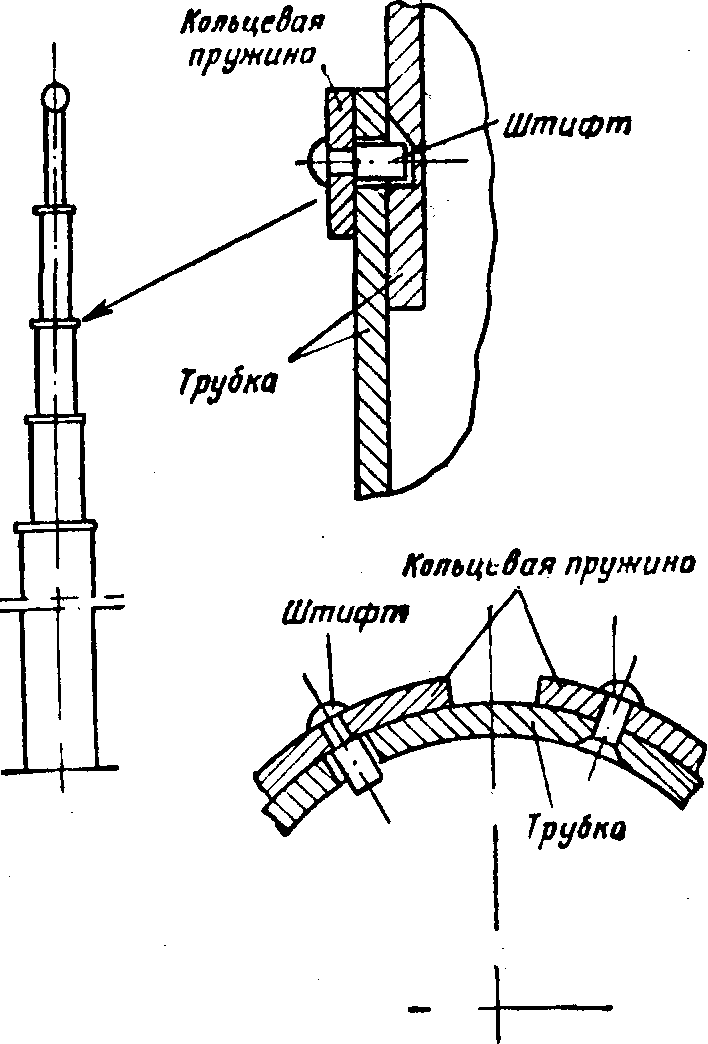
Рис. 38. Второй вариант телескопической антенны
ция которых видна на рисунке. На верхнем конце каждой трубки имеется запорное устройство, представляющее собой кольцевую пружину, которая одним концом приклепана к трубке, а на другом конце имеет жесткопосаженный штифт. Штифт приходит через отверстие трубки и на 0,5 мм входит внутрь трубки. При растяжении антенны штифт скользит по внутренней трубке, западает в канавку и надежно фиксирует развернутую антенну (такие устройства сделаны на каждой трубке).
11 Л. А. Ерлыкин 161
На конце последнего колена антенны жестко закрепляется шарик, за который захватывается антенна при
растяжении.
Изготовив все детали антенны, их необходимо тщательно зачистить снаружи и внутри, а затем отникелировать (процесс химического никелирования был описан выше).
Переключатель малогабаритный печатный
Малогабаритный печатный переключатель имеет две платы и работает на два положения и восемь направлений. Такой переключатель предназначается для мон-
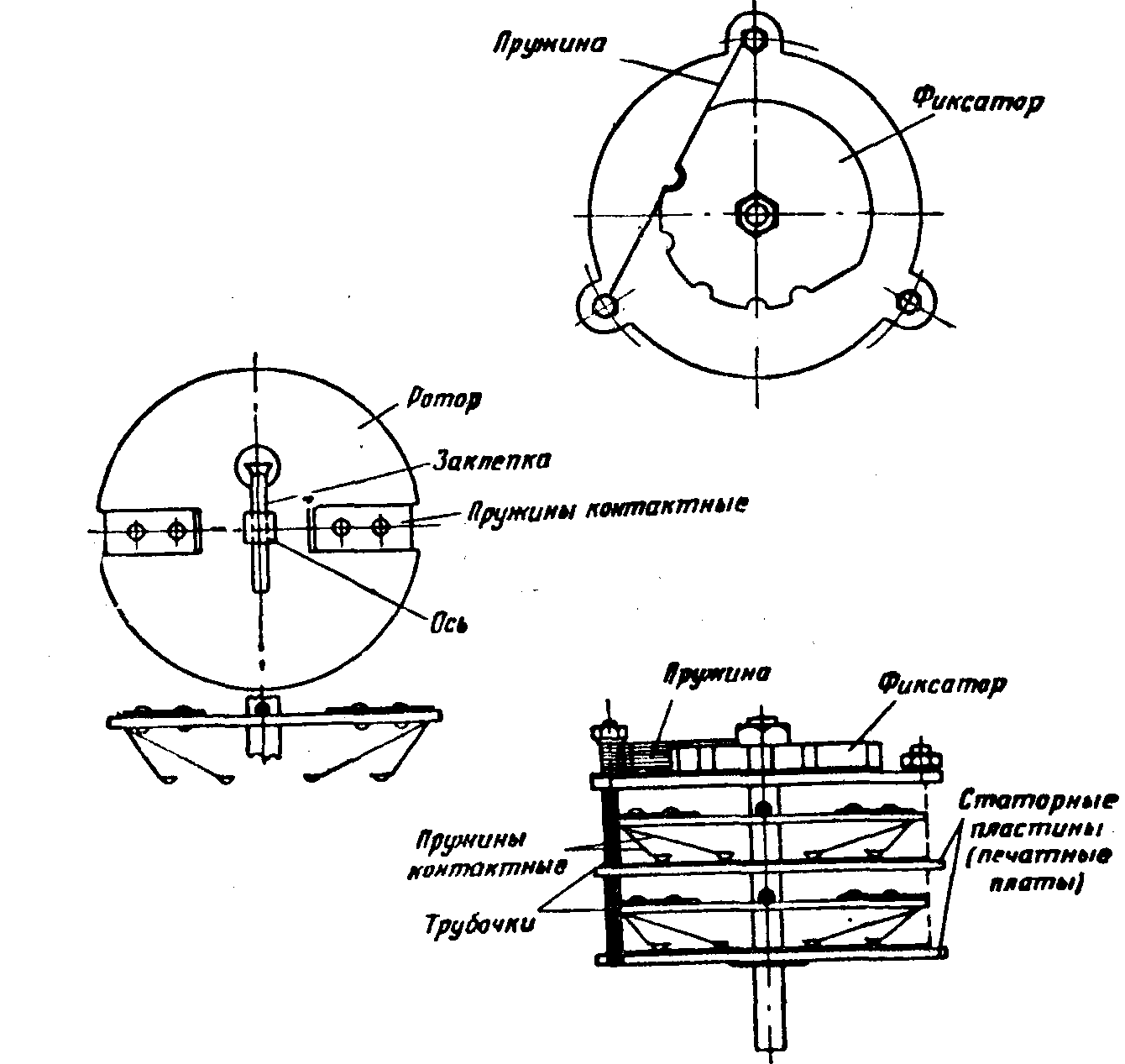
Рис. 39. Переключатель малогабаритный печатный
162
тирования коротковолнового конвертора в переносные приемники типа сАтмосфера».
Основу переключателя составляют две печатные посеребренные платы (рис. 17). Изготовление печатных плат и их серебрение были описаны выше. Сборка переключателя несложна, так как конструкция его (рис. 39) почти такая же, как и обычного га-летного переключателя.
Особого внимания заслуживает изготовление пластин ротора переключателя. Скользящие контакты ротора выполнены из контактных пружин реле типа РСМ. Пружины крепятся к гетинаксовому ротору двумя заклепками и, кром.е того, западают в специальные прорези в самом роторе; все это надежно крепит их на роторе.
Закреплены пластины ротора на оси за счет того, что ось имеет квадратное сечение и на пластинах ротора отверстия разделаны также на квадрат. Каждая пластина ротора поджимается к печатной плате заклепкой, сидящей на оси ротора (шляпка заклепки западает в углубление, сделанное в самом роторе).
С одной стороны оси переключателя смонтирован фиксатор. На рис. 39 хорошо виден принцип работы такого фиксатора. При изготовлении переключателя на большее число положений изменяется лишь форма кулачка фиксатора.
Рис. 40.
Инструмент для раз-вальцовки пистонов
Вся конструкция переключателя скрепляется тремя винтами; между платами статора устанавливаются трубочки, фиксирующие расположение плат. Трубочки могут быть из любого материала (даже склеенные из бумаги), но не из карболитов и других материалов на основе резины, так как имеющаяся в них сера пагубнЬ влияет на серебряное покрытие статорных плат.
. Контактные выводы плат статора сделаны при помощи пистонов, которые после их постановки пропаивались в местах соединения с фольгой платы. Если таких пистонов нет, их легко можно изготовить из медной или латунной трубочки подходящего диаметра. Раз-11* 163
вальцовка их производится двумя кернерами или инструментом, показанным на рис. 40.
Ручка на переключатель изготовляется по желанию радиолюбителя соответственно общей компоновке всей конструкции.
Переключатели из пластин реле
Более простые переключатели (для приемников прямого усиления) изображены на рис. 41 и 42.
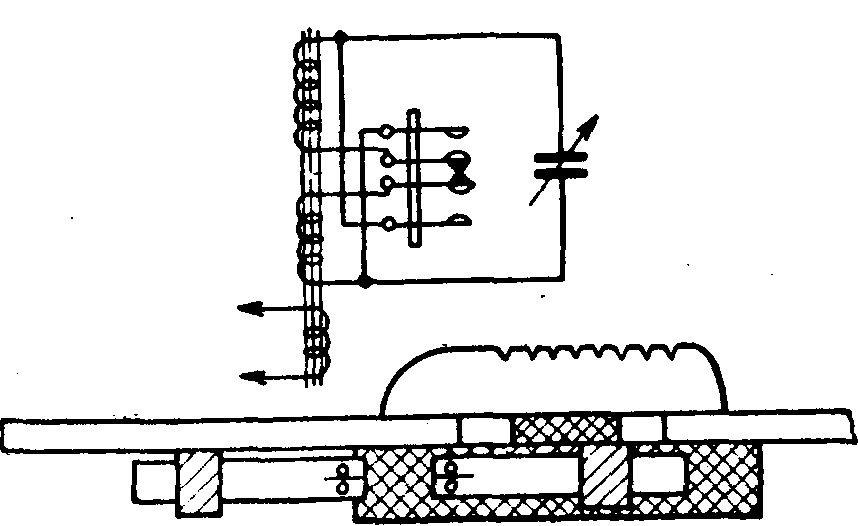
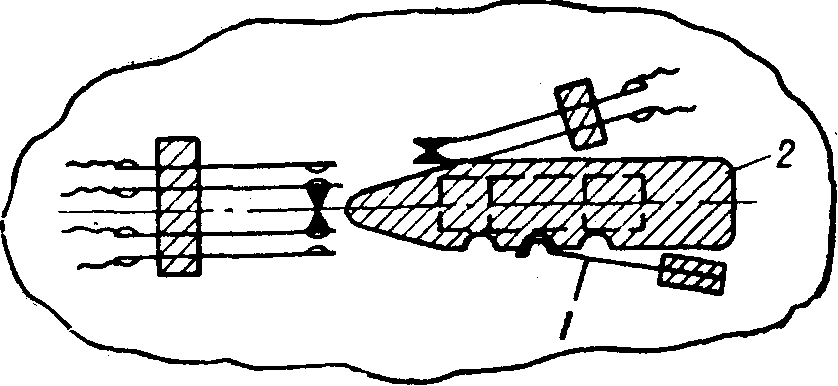
Рис. 41. Переключатель для приемника <Москва»
Первый переключатель был специально разработан для карманного приемника «Москва» («Радио», 1959, № 11). Второй переключатель—для карманного приемника с фиксированной настройкой на четыре радиостанции. В обоих переключателях используются контактные пластины реле типа РСМ.
Первый переключатель (рис. 41) имеет три фиксированных положения: «Выключено», «Длинные волны»
164
я «Средние волны». Фиксация производится специальной пружиной /, которая западает своим закругленным концом в выемки, сделанные в подвижной пластине переключателя 2.
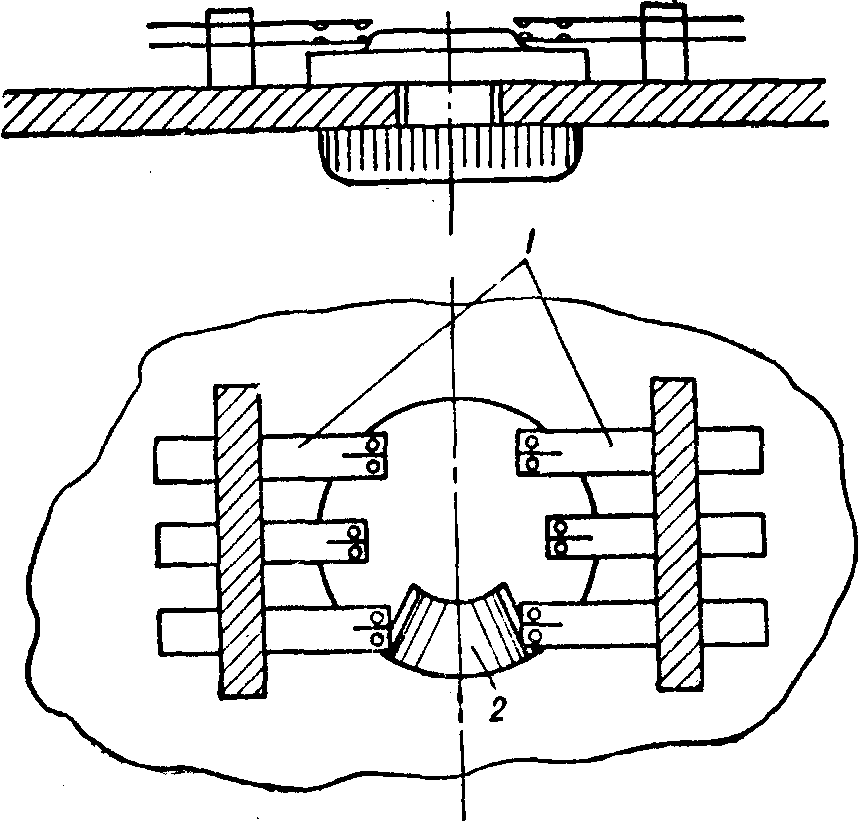
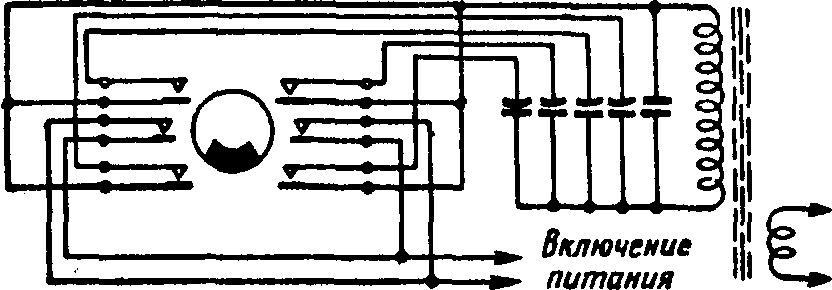
Рис. 42. Переключатель на четыре фиксированные станции:
; — контактные пластины; 2 — выступающий сектор ротора
В зависимости от материала коробки приемника вы-•бирается материал изолирующих пластин переключателя (чтобы легче было приклеивать переключатель к коробке). Для изготовления контактной системы необходимо иметь пять кусочков оргстекла или целлулоида. Эти кусочки материала опускаются в раствори-
165
тель (оргстекло d дихлорэтан — на 30 мин; целлулоид в ацетон—на 15 мин}. Затем они укладываются один на другой, между ними ровно прокладываются четыре контактные пластины и вся система затягивается в тисках или струбцине, где она и высыхает. После высыхания пластины регулируются и система приклеивается по месту в коробку.
Двухконтактный выключатель питания делается и устанавливается так же, как показано на рис. 41.
Второй переключатель (рис. 42) имеет две системы контактных пластин /, изготовленных таким же методом, как и в первом случае. В каждой системе имеются три пары пластин, схема их соединения приведена на рис. 42.
Ротор переключателя 2 изготовляется из целлулоида, в качестве ручки используется кнопка от гармони (баяна), на которой делается небольшая насечка. Ротор представляет собой диск, на который наклеен сектор; при повороте ротора сектор замыкает две пары пластин. В любом из четырех случаев сектор замыкает средние (питание) и крайние пластины (фиксированная настройка на одну из станций).
Фиксации переключатель не имеет, поэтому на корпусе имеется шесть отметок, а на ручке одна. Две отметки на корпусе показывают положение «Выключено» (они закрашены зеленой краской, другие—разноцветными красками).
Сдвоенный блок переменных конденсаторов
При изготовлении супергетеродинного карманного приемника или приемника прямого усиления с двумя настраиваемыми контурами необходим малогабаритный сдвоенный (а иногда и строенный) блок переменных конденсаторов.
Переменные конденсаторы пластинчатого типа с воздушным и твердым диэлектриком сложны и трудоемки в изготовлении. Ниже приводится конструкция сдвоенного блока переменных конденсаторов, несложная в изготовлении и надежная в работе. Размеры этого блока конденсаторов вписываются в любой карманный приемник, а верньерное устройство позволяет удобно производить настройку приемника на нужную станцию.
166
Основой блока служат два постоянных конденсатора типа КГК на 560 пф. Оба конденсатора разбирают, для чего паяльником удаляют две внешние крышки. Конденсатор вынимают из фарфорового кожуха и удаляют контактный колпачок с проводом со стороны, не закрашенной красной краской. Краску смывают ацетоном. Со стороны, с которой был снят контактный колпачок, снимается весь оставшийся там припой. Отверстие, образованное в трубочке, замазывают кислотоупорным лаком (например, асфальтобитумным). Затем трубочку опускают вертикально (замазанным концом вниз) в 80—85% раствор азотной кислоты и держат там до полного растворения верхнего слоя серебра.
Примечание. Уровень кислоты должен быть на 1—2 мм выше уровня внешнего слоя серебра.
При отсутствии азотной кислоты серебро внешнего слоя можно удалить мелкой наждачной шкуркой.
На этом заканчивается подготовка роторных пластин конденсатора. Необходимо заметить, что некоторые конденсаторы бывают искривлены в продольном направлении; такие конденсаторы применять нельзя. При отсутствии конденсаторов типа КГК можно применять конденсаторы типа КТК емкостью не менее 400 пф.
Статорные пластины конденсатора изготавливают из медной фольги толщиной 0,05 мм. Заготовка из фольги должна быть на 4—5 мм длиннее фарфоровой части ротора; по ширине она должна быть на 0,2—0,3 мм меньше длины окружности, диаметр которой равен диаметру ротора. Заготовку (на ровной поверхности) закатывают вокруг ротора так, чтобы получилась трубочка. После этого на нее сверху (трубочка из фольги находится на роторе) натягивают хлорвиниловую трубочку подходящего диаметра.
Ввиду того что хлорвиниловая трубочка должна надеваться на статор с небольшим натягом, а это сделать (не повредив фольгу) очень трудно, делают так: трубочку из хлорвинила размягчают в дихлорэтане в течение 30 мин, после чего она легко натягивается на статор, а после полного высыхания восстанавливает все свои параметры и плотно обхватывает статор, прижимая его к ротору.
167
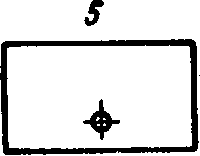
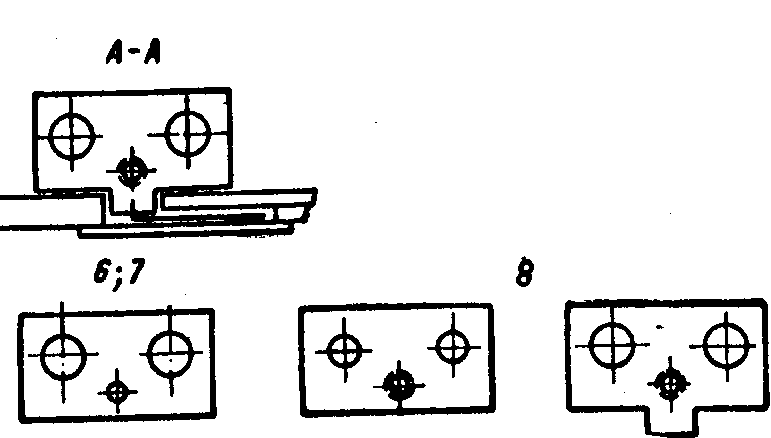
Подготавливаются остальные детали конструкции (в данном случае все они выполнены из оргстекла, можно их делать и из целлулоида). На рис. 43 даны общий чертеж конденсатора и его деталировка.
6 117384 9
/ / / LL^I g/
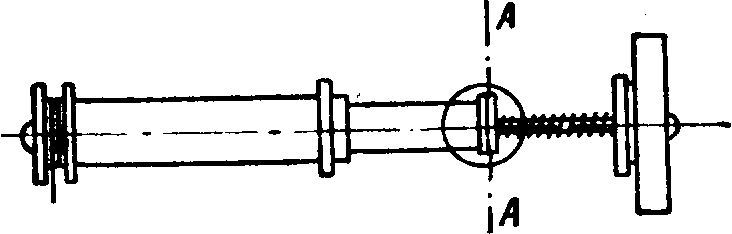
Рис. 43. Сдвоенный блок переменных конденсаторов:
I — хлорвиниловая трубочка; 3 — статор; 3 — ротор; 4 — червяк;
5. 6, 7 - стойки; S—подвижная деталь; 9—ручка
Сборка идет в следующем порядке. Статорные пластины 2 с хлорвиниловыми трубочками / вставляются в стойку 6 и на их концы напаиваются два — три витка медного провода, концы этих проводов будут служить контактами конденсатора. На статоры надевается стойка 7 (как показано на рисунке). Обе детали приклеиваются к коробке по месту. Стойка 5 приклеивается так, чтобы служить упором для статорных пластин, в ней же крепится червяк 4.
Роторные пластины (трубочки) 3 вклеиваются в двойную подвижную деталь 8, как показано на рисунке. В этой детали (8) имеется отверстие с резьбой под червяк и в ней же крепится стрелка шкалы. Червяк ввертывается в подвижную деталь 8, пропускается через стойки 6 и 7 и закрепляется в стойке 5. С другой стороны он пропускается через стойку 5, которая
168
приклеивается к коробке по месту. На четырехгранном конце червяка закрепляется ручка 9.
Поверхность роторных пластин смазывается касторовым . или конденсаторным маслом. Данная смазка держится, не загустевая длительное время, заполняет все воздушные промежутки между статором и ротором. Имея диэлектрическую проницаемость, примерно равную материалу изолятора ротора, смазка увеличивает емкость конденсатора. Зазор, имеющийся в фольге статора, дает возможность перераспределяться смазке при движении деталей и не вытекать из конденсатора.
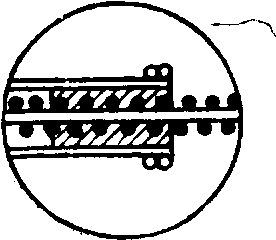
Червяк можно сделать, нарезав резьбу на отрезке латунной или стальной проволоки. Такой червяк, имея небольшой шаг, делает верньерное устройство малооперативным. Поэтому такой винт необходимо изготовить самому. На отрезок луженой стальной проволоки диаметром 1 мм наматываются две проволоки: луженая медная проволока диаметром 0,35—0,5 мм и эмалированная проволока того же диаметра. Проволоки наматываются парой (одна к одной) со строго определенным шагом намотки. Затем горячим паяльником прогревается вся намотка и после остывания удаляется эмалированная проволока. Получается червяк с нужным шагом.
Резьбу в детали 8 можно сделать так. По месту сверлится отверстие 1,1—1,2 мм, в которое вставляется часть червяка, не имеющая резьбы. Слегка разогревая паяльником червяк, ввертываем его в деталь 8. Орг-стекло, размягчаясь, даёт возможность получить резьбу, соответствующую червяку.
На рис. 44 показан односекционный переменный кон-
169 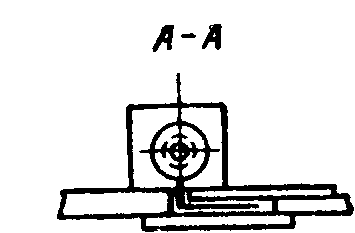 Рис. Рис. 44. Односекционный переменный конденсатор
денсатор для миниатюрного карманного приемника. Он создан на базе конденсатора КТК емкостью 270 пф. Вся деталировка этого конденсатора почти такая же, как и предыдущего. Небольшое отличие имеется лишь в подвижной детали, которая здесь вклеена клеем БФ внутрь ротора, вследствие чего и червяк проходит в этом случае внутри ротора.
Размеры конструкции получаются настолько малыми, что данный конденсатор можно помещать в карманные приемники, по размеру немного превышающие спичечную коробку.
Верньерные устройства
Верньерные устройства особенно необходимы в. приемниках, имеющих KB и УКВ диапазоны, где без вернь-ерных устройств произвести точную настройку на нужную станцию трудно.
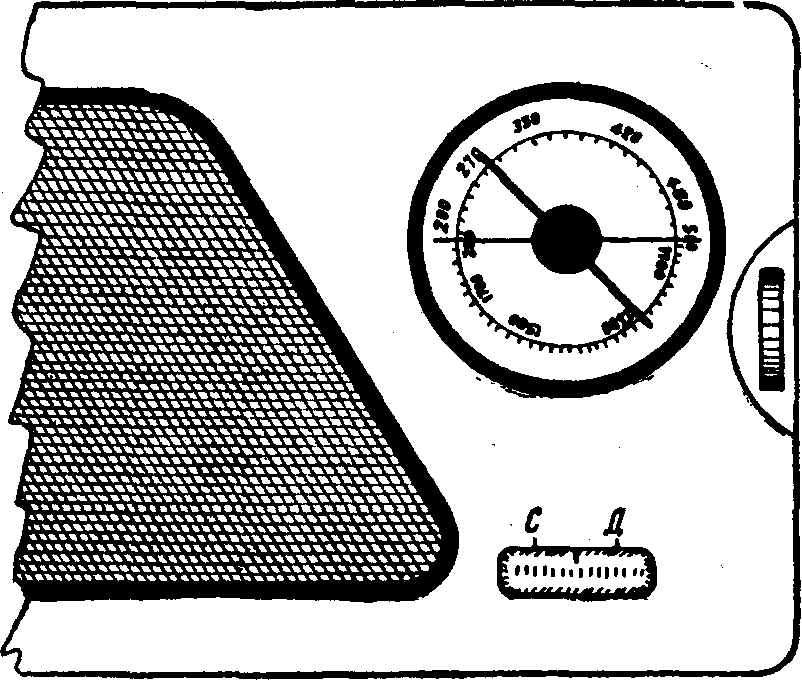
Рис. 45. Общий вид приемника с верньерным устройством
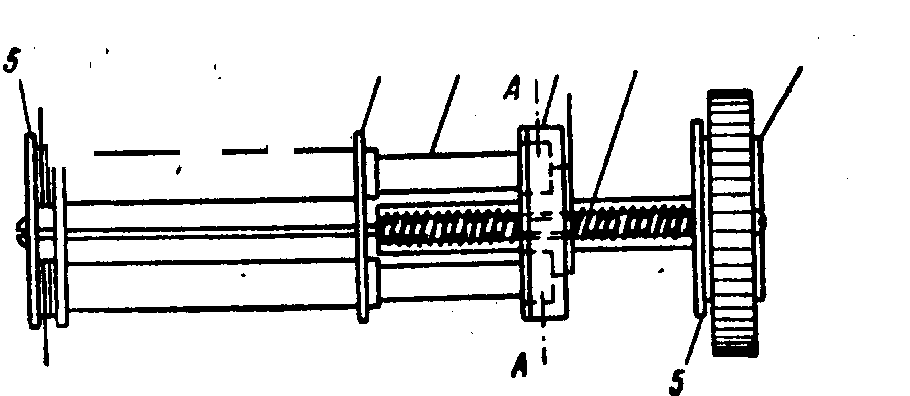
Ниже приведено описание верньерного устройства со шкалой для карманного супергетеродинного приемника, в котором применен сдвоенный блок конденсаторов еТесла». Общий вид шкалы приемника и ручки настройки показан на рис. 45; деталировка и сборочный чертеж — на рис. 46.
Все детали крепятся на чашку /, внутрь которой вклеивается шкала. Чашка делается из латуни толщи-
170
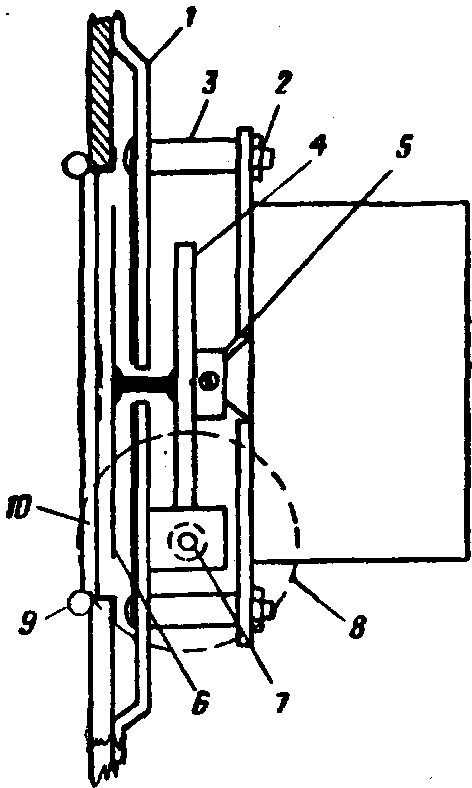
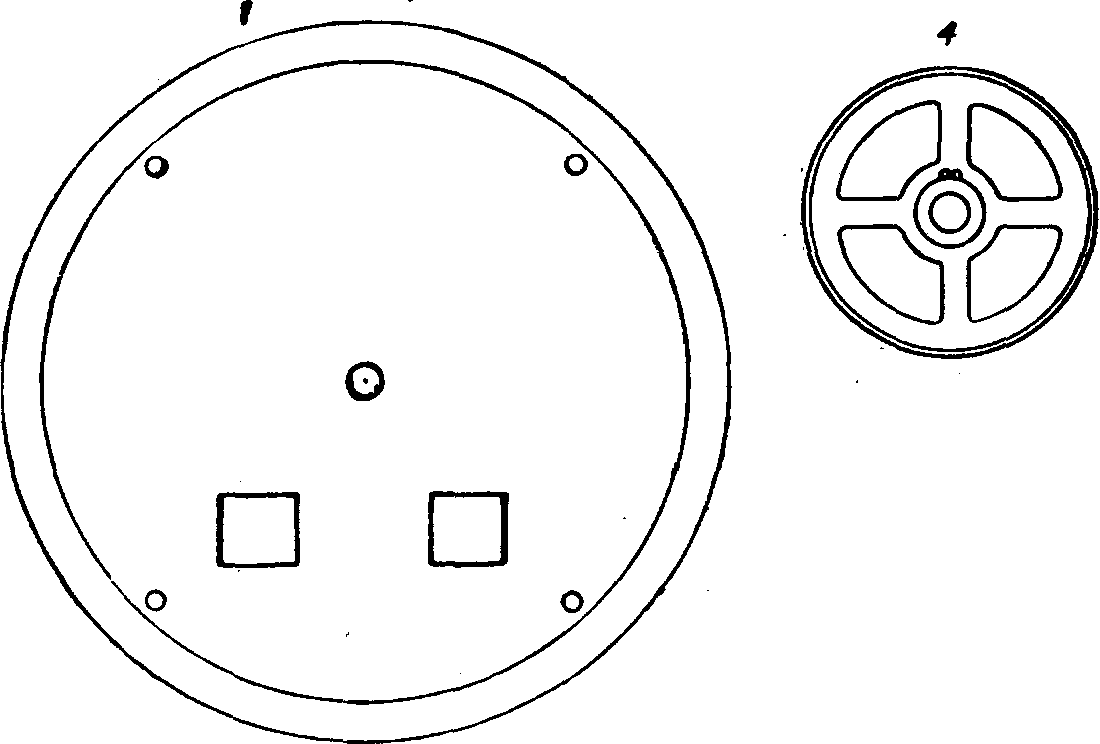
Рис. 46. Верньерное устройство:
;—чашка; 2 — винт; 3 — упорная втулка; ^—шестерня; 5—втулка со стопорным винтом; (—стрелка; 7 — бесконечный винт; в—ручка;
9 — наличник; 10 — защитное стекло
ной 0,6—0,8 мм и крепится к корпусу приемника клеем БФ-4 (БФ-2). Конденсатор крепится к чашке пластиной из оргстекла (1,5 мм), приклеенной к конденсатору дихлорэтаном, и четырьмя винтами 2 с упорными
171
втулками 3. Основная шестерня 4 изготавливается из зубчатого колеса будильника (или заводной игрушки) подходящего диаметра. На зубчатое колесо припаивается втулка 5 со стопорным винтом, крепящая зубчатое колесо на оси конденсатора. К торцу оси припаивается двухцветная стрелка 6.
После сборки основных деталей на чашку в специально сделанные приливы с отверстиями вставляется червяк 7. (Изготовление такого винта было описано выше.) Шаг червяка должен соответствовать зубцам шестеренки. Ручка настройки 8 изготовляется из белого орг-стекла и крепится на квадратном запиле оси червяка.
Наличник 9 конденсатора представляет собой латунную пассивирован-ную окантовку, изготовленную при помощи фильера. Такая окантовка изгибается по отверстию.
Рис. 47. Безлюфтовые шестерни:
а — самодельная; б — изготовленная из часовых колес
Чтобы она не деформировалась, в нее необходимо вставить медную проволоку подходящего диаметра. После изгибания проволока удаляется, шов подгоняется в стык и пропаивается изнутри.
Защитное стекло 10 изготавливается из оргстекла толщиной 0,8—1 мм; чтобы не было видно оси конденсатора, в центре стекла (изнутри) приклеен кружок из латунной фольги. Стекло вставляется изнутри коробки и проклеивается клеем БФ. После установки всего наличника приклеивается чашка со всеми деталями.
При изготовлении верньерного устройства к ВЧ измерительной аппаратуре и т. п. необходимо иметь без-люфтовое верньерное устройство.
172
В параграфе еЛистовая штамповка» приводился пример матрицы и пуансона для изготовления зубчатых шестерен. При помощи такой штамповки из листовой латуни (0,6—0,8 мм} изготавливаются две одинаковые шестерни, показанные на рис. 47, а. На первую шестерню напаивается втулка со стопорным винтом. Вторая шестерня свободно вращается на втулке и прижимается к первой шестерне шляпкой стопорного винта. В обеих шестернях сделаны отверстия, в которых помещается пружина, стягивающая обе шестерни. При установке червяка шестерни смещаются относительно друг друга (пружина растягивается) и червяк ставится по месту. Вследствие сжатия пружины зубья шестерен будут без всякого люфта зацепляться с червяком.
• На рис. 47, б показана безлюфтовая система шестерен, изготовленная из двух однотипных шестерен от будильника (заводной игрушки).
Контактные колодки для полупроводниковых приборов
При создании прибора для измерения параметров полупроводниковых триодов и диодов требуется надежная и удобная колодочка для подключения их к схеме прибора.
Другой случай применения таких колодочек—изготовление стенда для подбора элементов приемника (передатчика) на полупроводниках. Действительно, представьте себе стенд, где имеются все детали будущего приемника (причем все детали, которые необходимо подбирать, переменные с градуировкой) и подключение триодов, диодов и емкостей производится при помощи колодочек. Такой стенд в сильной степени облегчает и ускоряет конструирование малогабаритной аппаратуры, предупреждает выход деталей из строя от перегрева (при перепайках).
Изготовление контактных колодок производится на основе контактов от негодных прямоугольных разъемов типа РП14 (ножевого вида), можно применять контакты от штепсельных разъемов типа РП2—РП5 или изготавливать подобные контакты самому.
Разъемы разбираются, для чего удаляются два развальцованных пистона и из разъема извлекаются контакты. Из середины контактов извлекаются стальные
173
(скобообразные) пружинки, после чего контакт готов к применению.
Конструкция колодки и деталировка приведены на рис. 48. Контактные пружины / размещаются в гнездах, высверленных в теле колодки 2, и закрепляются планкой 3 со специальными прорезями.
Рис. 48. Контактная колодка для полупроводниковых приборов:
/—контактные пружины; 2— колодка; J — планка с прорезями
Колодка"" и планка изготавливаются из оргстекла (можно применять и другие пластмассы) и склеиваются друг с другом дихлорэтаном.
Ремонт полупроводниковых приборов
Основной вид механических повреждений полупроводниковых приборов — обламывание выводов.
Триоды серий П9—П11, П13—П16, П401—П407, П101—П103 в случае поломки у них среднего вывода (который приваривается непосредственно к корпусу триода) возможно ремонтировать.
Два остальных вывода у триодов этих серий идут через стеклянные бусинки-изоляторы, так что при обла-мывании их у самого основания эти триоды не ремонтируются. Если при обламывании остаются хотя бы небольшие концы выводов, их напаивают медной проволокой.
174
Если обломался средний вывод триода (база—у обычных триодов и коллектор—у диффузионных), то шабером или надфилем зачищают небольшой участок поверхности корпуса (с края «юбочки») триода. Затем это место залуживают и к корпусу триода припаивают новый вывод. Пайку и залуживание можно производить обычным припоем хорошо прогретым паяльником. При залуживании необходимо применять флюсы ЛТИ или флюс с солянокислым анилином (табл. 16). Это объясняется тем, что материал корпуса триода (сплав ковар) плохо залуживается канифольными флюсами.
Залуживание и пайку при помощи высокоактивных флюсов можно производить в минимально короткий срок, так что сам триод не успевает прогреться.
Примечание. Любой перегрев триода приводит к нарушению внутримонтажных паек, выполненных легкоплавкими припоями.
Ремонт диодов серии ДГЦ и триодов серий П1 и П2 также связан с пайкой выводов. В этом случае ремонт производится легкоплавкими припоями (табл. 13) с применением любого доступного флюса (в том числе и канифоли).
Если у любителя нет навыка в ремонте полупроводников или нет флюса, при помощи которого можно произвести «мгновенную» пайку, то пользуются следующим способом. Триод (диод) помещают в воду так, чтобы место пайки находилось выше уровня воды, и пайку производят обычным способом без всяких предосторожностей.
Проходные и антенные изоляторы
Миниатюрные проходные и антенные изоляторы можно изготовить из неисправных диодов серии ДГЦ и триодов серий П1 и П2.
Корпус диода (триода) распиливают по контурной линии (рис. 49), затем, сделав перпендикулярные надрезы, корпус разделывают «юбочкой», которую припаивают (или приклеивают) по месту.
Провод припаивают к выводам изолятора легкоплавкими припоями, так как при перегреве возможно растре-(живание стекла изолятора.
175
Рис. 49. Проходные и антенные изоляторы Самодельный литцендратНебольшой кусок литцендрата (высокочастотный, многожильный провод) можно изготовить самому. Провод диаметром 0,05—0,07 мм натягивают несколько (7, 9, 11, 15 и т. д.) раз между двумя гвоздями, вбитыми в стену на нужном расстоянии. Провод желательно брать марки ПЭВ. Один конец набрасывают на крючок, вставленный в дрель, которую вращают (не снимая второго конца проводов) до тех пор, пока из проводов не получится плотный канатик. 176
Изготовление самодельного громкоговорителя для карманного приемника
В журналах «Радио» и во многих брошюрах описываются конструкции самодельных динамиков и громкоговорителей для карманных приемников. Ниже приводится описание еще одного громкоговорителя, имеющего сравнительно неплохие характеристики.
J
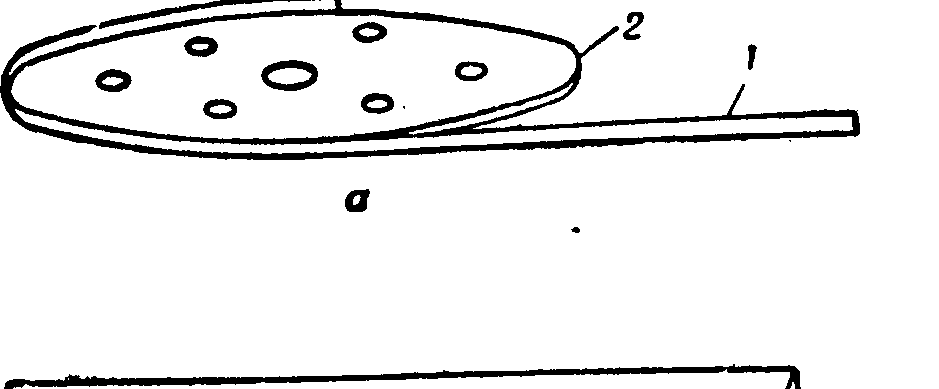
 62 - Рис. 50. 62 - Рис. 50. Чертеж громкоговорителя: / — крышка; 2 — шток; 3 — диффузор; 4 — магнитная система; S — корпус; S — якорь; 7 — медные шайбы За основу его взят электромагнитный капсюль, не имеющий целевого назначения и продающийся как деталь слухового аппарата. Чертеж громкоговорителя приведен на рис. 50, а общий вид— на рис. 51. Капсюль подготавливается следующим образом. Снимается крышка / капсюля и скальпелем снимается ком- 
177
Рис. 51. Общий вид громкоговорителя
(2 Л. А. Ерлыкин
паунд, крепящий шток к мембране. Мембрана уДаляет-ся. Магнитная система 4 извлекается из корпуса 5 так, чтобы не оборвать токопроводов (проводничков). Шток сдвигается в сторону иглой, чтобы освободить часть якоря 6, видимую сверху в прорезь магнитной системы. Этой же иглой посередине участка якоря, видимого в прорезь магнитной системы, делается риска.
Один из двух винтов (крепящий якорь) вывинчивается, и якорь извлекается из магнитной системы. Две медные шайбы 7, центрирующие якорь, также извлекаются.
Примечание. Полной разборки магнитной системы делать нельзя, так как при этом ее магнитные свойства частично теряются.
В якоре (на месте риски) посередине делается отверстие диаметром 0,3—0,4 мм. Новый шток 2 изготовляется из верхних слоев бамбука (толщина штока 0,35— 0,45 мм), что дает заметный выигрыш в частотной характеристике по сравнению со штоками, изготовленными из металлов или древесины других пород.
Шток подгоняется по отверстию так, чтобы с обратной стороны якоря он выходил на 0,2—0,3 мм.
Якорь рихтуется (выравнивается), отверстие обезжиривается и смазывается клеем БФ-2; якорь вставляется на место (ставятся и шайбы, центрирующие якорь) и закрепляется винтом.
Необходимо проверить установку якоря: он должен стоять посередине магнитного зазора, а отверстие в якоре должно находиться посередине прорези магнитной системы.
Если центровка якоря отсутствует, ее необходимо добиться, изгибая якорь и передвигая его (отвинтив предварительно крепящий винт).
После постановки якоря шток вклеивается клеем БФ-2, который сохнет сутки при комнатной температуре. Во избежание размагничивания магнита систему нельзя сушить при повышенных температурах. Шток приклеивается к диффузору 3.
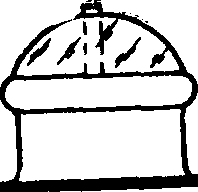
Диффузородержатель (чашка) при помощи пуансона и матрицы (рис. 52, а) изготовляется из оргстекла толщиной 1—1,5 мм\ оргстекло предварительно разогревается до размягчения. В диффузородержателе делается 5—7 отверстий.
178
Диффузор изготавливается из тонкой промокательной бумаги при помощи пуансона (рис. 52,6). Бумагу увлажняют, накладывают на пуансон и осторожно пальцами выдавливают весь рисунок пуансона, затем можно наложить матрицу. После полного высыхания диффузор пропитывают клеем (дихлорэтан 90%, оргстекло 10%) два—три раза; причем к центру диффузора клей кладут более густыми слоями.
п б
Рис. 52. Инструмент для изготовления деталей громкоговорителя;
а — «уансон и матрица для изготовления днффузородержателя;
6 — пуансон и матрица для изготовления диффузора
Высохший диффузор приклеивают к диффузородер-жателю, а с другой стороны по центру (клеем БФ-2) — капсюль со штоком. Шток проходит в отверстие в диффузоре и там приклеивается. Все сохнет и громкоговоритель готов.
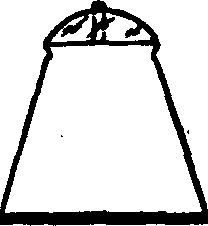
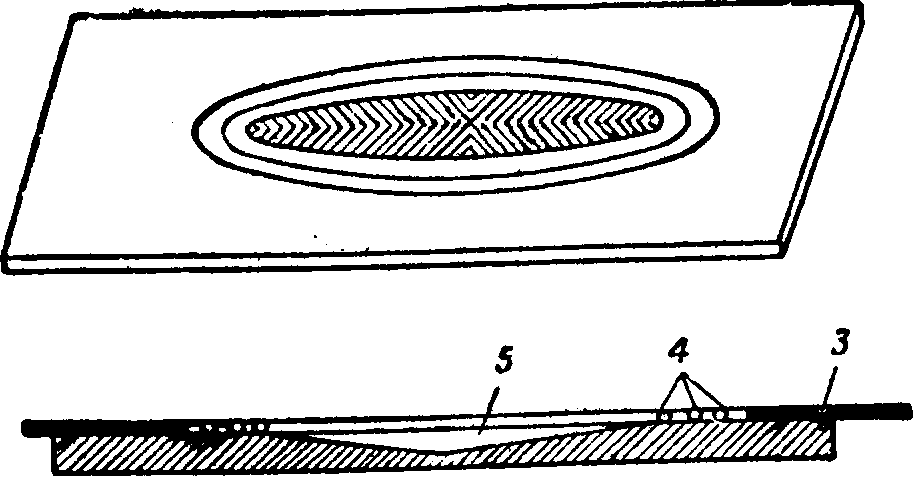
Иногда радиолюбитель по каким-либо причинам не может сделать матрицы и пуансоны для изготовления диффузора и его держателя. Ниже приведена несложная технология изготовления этих деталей для эллиптического громкоговорителя (соответственно при помощи этой технологии можно изготовить эти детали для круглого громкоговорителя).
12* 179
Диффузородержатель делают из оргстекла (рис. 53, а), для этого подготавливают две детали— буртик ./ и крышку 2. Буртик в разогретом виде изгибают по краю крышки и приклеивают дихлорэтаном.
Для изготовления диффузора делают пуансон, который представляет собой доску с углублением 5
Рис. 53. Изготовление деталей громкоговорителя:
о — изготовление диффузородержателя; б — пуансон для изготовления диффузора; / — буртик; 2 — крышка: S — картонка;
4 — проволока; 5 — углубление
(рис. 53, б), по краям которого в три ряда приклеена клеем БФ-2 проволока 4 диаметром 1—1,5 мм так, как показано на рисунке.
Увлажненную промокательную бумагу накладывают на пуансон, прижимают специально вырезанной картонкой 3, затем пальцами бумагу выдавливают по рисунку пуансона, сушат и проклеивают клеем.
Громкоговорители, изготовленные таким образом, имеют следующие характеристики:
180
среднее звуковое давление — 1 бар;
омическое сопротивление — 100—150 ом;
частотная характеристика — 300—4500 гц.
Необходимо отметить, что данная конструкция хорошо зарекомендовала себя и как микрофон. При включении его на вход (непосредственно) трехкаскадного усилителя на полупроводниках он работал вполне удовлетворительно.
Этот капсюль был применен также в конструкции приемника, собранного в коробке от приемника <Пио-нер» ЦС-1 (рис. 54). Небольшая переделка заключа-
Рнс. 54. Капсюль в коробке приемника «Пионер» ЦС-1
лась в том, что был удален прилив для крепления капсюля ДЭМШ и на это место помещался вышеописываемый капсюль.
В монтажной схеме также были изменения: пришлось удалить несколько монтажных штырьков, перенести один триод и заменить комбинированный выключатель (с трансформатором) на самодельный, выполненный из дзух пластин от реле.
181
|
|
|
 Скачать 3.07 Mb.
Скачать 3.07 Mb.