БМ. БМ-406-Ремонт-машин-Місайло_03-17.04 (1). Прочитати, законспектувати. Розділ Ремонт вузлів машин Тема 14 Ремонт вузлів машин План ремонт основних деталей трансмісії ремонт
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

РЕМОНТ АГРЕГАТІВ ГІДРАВЛІЧНИХ СИСТЕМ14.6.1 Аналіз існуючих способів ремонту шестеренних насосів Всі відомі методи ремонту насосів можна класифікувати по методу усу- нення радіального зазору. Вибір такої ознаки класифікації методів ремонту на- сосів дають наступні причини: усунення радіального зазору є найбільш складним при ремонті насоса, при ремонті насосів вирішують, в основному, проблему відно- влення спряження „верхівки зубців шестерень – корпус”; решта спряжень усу- вається за рахунок зміни розмірів на ремонтні підшипників насоса, що знов ви- готовляються; розміри радіального спряження, багато в чому визначають робочий об'єм насоса; технічний стан радіального спряження визначає, в основному, працездатність і надійність насоса; для забезпечення працездатності насоса вво- дять спеціальну операцію – обкатування, в процесі якої відбувається припрацю- вання шестерень до корпусу насоса, що і забезпечує працездатність радіального зазору насоса. Отже керуючись цим підходом класифікація всього різноманіття відомих способів ремонту насосів базується на тому, яким способом усувається зазор в радіальному спряжені насоса і представлена на схемі рис. 14.129. Перша група – це способи ремонту насосів методом номінальних розмі- рів, які покликані здійснити ремонт насосів, що втратили свою працездатність із-за незначних неполадок. Спосіб відрізняється високою ефективністю, оскільки не ви- магає істотних витрат. Але кількість таких насосів не перевершує 5...7 % від загальної кількості насосів. Спосіб номінальних розмірів може бути успішно реалізований при заміні зношених деталей запасними частинами, що поставляються заводом- виробником, або при виготовленні комплектуючих деталей насоса за технологією заводу-виробника на ремонтному підприємстві. Економічно спосіб виправданий тільки для запобігання простою вартісної техніки або у разі необхідності ліквіду- вання простою машин на безперервних виробництвах. Спосіб номінальних розмірів дозволяє відновити технічні характеристики насоса: тиск, подачу і коефіцієнт подачі до номінальних параметрів, при компе- нсації радіального зазору за рахунок нарощування зношених верхівок зубів шес- терень і стінок корпусу насоса. До негативних сторін способу слід віднести високу складність ремонту, необхідність використання різноманітного дорогого устаткування, а також ре- монтні матеріали при відновленні шестерень і корпусу. Все це позначається на підвищенні трудомісткості і собівартості ремонту насоса. Друга група – це методи ремонту під зменшений ремонтний розмір. Слід зауважити, що під зменшеним ремонтним розміром в цьому випадку будемо розуміти те, що при шліфуванні шестерень під зменшений ремонтний розмір ро- бочий об’єм насоса теж зменшується. Спосіб полягає в шліфуванні шестерень під найближчий зменшений ремонтний розмір (див, табл. 14.24) при компенсації радіального зазору нарощуванням стінок корпусу. При цьому, вдається максима- льно використовувати той запас надійності деталей насоса, який закладений в них при проектуванні. Цим пояснюються малі витрати на ремонт і широке використан- ня у виробництві. Такий ремонт забезпечує післяремонтний ресурс насосів не менше ніж 80% від ресурсу нових, а собівартість не більше 50% від собівартості нового насоса. До достоїнств слід віднести простоту ремонту найбільш складних і відповідальних деталей - шестерень насоса, а до недоліками зниження подачі насоса із-за зменшення робочого об’єму насоса. Розвитком методу зменшених ремонтних розмірів є усунення радіального зазору зміщенням качаючого вузла ексцентричними втулками в бік всмоктуючої порожнини насоса. Спосіб відрізняється від інших простотою здійснення, а та- кож дуже низькою трудомісткістю і собівартістю ремонту. Це пояснюється тим, що ремонт і шестерень і корпусу насоса здійснюють за одну операцію – шліфуванням шестерень під ремонтний розмір і розточуванням корпусу до виве- дення слідів зносу. Нові втулки виготовляють в будь якому разі. Модернізацією способу є відмова від розточування корпусу насоса по всьому периметру, а тільки із зношеного боку і збирання насоса із зміщенням качаючого вузла у бік максимального зносу корпусу. Проте способу властиві і недоліки, що полягають в зниженні ресурсу, подачі і коефіцієнту подачі шестеренного насо- са із-за збільшення зони високого тиску і зменшенні робочого об’єму насоса в по- рівнянні з номінальним значенням. Подальшим вдосконаленням способу є підвищення подачі і коефіцієнту по- дачі відремонтованого насоса шляхом зменшення міжцентрової відстані на 0,35 мм. Зменшенням міжцентрової відстані досягається компенсація зниження ро- бочого об’єму насоса при шліфуванні шестерень під перший ремонтний розмір (див. табл. 14.25) і досягається можливість використовувати більш зношені шесте- рні, оскільки це забезпечує збільшення коефіцієнту подачі зубчастого зачеплення – ε.  Таблиця 14.25 Ремонтні розміри шестерень насосів НШ після шліфування Виходячи з того, що існують способи ремонту насосів під зменшений і но- мінальний ремонтні розміри природно припустити існування способу ремонту насосів під збільшений ремонтний розмір. При цьому слід зауважити, що під зменшеним і збільшеним ремонтним розміром розуміємо те, що під час шліфування шестерень під зменшений ре- монтний розмір до виведення слідів зношування – зменшується і робочий об’єм насоса і навпаки відновлення шестерень під збільшений ремонтний роз- мір є запорукою збільшення робочого об’єму насоса. З появою способів, що дозволяють відновлювати шестерні під збільшений ремонтний розмір, стало можливим здійснення способу ремонту насосів під збі- льшений ремонтний розмір. Компенсація радіального зазору досягається, при цьому, за рахунок відновлення зношених вершин зубів шестерень. Ремонт корпусу зводиться в цьому випадку до розточування його колодязів до виведення слі- дів зносу і тому цей спосіб відрізняється низькою собівартістю. Метод дозво- ляє забезпечити відновлення і об’ємної подачі і коефіцієнта подачі насоса. Метод відрізняється низькою трудомісткістю і собівартістю і високою ефективністю завдяки високій технологічності існуючих методів відновлення шестерень і ко- рпусів насосів. 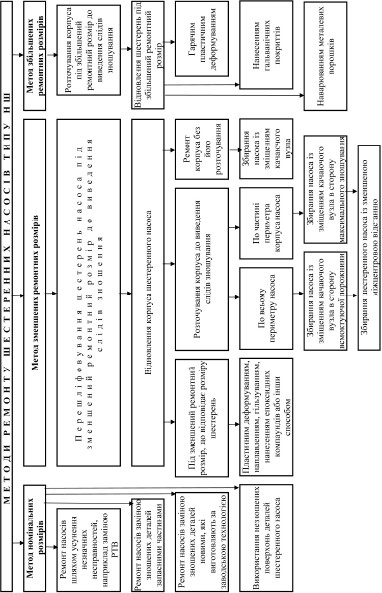 Рис. 14.130 - Класифікація способів ремонту шестеренних насосів типу НШ. Відновлення шестерень під збільшений ремонтний розмір може бути здійс- нене пластичною деформацією, припіканням або наварюванням металевих по- рошків або нанесенням гальванічних покриттів. При ремонті насосів з обмеженою камерою високого тиску вирішуються ті ж задачі, що і при ремонті насосів типа НШ-У: усунення радіального і торцевого зазорів і зазорів в спряжені цапф шестерень і вершин зубів шестерень з напіво- боймами. Запропонована класифікація ремонту шестеренних насосів (див. рис. 14.130) включає, як відомі способи ремонту шестеренних насосів, так і ті, які можуть з'яви- тися у зв'язку з вдосконаленням і виникненням нових технологій відновлення деталей насоса, саме в цьому полягає її перевага над існуючими класифікаціями. |