БМ. БМ-406-Ремонт-машин-Місайло_03-17.04 (1). Прочитати, законспектувати. Розділ Ремонт вузлів машин Тема 14 Ремонт вузлів машин План ремонт основних деталей трансмісії ремонт
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

Ремонт деталей карданних передачКарданні вали (рис.14.103). Труби карданних валів виготовляють зі сталей 15…20, НВ 80…100, а вилки - зі сталей 35 і 40, НВ 170 … 235. 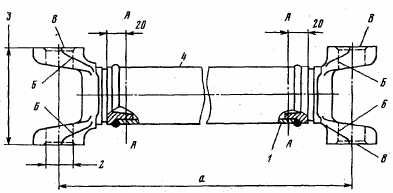 Рис. 14.103 - Основні дефекти карданного валу. Основні дефекти карданних валів наведені в табл. 14.10. Таблиця 14.10 Дефекти карданного вала 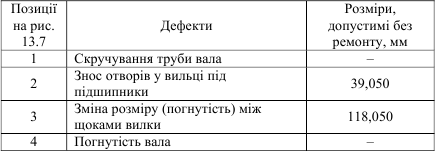 Скручування труби вала більше 3° вимагає її заміни. Скручування труби визначається виміром взаємного кутового положення осей поверхні Б вилок. Приварювання нової труби до вилок виконується під шаром флюсу; допуска- ється приварювання і у середовищі вуглекислого газу. Погнутість вала визначають після його установки в пристосування по по- верхнях Б та В, при цьому його радіальне биття в перерізі А – А повинне бути не більше 0,40 мм, а на всій довжині труби не більше 0,80 мм. При більших зна- ченнях радіального биття вал правлять на пресі; при неможливості усунути дефект, трубу заміняють. Зміну розміру між щоками вилки усувають виправ- ленням. При неможливості усунути дефект даним способом – вилку заміняють. При зношуванні отвору у вилці під підшипник її заміняють. Відновлений карданний вал повинен відповідати наступним технічним ви- могам: при випробуваннях на скручування (момент 4,6 кН⋅м) не повинно виникати за- лишкових деформацій та не повинна порушуватися якість зварювального шва; розмір а повинен знаходитися в межах 1422±2,5 мм. Хрестовини карданних валів (рис.14.104) виготовляють в автомобілів ЗИЛ зі сталі 55, HRC 60…65, у ГАЗ - зі сталі 20Х, HRC 60 і менше, у МАЗ - зі сталі 18ХГТ, HRC 58…64. 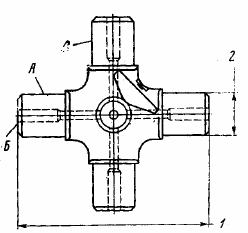 Рис. 14.104 - Основні дефекти хрестовини карданних валів автомобілів ЗИЛ. Дефекти хрестовини карданних валів наведені в табл.14.11. Таблиця 14.11 Дефекти хрестовини карданних валів 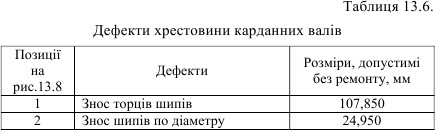 Зношування торців шипів визначається виміром відстані між ними. При розмірі менше допустимого хрестовина бракується. Зношування шипів по діаметру усувають наплавленням їх у середовищі ву- глекислого газу з наступним шліфуванням під розмір робочого креслення. Відновлена хрестовина карданних валів повинна відповідати наступним те- хнічним вимогам: по поверхнях А: нециліндричність (на довжині 20,0 мм від поверхні Б) не бі- льше 0,007 мм, відхилення осей від положення в одній площині не більше 0,3 мм, неперпендикулярність осей не більше 0,2 мм; торцеве биття поверхні Б відносно поверхні А для любого шипа не більше 0,025 мм; шорсткість поверхонь А по 8в класу (Rа=0,32...0,40). |