БМ. БМ-406-Ремонт-машин-Місайло_03-17.04 (1). Прочитати, законспектувати. Розділ Ремонт вузлів машин Тема 14 Ремонт вузлів машин План ремонт основних деталей трансмісії ремонт
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

Ремонт шин і камерСпрацьовані поверхні отвору диска під шпильки заварюють, просверд- люють і зенкують на старому місці або свердлять у нових місцях (між старими). Шини є складними й відповідальними деталями автомобіля, від яких у значній мірі залежать багато експлуатаційних якостей автомобілів і, зокрема, безпека руху, стійкість, прохідність, економічність і інші. Одне з найважливіших якостей шин довговічність – має особливе значення, тому що матеріали, що йдуть на виготовлення шин, дефіцитні, вартість їх висо- ка. Довговічність шини залежить від умов її експлуатації, які визначаються не тільки об'єктивними даними, але й суб'єктивними і, зокрема, якістю водіння автомобіля, доглядом за шинами й правильністю їхнього монтажу. Шини знімаються з експлуатації при зношуванні малюнка протектора або при ушкодженнях, усунення яких вимагає ремонтних впливів. Граничне зношу- вання малюнка протектора (залишкова глибина) визначається по центру бігової доріжки, воно становить: для вантажних автомобілів 1,0 мм, для легкових 1,6 мм, для автобусів 2 мм. Близько 50% автомобільних шин передчасно руйнуються внаслідок пору- шення правил експлуатації, до числа яких відносяться: недотримання норм тис- ку повітря й навантажень на шини, неправильний монтаж і демонтаж шин, по- гані дорожні умови й значні зміни кліматичних умов експлуатації шин, значне збільшення швидкості руху автомобіля, недотепне керування автомобілем, пога- ний технічний стан автомобіля й, у першу чергу ходової частини. Придатність шин для місцевого ремонту або відновлення регламентується відповідними те- хнічними умовами. Починочні матеріали. Для ремонту шин застосовують дві групи починоч- них матеріалів: гумові й гумовотканинні. До гумових починочних матеріалів відносяться: - протекторна листова гума – використовується для заповнення ушкоджених місць протектора й боковин для створення нової бігової доріжки протектора; прошарова листова гума – застосовується для заповнення ушкоджених місць ка- ркаса і як прошарок між каркасом та починочним матеріалом; камерна листова гума – застосовується для ремонту камер; брикетна листова гума – застосовується для ремонту камер у дорожніх умовах; теплостійка листова гума – застосовується для виготовлення й ремонту варильних мішків; протекторна профільована гума – застосовується для часткового або повного відновлення протектора (вона поставляється промисловістю у вигляді заготівки на одну відповідну покришку, як правило, у комплекті із прошаровою гумою). До гумовотканинних починочних матеріалів відносяться: прогумований корд – застосовується для ремонту каркаса покришки та для ремо- нту й виготовлення варильних мішків; прогумований чефер – застосовується для ремонту бортів покришки й виготов- лення фланців для камер; пластири – хрестоподібні східчасті латки, виготовлені із прогумованого корду шляхом накладення однієї смуги корду на іншу під прямим кутом. Смуги корду повинні щільно прилягати друг до друга й кожна наступна смуга повинна пе- рекривати попередню по довжині на 20±5 мм і по ширині на 10±3 мм. Пласти- ри випускаються невулканізованими й підвулканізованими. З опуклої східчас- тої сторони пластири обкладуються невулканізованої прошаровою гумою товщи- ною 0,7 мм. Пластири мають парне число шарів корду, розміри їх перебувають у межах від 200Х200 до 430Х430 мм; манжети – починочний матеріал, виготовлений зі справної частини каркаса ути- льних покришок. У цих покришок обрубуються борти, віддирається протектор і звільнений каркас розшаровується на 4…6 – шарові смуги, які розріжуть на манжети відповідного розміру. Крайки манжет зрізають так, щоб ширина зрізу на один шар становила близько 7…8 мм. Манжети застосовуються при ремонті покришки, якщо її каркас має ушкодження розміром більше 100 мм. Основними частинами шини є покришка й камера. Покришка, що над- ходить у ремонт, повинна бути ретельно вимита. При прийманні в ремонт її оглядають із зовнішньої й внутрішньої сторони за допомогою різних присто- сувань. При цьому виявляють характер і розміри її ушкоджень; внутрішні ро- зшарування визначають простукуванням покришки (наявність глухого звуку) або за допомогою ультразвукового дефектоскопа. Для покришок установлено два види ремонту: місцевий, при якому усу- вають місцеві ушкодження, і відновлювальний, що передбачає накладення ново- го протектора. У місцевий ремонт приймають покришки, що мають не більше одного наскрізного ушкодження розміром (після вирізки) до 100 мм (для легкових авто- мобілів) і до 150 мм (для вантажних автомобілів і автобусів). Допускається, крім наскрізного ушкодження, ушкодження покривної гуми й не більше одного внутрішнього або зовнішнього ушкодження каркаса на глибину до одного ша- ру (легкові автомобілі) і до двох шарів (вантажні автомобілі й автобуси). У відновлювальний ремонт приймають покришки з місцевими ушкоджен- нями або без них; при цьому покришки, що не мають наскрізних ушкоджень карка- са, відносяться до I групи ремонту, що мають наскрізні ушкодження - до II групи. Група ремонту визначає вартість ремонту й рівень гарантованих норм пробігу. У ремонт не приймають покришки, що мають наступні дефекти: злам або оголення металевого сердечника борта; набрякання гуми, викликане трива- лим впливом нафтопродуктів; затвердіння або розтріскування у вигляді дрібної сітки або глибоких тріщин, як результат старіння гуми; кільцеві руйнування або злам внутрішніх шарів каркаса; витягнуті борти; повне або часткове зношуван- ня корду брекера; два або більше наскрізні ушкодження каркаса; наскрізні ушко- дження, що перебувають на відстані менш 5,0 см від п'яти борта; забруднені буді- вельними матеріалами, що не піддаються очищенню (цемент); що перебувають в експлуатації більше п'яти років з моменту виготовлення. Камери приймають у ремонт відповідно до технічних умов. Їх ретельно оглядають і потім перевіряють під тиском 0,15 МПа у ванні з водою. Залежно від характеру й розміру ушкоджень розрізняють наступні види ремонту: на- кладення латок, стикування по всьому поперечному профілю, заміну вентилів і гумовотканинних фланців для їхнього закріплення. Накладенням латок ремон- тують камеру при проколах і розривах шириною не більше 50 мм і довжиною не більше 500 мм. Стикування по всьому поперечному профілі застосовують при поперечному розриві або при необхідності заміни частини камери. Непридатними до ремонту вважають камери:, що мають кільцеві порізи, тріщини, що виника- ють при їзді на спущеній шині; з ознаками старіння гуми (дрібні тріщини, за- твердіння); ушкодження, що мають місце від впливу нафтопродуктів. Місцевий ремонт покришок. Технологічний процес ремонту покришок містить у собі наступні операції: очищення й миття; сушіння, підготовка до ре- монту; шероховка; підготовка починочного матеріалу; промазка клеєм і сушін- ня; закладення ушкоджень; вулканізація; обробка й контроль. Очищення й миття роблять у спеціальних мийних машинах або вручну теп- лою водою за допомогою твердих волосяних щіток. Сушіння виконують протягом 2…24 год. у спеціальних сушильних каме- рах, обладнаних вентиляцією, при температурі 40…60°С. При відсутності су- шильної камери цей процес може тривати 2…3 доби. Сушіння є досить відпові- дальною операцією, тому що волога, що залишилася, при вулканізації утворює парові мішки, які приводять до розшарування каркаса. Підготовка ушкоджених ділянок передбачає видалення з покришки сто- ронніх предметів і вирізку ушкоджених ділянок. Вирізку роблять для вирів- нювання ремонтованої ділянки та очищення його від ушкодженої гуми й корду. Застосовують наступні способи вирізки (рис.14.116): зовнішнім конусом, внутрішнім конусом, зустрічним конусом і в рамку. При некрізних ушкодженнях вирізку ведуть на глибину ушкодження: зовнішнім конусом, якщо ушкоджено зовнішню частину покришки, внутрішнім конусом - при ушкодженні внутріш- ньої частини покришки вантажних автомобілів. При наскрізних ушкодженнях застосовують вирізку зустрічним конусом. Цей спосіб використовується для пок- ришок вантажних автомобілів, а також легкових автомобілів, якщо ушкодження більше 100 мм; якщо ушкодження покришки легкового автомобіля менш 100 мм, то зовнішнє ушкодження вирізають зовнішнім конусом, а внутрішнє - у рам- ку. Контур вирізки повинен бути мінімальний, неушкоджений матеріал не ви- даляють. Край ушкодження зрізують під кутом 45° до центра. Ушкоджені ділянки вирізають гостро заточеними ножами, змоченими во- дою. Вирізка зустрічним конусом здійснюється шляхом вирізки каркаса внут- рішнім конусом з наступною вирізкою зовнішнім конусом протектора й брекера. Вирізка в рамку полягає в східчастому видаленні шарів каркаса - величи- на сходів 20 мм уздовж ниток корду та 10 мм поперек. Останній нижній шар ка- ркаса залишається недоторканим. Після вирізки контролюють вологість каркаса в місці ремонту спеціаль- ним індикатором. Покришки, вологість яких перевищує встановлені межі (6%), піддають сушінню. 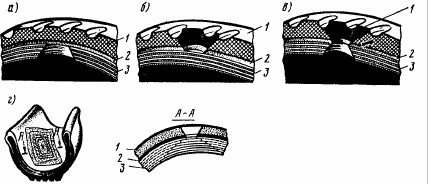 Рис. 14.116 - Види вирізки пошкодженої покришки : а – внутрішній конус; б – зовнішній конус; в – зустрічний конус; г – ступінчаста рамка; 1 – протектор; 2 – брекер; 3 – каркас. 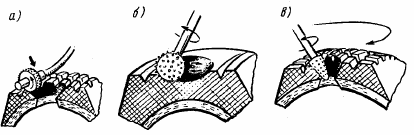 Рис. 14.117 - Види шарошок : а – дисковою дротовою щіткою; б, в – фігурними шарошками. Шероховка виконується для поліпшення промазки ремонтованого місця гумовим клеєм і збільшення поверхні контакту його з починочним матеріалом. Місця ушкодження в каркасі й брекері шерохують дисковою дротовою щіткою (рис.14.117, а), а в протекторі й у боковині — фігурними шарошками (рис14.117 б, в), закріпленими на кінці гнучкого вала шероховального верстата, і потім очищають пилососом від пилу. При шероховці каркаса щоб уникнути ушкодження корду, щітка повинна пересуватися уздовж ниток корду від краю до центра ушкодження. Границі шероховки намічають крейдою з урахуванням перевищення розмірів вирізки на 5…10 мм в усі сторони. Після шероховці поверхня повинна бути матової, мати рівний ворс, не повинне бути слідів підгоряння, різких переходів. Підготовка починочного матеріалу полягає в попередній заготівлі пласти- рів, манжет, подманжетників за формою вирізки. Манжети піддають шероховці з усіх боків. Промазка клеєм і сушіння - це найбільш відповідальні операції, від якості виконання яких залежить міцність зв'язку ремонтованого місця покришки з по- чиночним матеріалом. Клей виготовлюють розчиненням клейової гуми в бензині Б-70. Застосову- ють клей малої концентрації, у якому співвідношення гуми й бензину (по ма- сі) становить 1:8, і високої концентрації зі співвідношенням складових 1:5. На- носять клей пульверизатором або кистю тонким рівномірним шаром. Спочатку клеєм малої концентрації покривають ремонтовані ділянки на вну- трішній, а потім і на зовнішній поверхні, а також манжети. Наступне сушіння роблять у сушильній шафі при температурі 30…40°С на протязі 25…30 хв. або при кімнатній температурі протягом 1 год. Вторинне змащення здійснюють кле- єм високої концентрації із просушкою при тій же температурі тільки протягом 35…40 хв. Гумові починочні матеріали тільки «освіжають», тобто протирають бензи- ном і сушать під витяжним пристроєм. У випадку втрати ними клейкості їх про- мащують клеєм малої концентрації й сушать. Добре просушена покришка не повинна пахнути бензином і волоски щупа- пензлика не повинні прилипати до намазаної поверхні. Закладення ушкоджень – це процес накладення підготовленого починочного матеріалу на ремонтовані ділянки з наступним накоченням роликом. Забивання ушкоджень починають із внутрішньої сторони покришки, а закінчують - із зовні- шньої. При закладенні наскрізних ушкоджень (рис. 14.118) стінки отворів обкла- дають прошаровою гумою товщиною 0,7 мм. Такою ж гумою обкладають по- чиночні матеріали: манжету (опукла сторона), подманжетник (по обидва боки), пластир (східчаста сторона). Прошарова гума забезпечує гарний зв'язок ремонто- ваної ділянки з починочним матеріалом. Після обкладки прошаровою гумою ушкоджену ділянку зашпаровують протекторною гумою (вирізані місця в про- текторі й брекері) і прошаровою гумою товщиною 2,0 мм (вирізані місця в карка- сі). Манжети й пластири накладають так, щоб напрямок ниток корду їхнього зовнішнього шару збігався з напрямком ниток зовнішнього шару покришки. Їх накладають поступово, потім накочують роликом, а края покривають прошаро- вою гумою товщиною 0,7 мм. Далі перевіряють щільність прилипання починоч- ного матеріалу, а місця здуттів проколюють шилом для випуску повітря. При вирізці в рамку на всі сходи укладають прошарову гуму товщиною 0,7 мм і накочують роликом, після чого послідовно накладають (вставляють у рамку) ряд латок; останній верхній шар повинен перекривати край рамки на 30…50 мм у всіх напрямках.  Рис. 14.118 - Схема закладення пошкоджень : І – в рамку; ІІ – зустрічним ко- нусом; ІІІ – зовнішнім конусом; ІУ – внутрішнім конусом ; 1 – протекторна гума; 2 пошарова гума товщиною 0,7 мм; 3 – пошарова гума товщиною 2 мм; 4 – вставка корда; 5 – пластир або манжети. При закладенні зовнішніх ушкоджень покришки всі ремонтовані місця обкладають прошаровою гумою товщиною 0,7 мм, а по поглибленнях у кар- касі – прошаровою гумою товщиною 2,0 мм. Ушкоджену ділянку протектора за- повнюють протекторною гумою. Починочна гума повинна бути вище поверхні покришки на 2…3 мм зі скосом на краях для забезпечення обпресування при вулканізації. Кінці накладених манжет, пластирів і вставок корду варто перекри- вати стрічкою прошарової гуми товщиною 0,7 мм. Закладення ремонтованої ді- лянки не повинна збільшувати товщину покришки, тому що це приведе до дисба- лансу шини та зайвій витраті матеріалу. Для закладення місцевих ушкоджень застосовують шприць-машини, за до- помогою яких у порожнину ушкоджених місць покришки видавлюється підігріта гумова маса. Цей спосіб забезпечує високу якість ремонту (підвищує гарантований пробіг шин на 25%), а також забезпечує більш високу продуктивність і змен- шує витрати матеріалів. Вулканізація – здійснюється для створення міцного з'єднання ділянок пок- ришки з починочним матеріалом, перетворюючи їх у монолітну міцну й елас- тичну масу. Вулканізація виконується при температурі 143±2°С и тиску близько 0,5 МПа. Процес вулканізації складається із часу прогріву матеріалу й часу самого процесу і триває від 30 до 180 хв. залежно від товщини ремонтованої ді- лянки й виду ушкодження. Вулканізація виконується в спеціальних апаратах з паровим або електри- чним підігрівом і робочими органами – мульдою або сектором (рис.14.119). Для вулканізації покришок з наскрізними й зовнішніми ушкодженнями застосовують мульди, а із внутрішніми ушкодженнями - сектора. Необхідні тиск і температу- ра створюються за допомогою варильних мішків, які виготовляють із теплостійкої листової гуми. Їх вкладають у порожнину покришки в місці дільниці, що вулка- нізується. Для запобігання зіткнення покришки з робочими органами вулканіза- ційних апаратів їх поверхні припудрюють талькою. 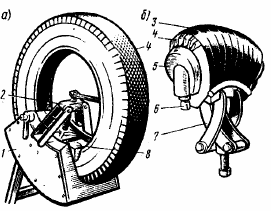 Рис. 14.119 - Апарати для вулканізації покришок : а – мульда; б – сектор; 1 – корпус; 2 – притискний пристрій; 3 – корсет; 4 – покришка; 5 – парова камера; 6 – штуцер для підводу пара; 7 – пристрій для затягування корсету; 8 – бортові наклад- ки. Обробка - процес видалення надлишків гуми й заусенців, зняття всіх нерів- ностей за допомогою шероховки. Шини, що йдуть на відновлення протектора, обробці не піддаються. Контроль якості ремонту покришки здійснюють зовнішнім оглядом. На відремонтованій ділянці покришки не повинне бути відшарувань починочного ма- теріалу, стовщень, перекручувань форми, недовулканізації складок. На поверхні відремонтованої ділянки допускається наявність однієї раковини або пори розмі- ром до 10 мм і глибиною до 2 мм. Відновлювальний ремонт покришок. Даний вид ремонту характеризу- ється зняттям з покришки старого протектора й накладенням нового після усунення місцевих ушкоджень. Протектор ремонтують накладенням бігової дорі- жки (рис.14.120) при збережених подканавочном шарі, боковинах і плечової частини або накладенням повного протектора при збережених боковині й корді брекера. Процес накладення нового протектора включає наступні операції: вида- лення старого протектора, шероховку зовнішньої поверхні, нанесення клею й сушіння, підготовку протекторної гуми, накладення протектора, вулканізацію, об- робку й контроль. Після видалення старого протектора зовнішню поверхню покришки шеро- хують. Для додання більшої пружності у середину покришки вкладають каме- ру, що наповнюють стисненим повітрям. Після шероховки поверхню очищають від пилу за допомогою пилососів. Нанесення клею й сушіння здійснюють по раніше розглянутій технології. При нанесенні клею розпилюванням, бензин, що втримується в ньому, в ос- новному випаровується, що приводить до зменшення часу сушіння. Підготовка протекторної гуми складається у відрізанні її в розмір і створен- ні на кінцях косого зрізу під кутом 20°. Якщо протекторна профільована гума здубльована із прошаровою, то на поверхню, що буде з'єднуватися з покришкою, на зріз у місці стику наносять гумовий клей малої концентрації. Якщо протек- торна гума не здубльована із прошаровою, то перед нанесенням гумового клею поверхню її шерохують. Потім протекторну гуму сушать у камері при тем- пературі 30…40°С на протязі 30…40 хв. 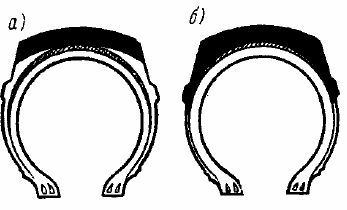 Рис. 14.120 - Схеми покришок з відремонтованими протекторами : а - накла- дення бігової доріжки; б – накладення повного протектора. Накладення протекторної гуми з одночасним накочуванням роликом здій- снюють на прикаточних верстатах. Попередньо накладають брекер після прома- зки його клеєм малої концентрації й накочують роликом. При необхідності брекер вирівнюють, заповнюючи всі поглиблення на ньому прошаровою гу- мою. Потім поверхня ремонтованої покришки промащують клеєм (звичайно пульверизацією) і накладають заготівлю прошарової, а потім і профільованої протекторної гумами. Прокатування роликами всіх видів гуми обов'язкова. Вулканізацію протектора здійснюють у кільцевих вулканізаторах, що представляють собою роз’ємну по колу форму з вигравіруваним малюнком про- тектора. Необхідна температура вулканізації (143±2°С) досягається нагріванням форми паром, притиск покришки до поверхні (для створення необхідного тиску й видавлювання малюнка протектора) здійснюється подачею стисненого повітря (1,2…1,5 МПа) у варочну камеру, що закладається попередньо у середину пок- ришки; обпресування може здійснюватися й водою. Час вулканізації покришки залежить від її розмірів і способу обпресування. Так, при обпресуванні холод- ною водою час становить 105…155 хв., при обпресуванні повітрям – 90…140 хв., при обпресуванні паром час скорочується приблизно на 30%. Обробка покришки передбачає зрізання напливів гуми, зачищення на ше- роховальном верстаті місць зрізу й стикування країв протектора з боковинами. Відремонтовані покришки піддають фізико-механічним випробуванням (перевірці на твердість, розрив, на відносне подовження, на стирання) у кількос- ті 0,1% від кожної партії. На боковині відремонтованих покришок повинне бути випалене або отвулканизовано: скорочене найменування шиноремонтного підприємства, но- мер контролера ОТК, що прийняв покришку з ремонту, дата випуску з ремонту. Ремонт камер. Технологічний процес включає наступні операції: підгото- вку камери до ремонту, шероховку, підготовку починочного матеріалу, намазу- вання клею й сушіння, закладення ушкоджень, вулканізацію, обробку й контроль. Підготовка камери до ремонту передбачає зняття латки, накладеної хо- лодним способом шляхом нагрівання на вулканізаційній плиті протягом 2…3 хв., і вирізку пошкодженого місця. Ушкоджені місця краю розривів закруглюють ножицями. Якщо ушкоджені ділянки мають більші розміри, то вирізують сек- тор камери. При ушкодженні камери в місці установки вентиля цю ділянку вирі- зують для постановки латки, а для вентиля пробивають отвір в іншому місці. У місцях проколов камеру не вирізують. Шероховку роблять шліфувальним колом на ширину 20…25 мм по всьому периметру вирізки. Місце для установки вентиля шерохують навколо пробитого отвору на площі, трохи більшої розміру фланця. У кінців сектора, що вставля- ється, шерохують внутрішню поверхню, а в камері – зовнішню на ширину 50…60 мм. Місця проколів шерохують на ділянці діаметром 15…20 мм. Заше- роховані місця очищають від пилу, освіжають бензином і просушують протягом 20…30 хв. Підготовка починочного матеріалу. При проколах і дрібних розривах (ро- зміром до 30 мм) у якості починочного матеріалу використовують сиру камер- ну гуму. При більших розривах латки виготовляють із придатних частин ути- льних камер і шерохують їхню внутрішню сторону. Розміри латка повинні бу- ти на 20…30 мм більше вирізки й не досягати границь шероховки (на 2…3 мм). Для заміни пошкоджених частин камери довжиною більше 500 мм заготовлюють зі старих камер того ж розміру сектора; їх довжина повинна бути на 80…100 мм більше частині камери, що удаляється. Фланці закріплення вентиля вирізують зі старої камерної гуми та нового чефера і збирають разом на гумовому клею. Намазка клеєм і сушіння двохразова: перша - клеєм малої концентрації, друга клеєм великої концентрації з наступною просушкою кожної намазки при тем- пературі 20…30°С на протязі 20 хв. Закладення ушкоджень полягає в накладенні латок і прикочуванні їх ро- ликом. На поверхні камери, що покриті клеєм по периметрі стику або отвору, на- кладають смужки прошарової гуми шириною 15…20 мм. Вулканізацію роблять на плиті вулканізаційного апарата. Камеру накла- дають латкою на вулканізаційну плиту, що припудренні тальком так, щоб центр латки був сполучений із центром притискного гвинта. Потім на дільни- цю камери накладають гумову прокладку й притискну плитку, що повинна перек- ривати край латки на 10…15 мм, не затискати країв складеної вдвічі камери. Якщо ремонтована ділянка не міститься під притискною плиткою, то камеру вулканізують у кілька прийомів. Час вулканізації залежить від розміру латки. Дрібні латки вулканізують протягом 10 хв; більші й стики - протягом 15 хв.; фланці вентилів - 20 хв. Обробка камер містить у собі зрізання країв латки та стиків заподлицо з поверхнею камери, шліфування напливів, заусенців і інших нерівностей. Контроль камери виконують зовнішнім оглядом для виявлення недовул- канізованих ділянок, пористості гуми, відшаровування фланців, латок і стиків, здуття, напливу гуми, перевулканізації окремих місць, що утворять тріщини при згинанні та ін. Крім того, камери перевіряють на герметичність повітрям під тиском 0,15 МПа у ванні з водою. |