8.Ремонт поршневых насосов. Учебный центр оао томскнефть внк
 Скачать 6.97 Mb. Скачать 6.97 Mb.
|

2.15. Шпоночные соединения2.15.1.Шпоночные соединения широко применяются в конструкциях насосов для передачи крутящихся моментов. Шпонки изготавливают из сталей с временным сопротивлением разрыву не ниже 600 Н/мм2. Основными дефектами шпоночных соединений являются: смятие и износ поверхностей шпоночных пазов; смятие и износ боковых поверхностей шпонок. 2.15.2.При незначительных износах и смятии шпоночных пазов допускается их восстановление фрезерованием, опиловкой, при этом допускается увеличение ширины шпоночных пазов не более чем на 10% от первоначальных размеров с изготовлением нестандартной шпонки. необходимые зазоры и натяги должны быть соблюдены. При необходимости восстановить шпоночный паз на старом месте допускается изготовление нового паза под углом 90-120о по отношению к старому, с сохранением размеров и допусков по чертежу. Старый шпоночный паз необходимо заплавить. Режимы сварки должны исключить возможность температурных повреждений вала. При ремонте и изготовлении нового паза необходимо обеспечить соосность между осью паза и осью детали. Допускается смещение осей в пределах от 0,05 до 0,1 мм на всю длину паза. 2.15.3.Шпонки устанавливаются в паз вала с натягом, а в паз втулки с зазором. Максимальные и минимальные боковые зазоры и натяги в шпоночных соединениях приведены в Таблице 2.15.1. радиальный зазор К в шпоночном соединении должен быть 0,2-0,3 мм (Рис.2.15.1.) Шпонки, не обеспечивающие указанные зазоры и натяги в соединениях с пазами, должны быть заменены на новые. Радиальный зазор шпоночной канавки 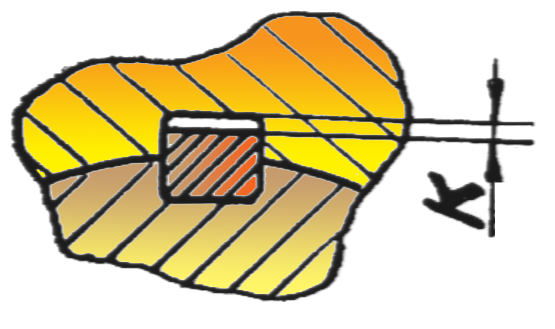 Рис. 2.15.1 Допускаемые отклонения диаметров метрических резьб, мм. Таблица 2.15.1
Боковые натяги и зазоры призматических шпонок. Таблица 2.15.2
Вопросы к размышлению: Дефекты шпоночных соединений. | ||||||||||||||||||||||||||
 ,030
,030