8.Ремонт поршневых насосов. Учебный центр оао томскнефть внк
 Скачать 6.97 Mb. Скачать 6.97 Mb.
|

2.17 Фундамент2.17.1 Сооружение фундаментов должно производиться в соответствии со СНиП Ш 15-76 "Бетонные и железобетонные конструкции монолитные. Правила производства и приемки работ". Во избежании передачи вибрации фундамент насоса не должен быть жестко связан со строительными конструкциями (фундаментами и перекрытиями зданий, фундаментами аппаратов и др.) Бетон, применяемый для сооружения фундаментов, должен соответствовать указаниям проекта, но быть не ниже марки 100. 2.17.2.Перед монтажом насосов необходимо проверить соответствие фундамента рабочим чертежам и правильность их расположения в плане и по высоте, а также качество бетона по прочности. Одновременно проверяется наличие и соответствие проекту отверстий, закладных частей, проемов, каналов. Отклонение в размерах и расположении не должны превышать величин, указанных в Таблице 2.17.1. 2.17.3.Фундаменты, на которые насосы устанавливаются с последующей подливкой раствором, что должно быть оговорено в чертежах, сдаются под монтаж забетонированными до уровня на 50-80 мм ниже проектной отметки опорной поверхности, а в местах выступающих ребер жесткости – на 50-80 мм ниже отметки этих ребер. Марка бетона или раствора для подливки принимается в соответствии с проектом, но не ниже марки бетона фундамента. Допускаемые отклонения от проектных размеров фундамента. Таблица 2.17.1
Подливку оборудования при температуре окружающего воздуха ниже 50С следует производить с подогревом слоя подливки. Перед подливкой оборудования фундаменты должны быть обдуты сжатым воздухом и увлажнены. Скопление воды в приямках и нишах не допускаются. 2.17.4.Поверхность фундамента, выступающая за опорную плиту, после подливки должна иметь уклон не менее 1:50 в наружную сторону. Для содержания фундамента в чистоте его следует окрасить масляной краской (в несколько слоев) или облицевать метлахской плиткой. 2.17.5.Анкерные болты должны быть укомплектованы шайбами и гайками и защищены от коррозии смазкой. Гайки должны свободно наворачиваться на всю длину нарезной части болта. Отклонение забетонированного анкерного болта от вертикали по всей длине выступающей части не должно превышать 1,5 мм. 2.17.6.Готовность фундамента под монтаж оформляется актом. К акту приемки фундамента под монтаж прилагается исполнительная техническая документация по фундаменту. 2.17.7.В период эксплуатации ведется наблюдение за состоянием фундамента. При обнаружении трещин за ними устанавливается наблюдение, в 15-20 см от конца ставятся маяки, границы трещины отмечаются масляной краской. Если величина трещины возрастает, вопрос о возможной дальнейшей эксплуатации или ремонта должна решаться службой главного механика в каждом конкретном случае. 2  .17.8.Амплитуды колебаний фундаментов не должны превышать 0,25 мм. .17.8.Амплитуды колебаний фундаментов не должны превышать 0,25 мм.Вопросы к размышлению: Чем должны быть укомплектованы анкерные болты? Нормативная амплитуда колебаний фундамента? 3. Сборка насосовПеред сборкой узлы и детали насосов должны быть очищены от остатков консервации и промыты. Поступающие на сборку узлы и детали насосов должны соответствовать требованиям чертежей по размерам, чистоте обработки и материалу согласно техническим условиям на изготовление или ремонт. Узлы и детали должны быть чистыми, смазочные и другого назначения отверстия и каналы должны быть прочищены, промыты и продуты сжатым воздухом. Сборка насосов производится согласно ТУ или руководству на ремонт конкретного насоса, а при их отсутствии согласно требованиям инструкции по эксплуатации этого насоса и настоящих общих технических условий. Все посадочные и рабочие поверхности поршней, штоков, плунжеров и других деталей перед сборкой рекомендуется смазать маслом. При сборке деталей по посадкам с натягом и по скользящей посадке допускается нагрев охватывающей детали в горячем масле или другими способами, обеспечивающими сохранность детали и легкость сборки. При сборке поршня со штоком после притирки их сопрягаемых (посадочных) поверхностей корончатую гайку, крепящую поршень на штоке, завернуть до отказа и зашплинтовать. Зазор между пальцем соединительной муфты и стенкой паза рычага не должен превышать 1,5 мм. Установленное в цилиндр поршневое кольцо должно плотно прилегать к его поверхности. Допускается радиальный зазор не более 0,05 мм в двух местах на дуге 45 и не ближе 30 от замка. Замки соседних поршневых колец при установке поршня в цилиндр должны быть смещены относительно друг друга на 180о, а рабочие поверхности цилиндра смазать маслом. Отклонение от соосности парового и гидравлического цилиндров не должны превышать 1,0 мм, отклонение от параллельности двухцилиндровых насосов не должно превышать 1,5 мм. При сборке затяжку резьбовых соединений следует производить постепенно: с начало гайки затягивают до соприкосновения с поверхностью закрепляемой детали; окончательно гайки следует затягивать согласно схемам, приведенным на рис.3.1. Схема затяжки гаек 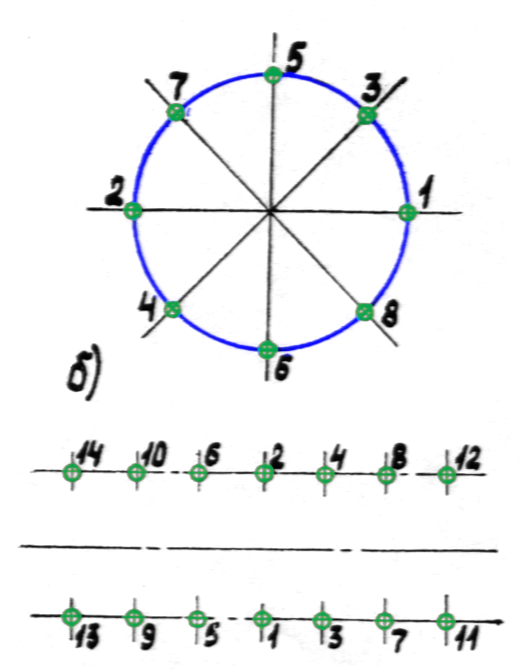 Рис. 3.1 А) - при сборке круглых фланцевых соединений; Б) – при сборке удлиненных деталей Для правильной и равномерной затяжки следует применять ключи с одинаковой длиной рукоятки или с регулируемым крутящим моментом. Плотность прилегания опорных поверхностей насосов к опорным поверхностям фундаментных плит проверяется щупом. Щуп толщиной 0,05 мм не должен входить в стык сопрягаемых поверхностей. Под опорные поверхности электродвигателей и опорные поверхности насосов в агрегатах с редуктором, гидромуфтой, не имеющих общих фундаментных плит, для обеспечения возможности их прицентровки должны быть установлены прокладки общей толщиной 3-5 мм, количество прокладок должно быть не более трех. Паровой цилиндр и парораспределительный механизм насоса ПН 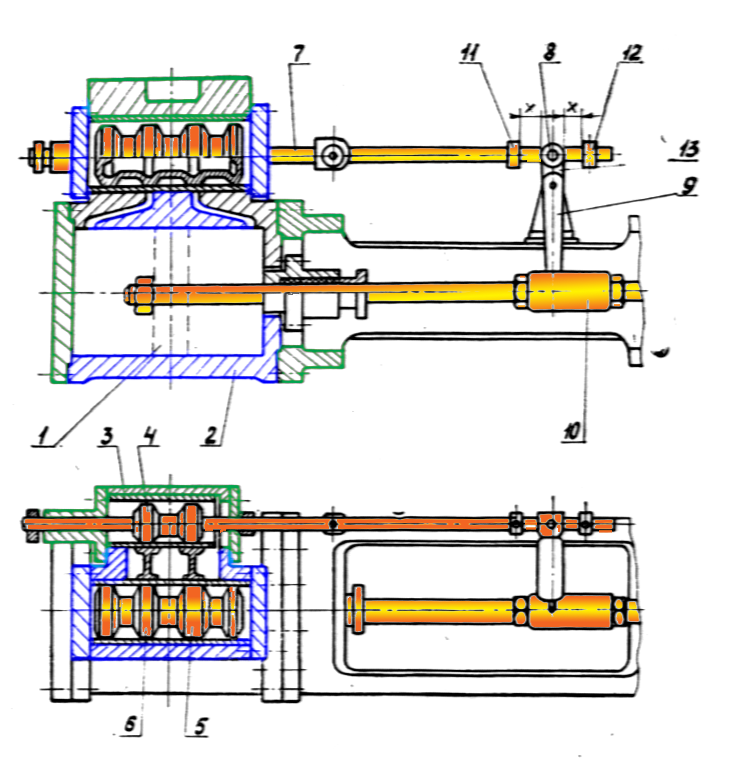 Рис. 3.2 1- паровой поршень; 2- паровой цилиндр; 3- втулка вспомогательного золотника; 4- вспомогательный цилиндрический золотник; 5- втулка основного золотника; 6- основной цилиндрический золотник; 7- золотниковый шток; 8- кулиса; 9-рычаг; 10-муфта; 11, 12- упорные гайки золотникового штока; 13- кривошип В одноцилиндровых паровых прямодействующих насосах (Рис.3.2) регулировка механизма парораспределения производится следующим образом: паровой поршень 1 устанавливается точно в середине цилиндра 2, для чего поршень перемещают в крайние положение и на поверхности штоков наносят отметки; затем расстояние между отметками делят пополам, получая среднее положение и по средней отметке устанавливается поршень. В этом положении рычаг 9, соединенный с пальцем муфты 10, и кривошип 13 должны находиться в вертикальном положении. При отклонении от вертикального положения рычага необходимо его установить вертикально путем изменения положения соединительной гайки, т.е. штоки поршней следует вывернуть или ввернуть в соединительную гайку. после чего снова установить поршни в среднее положение. При установки вспомогательного золотника 4 в среднее положение расстояние между торцами кулисы 8 и упорными гайками золотникового штока 11 и 12 должны быть равны. При неравенстве этих расстояний соединительную кулису выворачивают или вворачивают на нужную величину. Затем снимается задняя крышка основного золотника, и основной золотник устанавливается в любое крайнее положение. Крышка закрывается. На этом регулировка заканчивается. При регулировании парораспределительного механизма двухцилиндровых паровых прямодействующих насосов поршни обоих цилиндров устанавливаются в среднее положение, при этом оба рычага и оба кривошипа должны быть расположены в вертикальном положении, а зазоры между золотниками и камнем золотникового штока справа и слева должны быть одинаковыми. Вопросы к размышлению: 1. Требования к узлам и деталям перед сборкой? |