8.Ремонт поршневых насосов. Учебный центр оао томскнефть внк
 Скачать 6.97 Mb. Скачать 6.97 Mb.
|

2.16 Система смазки2.16.1.В насосных агрегатах смазка осуществляется маслянными насосами, лубрикаторами, масленками и разбрызгиванием. 2.16.2.Детали шестеренчатых маслонасосов не должны иметь заусенец, забоин и других дефектов. Радиальные и торцевые зазоры между шестерней, крышкой и корпусом должны соответствовать рекомендациям завода-изготовителя. При отсутствии этих данных торцевой зазор должен быть: для насосов производительностью 2,6-4,2 л/с - 0,15 мм; для насосов производительностью 0,4-2,4 л/с - 0,08-0,1 мм. Радиальный зазор между вершиной зуба шестерни насоса и поверхностью цилиндрической расточки корпуса должен быть в пределах 0,10-0,20 мм. Диаметральный зазор в подшипниках скольжения маслонасоса принимается равным 0,001-0,002 D, где D - диаметр шейки валика. При изготовлении новых шестерен их зацепление проверяется по краске. Прилегание зубьев друг к другу по высоте не должно быть менее 50%, а по длине - 75%. После сборки шестерни маслонасоса должно легко и плавно вращаться от руки. 2.16.3.В поршневых паровых насосах для смазки поверхностей трения паровой части применяются паровые масленки (Рис.2.16.1). Масленки заполняются цилиндровым маслом. Масленка паровая 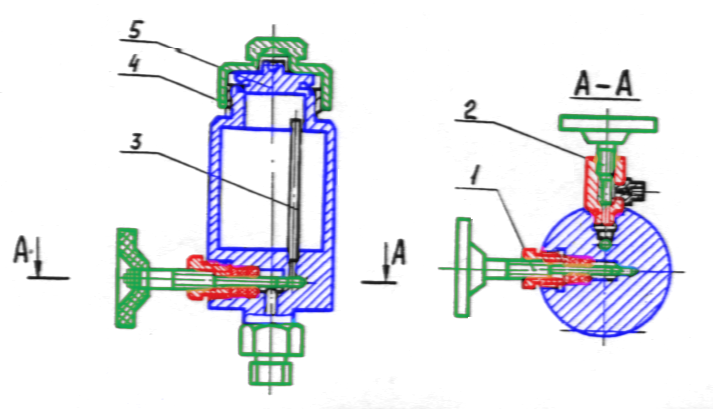 Рис. 2.16.1 1-регулировочный вентиль; 2- продувочный вентиль; 3- трубка; 4- крышка Для заполнения паровой масленки маслом на работающем насосе необходимо: плотно закрыть регулировочный вентиль 1 поворотом маховика; открыть продувочный вентиль 2 и убедиться, что в масленке нет масла; постепенно открывая регулировочный вентиль 1, продуть масленку паром; плотно закрыть игольчатый клапан,регулировочный вентиль 1,снять пробку 4 и крышку 5 масленки; закрыть продувочный вентиль 2; заполнить масленку маслом не выше верхнего конца трубки 3; установить крышку и пробку; открыть регулировочный вентиль 1 и ввести масленку в действие, отрегулировав подачу масла. 2.16.4.Смазка редукторов осуществляется окунанием зубчатых и червячных колес или червяков или вспомогательных деталей в масло, заливаемое в корпус редуктора. Зубчатые или червячные колеса должны быть погружены в масло на высоту зуба, а червяк (при нижнем расположении его) - на высоту витка, но не выше центра нижнего шарика или ролика подшипника качения вала червяка. Конические колеса должны быть погружены по всей ширине венца, но не более высоты зуба со стороны вершины конуса. 2.16.5.Контроль уровня масла в редукторе производится трубчатыми, фонарными, круглыми или жезловыми маслоуказателями. В некоторых случаях предусматриваются крановые маслоуказатели или контрольные пробки, расположенные на разных уровнях. 2.16.6.Чистку масляного холодильника у насосов, имеющих выносные холодильники, производят во время среднего ремонта. Поверхность холодильника со стороны масла очищать от отложений шлама растворителем. После удаления растворителя очищенную поверхность промывают горячей водой. Стальные маслопроводы очищают от ржавчины и грязи, травят 10% раствором серной или соляной кислоты. Для предохранения поверхностей труб от разъедания рекомендуется добавлять ингибиторную присадку "Антра" из расчета 2,5 кг на 1 м3 раствора, а при ее отсутствии - поваренную соль из расчета 5 кг на 1 м3 раствора. После травления трубопроводы нейтрализуют 15% раствором каустической соды в течении 10-15 минут, промывают теплой водой, просушивают горячим воздухом, смазывают и устанавливают на место. 2.16.7.После очистки холодильника проверяют его герметичность гидравлическим испытанием. Обнаруженные дефектные трубки заменяют или заглушают. Количество неисправных трубок не должно превышать 10% общего их числа. Фланцевые соединения маслопроводов уплотняют прокладками из паронита, картона или прессшпана. Для уплотнения резьбовых соединений используют нитролак или шеллак. Допускается применение свинцового сурика или свинцовых белил, разведенных на натуральной олифе. 2.16.8.При отсутствии в паспортах завода-изготовителя сроков замены масла в картере насоса или редукторе оно заменяется при плановых ремонтах, но не реже чем через 3000 часов работы. При установке нового насоса или редуктора, а также после капитального ремонта масло необходимо заменить после 24 часов работы. Перед заменой масла нужно промыть маслопроводы, масляные ванны, маслобак и фильтры. 2.16.9.Марка заливаемого в систему масла определяется заводом-изготовителем, поставляющим насос. При отсутствии этих данных для подшипников скольжения и шестерен следует применять масла И-30А, И-40А, И-50А ГОСТ 20799-75, а для подшипников качения И-20А, И-25А ГОСТ 20799-75,Т 422 0; Т 430 0 ГОСТ 32-74. Для смазки поверхностей трения паровой части применять масла цилиндровое 38 (цилиндровое 6) и цилиндровое 52 (вапор) ГОСТ 6411-76.  Вопросы к размышлению: Как осуществляется смазка насосного агрегата? |