Теория и технология производства стали 1. Учебник для вузов. М. Мир, ООО Издательство act
 Скачать 7.23 Mb. Скачать 7.23 Mb.
|

|
24.2.6. Зона усадочной раковины. Усадка стального слитка сопровождается помимо повышения плотности металла протеканием процесса газовыделения при переходе из жидкого в твердое состояние. Одновременно в процессе усадки изменяются размеры и форма слитка. Процесс затвердевания жидкой стали, заполняющей изложницу, можно схематично, условно разделить на ряд небольших периодов, в течение каждого из которых затвердевает соответствующий слой металла, а уровень оставшейся жидкой части слитка несколько снижается вследствие общей усадки. Интенсивность теплоотвода вниз (к поддону) и в стороны (к стенкам изложницы) существенно выше, чем вверх, в окружающий воздух. В результате в момент полного затвердевания слитка его верхняя часть представляет собой углубление, лунку. Это углубление называют усадочной раковиной. Форма и расположение усадочной раковины зависят от формы слитка и условий его затвердевания. Для удобства извлечения слитков изложницы выполняют не с вертикальными (рис. 24.6, а) стенками, а с расширяющимися вверх или вниз (рис. 24.6, б, в). В изложницах первого типа усадочная раковина выведена вверх; в изложницах второго типа последние порции металла затвердевают не в верхней, а в осевой части слитка и усадочная раковина распространена на значительную глубину. Предложенная схема условна. На практике процесс усадки сопровождается некоторым охлаждением металла 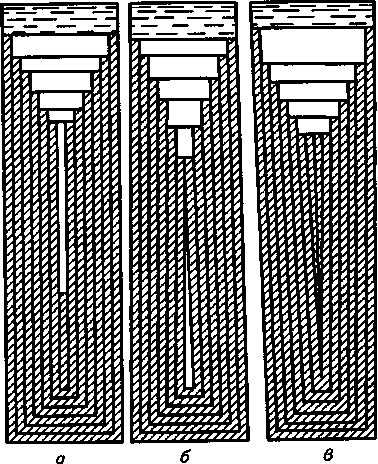 Рис. 24.6. Влияние формы изложницы на расположение усадочной раковины в слитке также и в верхней части слитка. В результате этого над усадочной раковиной образуется застывший слой металла, называемый мостом, а сама усадочная раковина состоит из большой полости в верхней части слитка и серии расположенных ниже небольших пустот, называемых усадочной пористостью или усадочной рыхлостью. Причиной образования усадочной рыхлости и пористости является отсутствие жидкого металла для заполнения пустот, образующихся при усадке слитка в последний момент его затвердевания. В тех случаях, когда металлический мост отделяет усадочную раковину от атмосферы, она заполнена газами, выделяющимися при кристаллизации. Главной составляющей этих газов является водород. В верхней и осевой частях слитка находятся повышенные концентрации ликватов; эти ликваты вследствие хорошей смачиваемости ими газовых пузырей концентрируются на поверхности усадочной раковины и пузырей, представляющих усадочную рыхлость. При последующей прокатке или ковке эти пузыри не завариваются или завариваются недостаточно полно. Особенно плохо завариваются газовые пузыри в стали с повышенным содержанием углерода, а при >0,5 % С вообще не завариваются. Вследствие этого часть прокатанного слитка, которая соответствует расположению зоны усадочной раковины, приходится после прокатки отрезать и возвращать на переплав. Эта часть составляет 10-15 % от массы слитка. Такие значительные колебания величины обрези определяются составом стали, требованиями к ее качеству, технологией разливки и использованием различных приемов для уменьшения обрези. Эти приемы основаны на стремлении увеличить продолжительность пребывания металла в жидком состоянии в верхней части слитка, с тем чтобы жидкий металл заполнял (питал) образующиеся при усадке пустоты. С этой целью, поскольку в последнюю очередь затвердевает верхняя, головная часть слитка, используют различные приемы, например ее «утепление». Чаще всего применяют два способа, рассмотренные ниже. 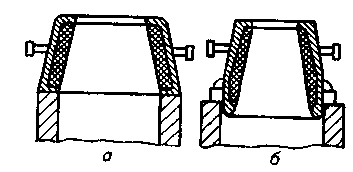 Рис. 24.7. Прибыльные надставки и способы их установки: а — стационарная; б— плавающая Рис. 24.8. Изложница с теплоизоляционным вкладышем 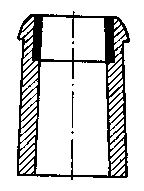 1. Уменьшение потерь тепла в результате использования так называемой прибыльной надставки, которая может представлять собой металлический корпус (рис. 24.7), футерованный изнутри малотеплопроводным огнеупорным материалом; прибыльная надставка может быть изготовлена из, огнеупорного материала без металлического корпуса или представлять собой просто керамический, теплоизоляционный, выполненный по форме изложницы вкладыш1 (рис. 24.8), который вкладывается сверху в изложницу и утепляет верхнюю часть слитка (этот способ утепления головной части слитка в настоящее время наиболее распространен). 2. Подвод дополнительного тепла к головной части слитка. Для осуществления этого способа используют следующие приемы: 1)доливка порции горячего металла в момент, когда уровень находящейся в изложнице стали начал вследствие усадки снижаться; 2) обогрев верхней части слитка газом или электрической дугой (способ Н. Г. Славянова); 3) засыпка на верхслитка смесей, одновременно изолирующих поверхность и выделяющих тепло, например засыпка древесного угля, асбеста, сажи или древесных опилок; 4) применение разогревающих порошков (термитных или люн-керитных смесей). В состав засыпаемых на поверхность слитка порошков входят горючая составляющая (алюминий, ферросилиций, древесный уголь), окислитель (окалина, марганцевая руда, иногда селитра) и инертные наполнители (шамот, боксит). Состав используемых смесей колеблется в очень широких пределах. Определенную положительную роль в утеплении верха слитка и уменьшении глубины усадочной раковины играют шлакообразующие смеси, вводимые в изложницу для улучшения поверхности слитка. Образующийся в процессе наполнения изложницы жидкий шлак выполняет несколько функций: 1) значительно снижает потери тепла излучением с открытой поверхности металла; 2) защищает ее от окисления; 3) абсорбирует всплывающие включения; 4) образует между изложницей и поверхностью слитка прослойку (гарнисаж), снижающую температурный градиент и напряжения в корочке слитка; 5) затекая в неровности на стенках изложницы, играет роль смазки и улучшает поверхность слитка. В табл. 24.2 представлены 13 вариантов составов шлакообразующих смесей, используемых на разных заводах. 1 Примерный состав шихты, из которой изготавливают теплоизоляционные вкладыши: 75 % кварцевого песка, 10 % бумажных отходов, 5% огнеупорной глины, 10% сульфитно-спиртовой барды. 24.2.7. Критерий направленности затвердевания. Из приведенного выше следует, что для распространенных в настоящее время способов массового получения слитков характерно преимущественно такое затвердевание, при котором центральная часть слитка, кристаллизующаяся в последнюю очередь, неизбежно оказывается пористой, менее плотной, с увеличенной концентрацией газов и ликвирующих примесей. Этот недостаток трудно (практически невозможно) устранить ни повышением интенсивности охлаждения, ни улучшением работы прибыльной надставки. Практически очень трудно обеспечить такую работу прибыли, при которой центральная часть и зона центральной пористости питались бы жидким металлом до мо- Таблица 24.2. Состав шлакообразующих смесей 1-13, %
мента полного затвердевания. Затвердевание от стенок изложницы называют боковым или горизонтальным, затвердевание от дна изложницы (или поддона) — продольным или вертикальным. На рис. 24.9 показаны схемы изложниц трех типов. Отношение количества тепла, отводимого от кристал- 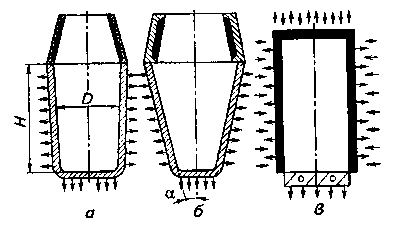 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||