Теория и технология производства стали 1. Учебник для вузов. М. Мир, ООО Издательство act
 Скачать 7.23 Mb. Скачать 7.23 Mb.
|

|
Рис. 24.9. Схемы затвердевания слитка: а — обычного; б— повышенной конусности; в -направленного затвердевания лизующегося слитка в вертикальном направлении, QB к количеству тепла, отводимого в горизонтальном направлении, Qrназывают критерием направленности затвердевания kH3 = = Qв/Qr. Для слитка цилиндрической (диаметром D) формы kн.3 = D/4H, для слитка конической формы kн.3 = tga + d/4H + H/dtg2 Чем больше угол а (выше конусность), тем выше качество слитка. Если коэффициенты теплообмена в вертикальном и горизонтальном направлениях обозначить ав и аr, то для слитка цилиндрической формы kн з = (aB/ar)/(D/4H). При затвердевании слитка в изложнице kн3« 1, что определяет невозможность существенного повышения однородности строения слитка в обычных условиях. Для получения значения kн.3 > 1 необходимо проводить отливку слитков в форму с тепловой изоляцией сбоку и сверху и с применением кристаллизатора в донной его части (рис. 24.9, в). При отливке в такую форму слиток будет плотным по всей высоте с вытянутыми параллельно оси столбчатыми кристаллами, что определяет однородность его строения. Такой слиток можно назвать слитком однонаправленного затвердевания. К сожалению, конструирование изложницы для получения такого слитка — непростая задача. Для слитков или заготовок малой толщины возможно и другое решение — отливать слитки малой высоты, например разливая металл тонким слоем на движущуюся водоохлаждае-мую ленту. В этом случае H/D « 1 и имеет место однонаправленное затвердевание снизу вверх (kнл —> 24.3. ОСОБЕННОСТИ СТРОЕНИЯ СЛИТКА КИПЯЩЕЙ СТАЛИ В отличие от полностью раскисленной спокойной стали кипящая сталь при кристаллизации «кипит». Эффект кипения вызывается реакцией между растворенными в металле углеродом и кислородом [С] + [О] = СОГ. Даже в слитке полностью раскисленной спокойной стали в момент кристаллизации имеет место выделение некоторого количества газов. В слитке кипящей стали обильное газовыделение не только накладывает определенный отпечаток на строение слитка, но и в значительной мере определяет его качество. В кристаллизующемся слитке кипящей стали формируются следующие основные зоны (рис. 24.10). 24.3.1. Зона плотного наружного слоя («корочка») — образуется в момент соприкосновения жидкой стали с холодными стенками изложницы. Металл этой зоны состоит из мелких, беспорядочно ориентированных кристаллов, по химическому составу близок к составу жидкого металла в ковше. Толщина зоны (толщина корочки) зависит от ряда факторов, и прежде всего от скорости разливки (скорости наполнения изложницы). При быстром наполнении изложницы толщина корочки меньше, при медленной разливке толщина корочки больше. 24.3.2. Зона сотовых пузырей. Так же, как и в случае кристаллизации слитка спокойной стали, при кристаллизации кипящей стали начинается рост столбчатых кристаллов. Оси растущих кристаллов совпадают с направлением отвода тепла. Поскольку кристаллизация происходит избирательно, оси кристаллов чище маточного раствора, между осями растущих кристаллов находится обогащенный ликватами маточный раствор. Ликва- Рис. 24.10. Строение слитка кипящей стали: / — плотная наружная корочка; 2 — зона сотовых пузырей; 3 — промежуточная плотная зона; -/—зона вторичных пузырей; 5—срединная часть слитка 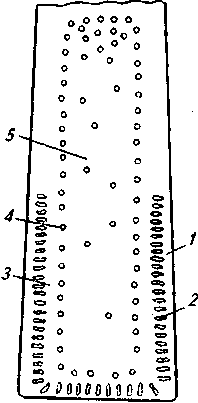 ты содержат углерод и кислород; повышение их концентрации и благоприятные условия образования новой фазы (наличие твердых поверхностей) приводят к интенсивному протеканию реакции [О] + [О] = СОГ. Одна часть образующегося газа удаляется вверх, а другая «захватывается» растущими кристаллами и остается в виде удлиненных пузырей в пространстве между ними. По форме эти пузыри напоминают соты в пчелиных ульях, поэтому их обычно называют сотовыми, а всю зону — зоной сотовых пузырей. Вначале каждый такой пузырь заполнен в основном СО. В процессе кристаллизации и охлаждения слитка в него диффундируют другие газы, и прежде всего водород. На размер и протяженность зоны сотовых пузырей влияют: состав и окислен-ность стали, способ и скорость разливки, масса слитка и др. Ферростатическое давление столба металла над образующимся пузырем препятствует его развитию, поэтому при очень быстрой разливке образовавшиеся в первый момент пузыри фиксируются металлом на малом расстоянии от поверхности слитка и толщина первой зоны (толщина корочки слитка) оказывается малой. Наоборот, при медленной разливке металл «свободно откипает» и пузыри захватываются и фиксируются затвердевающим металлом на большем расстоянии от поверхности слитка. Таким образом, регулируя скорость разливки, можно регулировать толщину зоны плотного наружного слоя и начало образования зоны сотовых пузырей. Влияние давления столба металла сказывается и в том, что в самой верхней части слитка сотовых пузырей нет (они всплыли). На процесс образования сотовых пузырей влияет также уровень окисленности металла. При повышенном содержании кислорода условия образования пузырей СО более благоприятны, интенсивное газовыделение обеспечивает условия для удаления части образующихся газов, получается развитая зона удлиненных сотовых пузырей при достаточной толщине корочки. При чрезмерно высокой окисленности металла газовыделение происходит настолько интенсивно, что уровень вскипающего металла быстро достигает верха изложницы, и разливку прекращают. После непродолжительного кипения уровень металла снижается и изложница оказывается заполненной не полностью (такой дефект называют часто голенищем). В случае разливки металла с малой окисленностью образующиеся в первый момент пузыри фиксируются растущими кристаллами и почти не удаляются вверх (металл слабо кипит). Толщина корочки оказывается небольшой, а слиток — рыхлым и пузыристым из-за наличия большого числа пузырей, не успевших удалиться из металла в процессе кипения. Часто уровень такого слитка после завершения разливки продолжает повышаться (рослый слиток); иногда металл уже не вмещается в изложнице и «вылезает» из нее, образуя дефект, называемый у технологов капустой. Таким образом, для получения нормального слитка кипящей стали необходимо иметь металл определенной окисленности. Окисленность стали определяется прежде всего содержанием в ней углерода (в качестве дополнительного регулятора окисленности металла обычно используют марганец). Чем выше содержание углерода, тем меньше окисленность металла. Как известно из практики, получение хорошего слитка кипящей стали из металла, содержащего >0,25 % С, затруднительно. При образовании сотовых пузырей ликвирующие в пространство между растущими лендритами углерод и кислород расходуются на образование СО, сотовый пузырь заполнен в основном Н и СО (оба газа — восстановители). В результате получаются пузыри с чистой неокисленной внутренней поверхностью. При последующей прокатке такие пузыри полностью завариваются, и если разрезать заготовку, прокатанную из слитка кипящей стали, то никаких следов зоны сотовых пузырей не обнаруживается. Однако возможны случаи, когда при нагреве перед прокаткой слитков кипящей стали в нагревательных колодцах в результате воздействия окислительной атмосферы этих колодцев корочка слитка (первая зона) окислится («прогорит») и окислительные газы, попав в полость сотовых пузырей, окислят их внутреннюю поверхность. Такие пузыри с окисленной внутренней поверхностью при прокатке не завариваются, и слиток бракуется. Технология выплавки и разливки кипящей стали должна обеспечивать получение корочки необходимой толщины. Толщину (или ширину) первой зоны часто называют толщиной (или шириной) здоровой корочки. 24.3.3. Зона относительно плотного и чистого металла. При затвердевании металла в этой зоне ликвационные процессы продолжаются, однако концентрации ликватов еще недостаточно для газовыделения (значительная часть растворенных в металле газов, прежде всего водорода, уже выделилась при образовании сотовых пузырей). 24.3.4. Зона вторичных пузырей. В момент, когда концентрация ликватов становится достаточной для начала газовыделения, в слитке образуются пузыри, которые принято называть вторичными. Скорость роста кристаллов в этот момент уже невелика и пузыри имеют округлую форму. К моменту образования вторичных пузырей наполнение изложницы закончено и на поверхности формирующегося слитка образуется корка застывшего металла, т. е. условия удаления пузырей ^тано-вятся неблагоприятными и большая часть вторичных пузырей остается в слитке в виде столба округлых пузырей, зафиксированных в металле на некотором расстоянии от сотовых пузырей. Вторичные пузыри также завариваются при прокатке. 24.3.5. Осевая зона слитка. Эта зона кристаллизуется в последнюю очередь и подобно осевой зоне слитка спокойной стали состоит из беспорядочно ориентированных кристаллов, затвердевающих в маточном растворе, обогащенном ликватами. В этой зоне также имеются пузыри, особенно в головной части слитка, затвердевающей в последнюю очередь, однако это пузыри усадочного происхождения. Вокруг них концентрируются ликваты. Эти пузыри плохо свариваются при прокатке, а крупные пузыри в головной части слитка со скоплениями ликватов (в частности, серы и фосфора) на внутренней поверхности вообще не свариваются. Головную часть слитка кипящей стали (5—10 % — примерно вдвое меньше, чем у слитка спокойной стали) также отрезают и отправляют в переплав. Объем слитка кипящей стали в процессе его усадки при затвердевании не уменьшается вследствие образования в теле слитка многочисленных пузырей (иногда, в случае получения так называемых рослых слитков, объем слитка даже увеличивается). Поскольку слиток кипящей стали не имеет четко выраженной области усадочной раковины, для разливки кипящей стали используют обычно сквозные изложницы, расширяющиеся книзу. Помимо трудностей, связанных с задачей получения здоровой корочки необходимой толщины, слиток кипящей стали имеет существенный недостаток — высокую степень неравномерности состава металла в различных зонах слитка. Как только начинаются кристаллизация и сопровождающее ее газовыделение, образующиеся и поднимающиеся пузыри газа интенсивно перемешивают металл, улучшая условия перемещения ликватов в глубь слитка. В результате оказывается, что верх и осевая части слитка имеют гораздо более высокое (степень ликвации иногда достигает десятикратных значений) содержание таких сильно ликвирующих примесей, как сера, фосфор, углерод, кислород. Использовать такой металл для изделий ответственного назначения нельзя. Вместе с тем производство кипящей стали имеет ряд достоинств: 1) уменьшается головная обрезь и соответственно увеличивается выход металла1; 2) упрощается оборудование (не требуется использования прибыльных надставок); 3) отпадает необходимость раскисления металла (уменьшаются продолжительность плавки и расход рас-кислителей). 1 При переходе на непрерывную разливку выход металла возрастает до 95 % и более; следовательно, это достоинство теряет силу. Легирующие примеси влияют на диаграмму состояния сплава и соответственно на зональную ликвацию углерода, серы, фосфора. Особенно отчетливо проявляется влияние никеля: при 3—4 % Ni полностью исключается появление зональной химической неоднородности слитка. Поскольку основной недостаток кипящей стали вызван перемешиванием металла в изложнице, а перемешивание связано с активным газовыделением, искусственное прекращение или замедление газовыделения приводит к прекращению перемешивания и уменьшению степени неоднородности слитка кипящей стали. Для этой цели на практике используют два технологических приема. 1. Искусственное «замораживание» головной части слитка, для чего накрывают слиток массивной металлической плитой (крышкой). Обычно к этой операции прибегают в момент окончания образования третьей зоны кристаллизации. Теплоотдача от верха слитка к массивной крышке приводит к быстрому затвердеванию верхней корки слитка, слиток как бы закупоривается, давление в слитке резко возрастает, и реакция [С] + [О] = СОГ прекращается, так как образующиеся при этой реакции пузыри СО не в состоянии преодолеть внешнее давление в «закупоренном» слитке. Поскольку прекращается газовыделение, прекращается и интенсивное перемешивание жидкого металла и степень неоднородности в слитке уменьшается. Такой технологический прием называют механическим закупориванием. 2. Раскисление головной части слитка путем введения (обычно в момент окончания образования третьей зоны кристаллизации) сильных раскис-лителей, например алюминия. Введение сильного раскислителя сопровождается резким уменьшением окислен-ности металла; соответственно прекращаются протекание реакции [С] + [О] = СОГ, интенсивное перемешивание жидкого металла, и снижается степень неоднородности слитка. Такой технологический прием называют химическим закупориванием. Чем больше масса слитка, тем дольше он затвердевает, тем значительнее степень неоднородности химического состава металла по сечению и высоте слитка. Для повышения производительности обжимных прокатных станов желательно получать крупные слитки, однако получение крупных однородных слитков кипящей стали является сложной задачей. Вместе с тем решение этой проблемы является резервом экономии, так как кипящая сталь имеет более низкую стоимость, чем спокойная. В какой-то мере эта проблема решается при производстве группы марок сталей, объединяемых общим названием полуспокойные стали. 24.4. ОСОБЕННОСТИ РАЗЛИВКИ ПОЛУСПОКОЙНОЙ СТАЛИ По степени раскисленноcти и характеру поведения при кристаллизации в изложнице полуспокойная сталь занимает промежуточное положение между спокойной и кипящей. При организации технологии производства полуспокойной стали основная задача заключается в том, чтобы использовать преимущества как кипящей стали (отсутствие концентрированной усадочной раковины вследствие образования массы хорошо сваривающихся при прокатке пузырей и соответствующее уменьшение головной обрези), так и спокойной стали (высокую степень однородности слитка вследствие незначительного перемешивания жидкого металла в процессе формирования слитка). Решается эта задача прежде всего путем уменьшения (по сравнению со спокойной сталью) расхода раскисли-телей, т. е. проводится частичное раскисление таким образом, чтобы металл при кристаллизации некоторое время кипел, расходуя избыточный кислород на образование зоны пузырей, а затем, израсходовав избыточный кислород на протекание реакции [С] + [О] = СОГ, затвердевал, как слиток спокойной стали. Раскислители при этом в уменьшенном количестве вводятся в ковш. Получаемую при такой технологии сталь называют полуспокойной. Для получения качественной полуспокойной стали необходимо обеспечить высокую культуру производства и налаженный точный контроль состава и температуры металла: даже небольшая ошибка в расчете количества вводимых раскислителей или в определении рациональной скорости наполнения изложницы (скорости разливки) может привести к получению пере- или недораскисленного слитка; исправить такие ошибки в процессе разливки трудно. В производственных условиях косвенной характеристикой степени рас-кисленности может служить такой показатель, как продолжительность искрения металла в изложнице после окончания ее заполнения. Если полуспокойная сталь застывает в изложнице без крупных наплывов и продолжительность искрения составляет 10-40 с, то получается качественный слиток (рис. 24.11) с минимальной головной обрезью и максимальным приближением к спокойной стали по физико-механическим свойствам. По стандартной технологии раскисления полуспокойных сталей предусмотрено введение всех раскислителей (ферромарганца, силикомарганца, ферросилиция) в ковш. Обычное содержание кремния в полуспокойной стали типа СтЗпс и Ст5пс составляет 0,05-0,17% (соответственно при 0,14-0,22 и 0,28-0,37 % С). В спокойной стали тех же марок содержание кремния существенно выше (0,17-0,35 %); к тому же спокойную сталь дополнительно раскисляют еще алю- 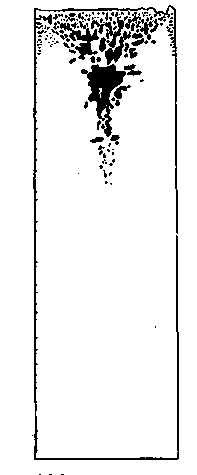 Рис. 24.11. Разрез по высоте качественного слитка полуспокойной стали 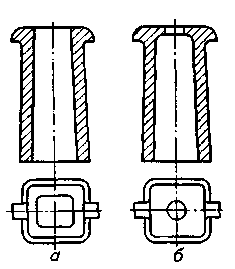 Рис. 24.12. Изложница для разливки кипящей стали: о —сквозная; б — бутылочная минием. Замена спокойной стали полуспокойной экономически целесообразна, так как кроме экономии расхода раскислителей (алюминия и ферросилиция) снижается головная обрезь (выход годной заготовки из слитка увеличивается на 8-10 %). Кроме того, отпадает необходимость в прибыльных надставках, огнеупорах для их футеровки, теплоизолирующих засыпках; соответственно снижается трудоемкость подготовки составов с изложницами. Полуспокойную сталь обычно разливают в расширяющиеся книзу изложницы. Одним из приемов быстрого прекращения кипения металла в изложнице является использование изложниц так называемого бутылочного типа (рис. 24.12, б). В момент подъема металла на уровень узкой верхней части бутылочной изложницы головная часть слитка быстро затвердевает и кипение прекращается. |