_Севостьянов МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ 2005 (1). Свреднее профессиональное образование
 Скачать 3.15 Mb. Скачать 3.15 Mb.
|

|
1 — листоформовочная машина; 2 — ротационные ножницы; 3 — волнировщик; 4 — укладчик; 5 — транспортер твердения; 6 — съемник стоп; 7 и 9 — транспортеры-увлажнители; 8 — увлажнитель; 10 — переборщик-стопировщик; 11 — гидроснижатель стопировщика; 12 и 13 — транспортеры стопировщика 217 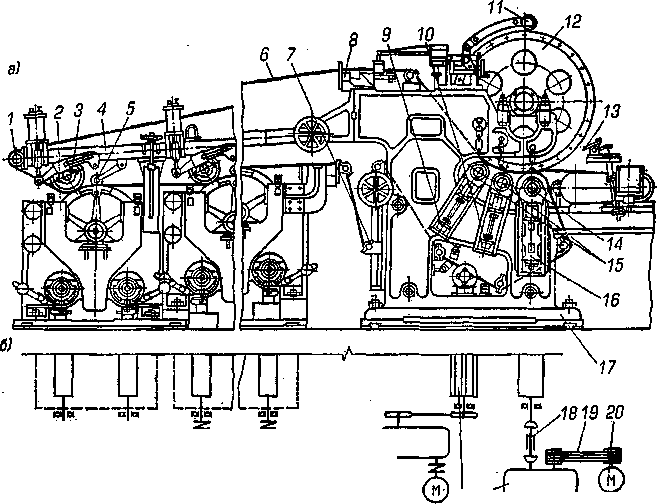  для придания плоским асбестоцементным листам-форматам вол« нистой формы; укладчиков листов 4 для укладки сволнированных листов в пачки на тележки транспортера твердения; транспортер* твердения 5 для первичной термовлажностной обработки асбес- тоцементных листов; съемника стоп 6. Листоформовочные машины [20, 28] предназначены для изго- товления сырого асбестоцементного наката, из которого нарезают листы требуемых размеров. В настоящее время на большинстве заводов установлены трехцилиндровые листоформовочные маши- ны с рабочей шириной сукна 1400 и 1700 мм. Круглосеточная листоформовочная машина (рис. 4.28) состоит из форматного стана 77, трех ванн в сборе 2, фильцевой рамы 4, режущего устройства 75, бесконечного сукна 6 с натяжным устрой- ством 7, сукнобойки и устройств для промывки сукна, режущего устройства 13 [20]. Форматный стан имеет две литые чугунные стойки, соединен- ные между собой четырьмя стержнями. На стойках смонтированы О Г и)\ ® /&^24 гз' гв 25 22 21 Рис. 4.28. Листоформовочная круглосуточная машина: а — общий вид; б — кинематическая схема 218 ... ионной 14 и два дополнительных 15 пресс-вала, форматный |..||>л6ан 12, толщиномер 11, две вакуумные коробки 8, гидроци- шидры прижима основного 16 и дополнительных 9, 10пресс-ва- |..н. Форматный барабан представляет собой трубчатый корпус, ил торцах которого установлены фланцы. В центральной части .|н1лнцев находится вал барабана, цапфа которого установлена в ли у v рядных самоцентрирующихся подшипниках, корпуса послед- ние закреплены неподвижно в пазах стоек форматного стана. < )сновной пресс-вал (рис. 4.29) представляет собой трубчатую ..(«■чайку 1, внутри которой имеется посадочная поверхность. Этой поверхностью обечайка опирается на вал 2, вращающийся в ро- ликовых подшипниках 6, корпуса 3 которых находятся в гнездах подушек, соединенных со штоками гидроцилиндров 16 (см. 1'ие. 4.28). Последние предназначены для регулирования силы сжа- I ия. Трубчатая обечайка покрыта слоем резины 4 (см. рис. 4.29). Конструкция дополнительных пресс-валов подобна конструкции о. иовного пресс-вала. Отличаются они лишь диаметрами и вели- чиной передаваемых нагрузок. Основной пресс-вал приводится по вращение от электродвигателя 20 (см. рис. 4.28) через клино- ргменную передачу 19, редуктор 21 и карданный вал 18. Пополнительные валы неприводные. 2  Вакуум-коробка, смонтированная в верхней части стоек, пред- назначена для отсоса влаги из асбестоцементной пленки, а короб- ка в нижней части — для подсушки сукна после промывки. Вакуум- коробка состоит из корпуса с наклоненным к середине днищем. В самой нижней части днища установлен патрубок, предназна- ченный для соединения полости коробки с вакуумной системой. В боковых стенках ванны укреплены штыри с лысками, с помощью 219  которых вакуум-коробку устанавливают в пазы кронштейнов. Каждый кронштейн двумя болтами крепят к стойкам форматного стана. К продольным стенкам вакуум-коробки приварены рельсы. В полости вакуум-коробки имеются съемные перегородки, кото- рые снимают во время ее чистки. В пазы перегородок вставлены колосники. Ванна (рис. 4.30) состоит из стального корыта 7 и чугунных торцовых стенок 77, к которым крепят патрубки 12 для стока от- фильтрованной воды. К внутренним поверхностям стенок ванны по окружности прикреплены угольники 7, на которые натягивают резиновые уплотнительные прокладки 6. На верхних площадках 10 патрубков в гнездах свободно установлены корпуса подшипни- ков 9, на которые опирается ось 8 сетчатого цилиндра. Для слива асбестоцементной смеси при длительных остановках машины в нижней части ванны установлены два клапана, которые через сис- тему рычагов прижимаются к седлам грузами. Сетчатый цилиндр представляет собой каркас, состоящий из крайних дисков 5 и крес- товин 4, собранных на общей оси и стянутых между собой стерж- нями 3. На стержни между дисками и крестовинами приварены с равными промежутками кольца, имеющие по внешней окружно- сти прорези. В прорези вставлены и приварены продольные по- лосы, которые образуют наружную поверхность цилиндра. На цилиндр натянуты нижняя подкладочная крупная и верхняя филь- трующая мелкая латунные сетки 2, которые прикреплены к край- ним дискам бандажами. 2 3 4 5 Рис. 4.30. Ванна сетчатого цилиндра 220 Для предупреждения осаждения твердых частиц в нижней час- ш каждой ванны установлены по два лопастных смесителя. Каждый смеситель приводится во вращение от индивидуального привода, состоящего из электродвигателя 15, редуктора 14 и муф- м .1 13. Над ваннами сетчатых цилиндров расположена рама коробча- тою сечения, носящая название фильцевой или рамы отжимных налов. На этой раме (см. рис. 4.28) имеются отжимные валы 3, обводной 1 и водозадерживающий ролик 5. Отжимной вал (рис. 4.31) представляет собой сварной барабан ■V поверхность которого покрыта толстым слоем мягкой резины 9. Концы осей отжимных валов опираются на выносные самоуста- павливающиеся подшипники 10, подвешенные на рычагах 7; по- следние могут поворачиваться вокруг оси 11. Отжимной вал за счет винтового устройства 6 перемещается вдоль рычагов, а сле- /ювательно, и вдоль рамы. Пружинно-гидравлическое устройство состоит из стержня 5, гидравлической камеры 2 и пружины 4. 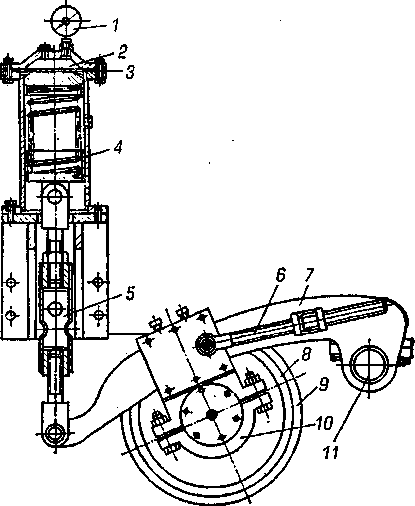 Рис. 4.31. Вал отжимной 221 Давление, создаваемое пружинами, через стержни 5 передает-1 ся на концы рычагов, прижимая при этом отжимной вал к сетча- тому цилиндру. Через резиновую диафрагму 3 в гидравлической камере возни- ' кает давление, измеряемое манометром 7; последний контроли- ■ рует усилие нажатия отжимного вала. Рама отжимных валов со- < единяется шарнирно с форматным станом: одна продольная бал- ! ка пальцем, а вторая — винтовым фиксатором со штурвалом. Сукнобойка 22 (см. рис. 4.28) изготовлена из вала с дисками, ! к которым приварены три-четыре била. Сукно после снятия с него пленки промывают водой, поступающей по трубам, а затем отжи- мают между роликами. Сукнобойка приводится во вращение от индивидуального привода 23, состоящего из электродвигателя, редуктора и цепной передачи. Толщиномер используется для определения толщины наката [26—28] и является датчиком для режущего устройства. Измерение толщины асбестоцементного наката осуществляется посредством двух роликов-индикаторов, вращающихся на неподвижной оси. По достижении заданной толщины накат входит в соприкоснове- ние с роликами, вследствие чего включается электрическая цепь включения режущего устройства. Режущее устройство (рис. 4.32) состоит из гребенчатого ножа 7, прикрепленного к валу 8, установленному в подшипниках 9, ко- торые смонтированы на салазках 6. Работа ножа осуществляется с помощью электромагнита 5, ры- чагов 7, 4 и тяги 3 с пружинами 2. Положение ножа относительно форматного барабана регулируется с помощью перемещения под- шипников по салазкам и изменением длины тяги. При работе устройства сигнал, подаваемый от толщиномера, включает пуско- вое устройство электромагнита, который через систему тяг и ры- чагов поворачивает вал 5, подводя при этом зубья ножа к поверх- ности форматного барабана, в результате чего накат разрезается и направляется на ленту конвейера. После поворота форматного барабана на 3/4 оборота электро- магнит отключается, и под действием силы тяжести сердечника через систему тяг и рычагов нож отводится от поверхности фор- матного барабана. В некоторых конструкциях зарубежных машин применяют струнные срезчики наката. Центрирующее устройство (рис. 4.33) состоит из сукноправя- щего ролика 7, гидроцилиндра 2, копира 3, толкателя 4, рычага 5, тяги 7, золотникового клапана б, следящих роликов 8, блоков 10, 222 223  13. Следящие ролики, установленные на станине машины на ры- чагах 11, через систему блоков 10, 13 соединены между собой ка- натом 12 и пружиной 9. Под действием пружины следящие роли- ки постоянно прижаты к кромкам сукна. При изменении ширины сукна положение следящих роликов не влияет на механизм цен- трирующего устройства; при этом происходит лишь растяжение или сжатие пружины, ось сукноправящего ролика 1 перпендику- лярна направлению движения сукна, все каналы клапана 6 пере- крыты. При смещении сукна в одну из сторон тяга 7 движется п сторону перемещения сукна, воздействуя рычагом 5 на шток кла- пана 6 при этом масло из гидросистемы пропускается в гидроци- линдр. Последний имеет неподвижный поршень и подвижной корпус, шарнирно соединенный с сукноправящим роликом. При перемещении корпуса производится поворот сукноправящего ро- лика и возврат сукна в нейтральное положение. При перемещении корпуса цилиндра установленный на последнем копир через тол- катель и рычаг воздействует на шток золотника, перемещая его н сторону, противоположную первоначальному движению. В резуль- тате этого система управления переходит через нейтральное по- ложение, но в это время золотник начинает возвращать систему к нейтральному положению. Полученный на листоформовочной машине накат имеет дли ну от 3,6 до 5 м. Его разрезают на форматы заданного размера и об- резают продольные кромки. Эти операции выполняют на ротаци- онных, гильотинных и штанц-ножницах и устройствах с переме- щающимися дисковыми ножами [20, 28]. Ротационные ножницы СМ-1018 (рис. 4.34) установлены на станине 11. Накат с подводящего конвейера через проводку 9 подается на транспортирующий барабан 5, приводимый во вра- щение от главного привода. Над барабаном установлены два об- резиненных прижимных ролика 3 и 6. Зазор между барабаном и роликом регулируют с помощью установочного винта 1 с пружи- ной 2. Он должен быть несколько меньше толщины листа. Подходя под ролик, накат приподнимает его. Пройдя первый ролик, накат подходит под вал продольной резки, на котором насажены два дисковых ножа 4, обрезающих продольные кром- ки. Далее накат подходит под второй ролик и, поднимая его, включает однооборотную муфту, насаженную на ножевой вал поперечной резки 7. Ножевой вал — это приводной вал, к кото- рому привернут плоский нож. Поворачиваясь, ножевой вал от- резает переднюю кромку. После выхода наката из-под второго 224  4 5В 7 |