_Севостьянов МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ 2005 (1). Свреднее профессиональное образование
 Скачать 3.15 Mb. Скачать 3.15 Mb.
|

|
Рис. 4.34. Ротационные ножницы СМ-1018: I винт; 2 — пружина; 3, 6 — ролики; 4 — нож; 5 — транспортирующий барабан; 7,10 — валы; 8, 9 — проводки; 11 — станина прижимного ролика муфта отключается. На другом конце ноже- вого вала 10 насажена звездочка, через которую с помощью цепи приводится во вращение приводной барабан отходящего кон- rn-ii ера. Пройдя нож поперечной обрезки, обрезанные форматы •крез проводку 8 попадают на отводящий конвейер и следуют i i и ьше к волнировщику. Гильотинные ножницы применяют на некоторых заводах для поперечного раскроя наката. Это два или три ножа, приводимых и движение каждый двумя гидроцилиндрами. Опускаясь, ножи p.i трезают накат. Гильотинные ножницы позволяют получить чис- n.iii рез и точные размеры. I Втанц-ножницы предназначены для раскроя листов размером чо .1600 х 1600 мм и толщиной до 25 мм. Они представляют собой 1пцравлический пресс. Верхняя плита ножниц может перемещать- ■ ч но направляющим. В ней закреплены плоские ножи. Накат \ |.падывают на тележку, которую подают под пресс. Верхняя пли- i.i пресса опускается, обрезая кромки листов, одновременно при пгобходимости разрезая их на части. 225 Для молнирования листов в асбестоцементной промышленно- сти применяют скальчатые, цепные и вакуумные волнировщики [20, 26, 28]. В цепном волнировщике непрерывного действия сырая заго- товка проходит между двумя рядами бесконечных цепей, игра- ющих роль профилирующих органов. Цепи сближаются в гори- зонтальной и вертикальной плоскостях, придавая заготовкам тре- буемый профиль. К звеньям цепей прикреплены профилирующие элементы. Число нижних цепей равно числу гребней листа, число верхних цепей — числу впадин. Волнировщик СМ-Ю19М (рис. 4.35) состоит из трех секций — головной, в которой происходит волнировка листов, средней — ка- либровочной, в которой происходят калибровка листов и обрезка продольных кромок, и последней, выдающей сволнированные листы под вакуум-коробку укладчика. Волнирующими органами являются бесконечные втулочно-роликовые цепи, к которым при- креплены накладки, имеющие профиль, соответствующий про- филю листа. Цепи первой секции не параллельны, а сходятся под некоторым углом. Натяжные устройства 1 и 7 создают постоянное натяжение 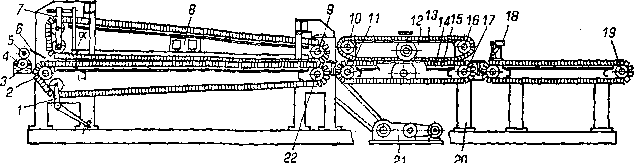 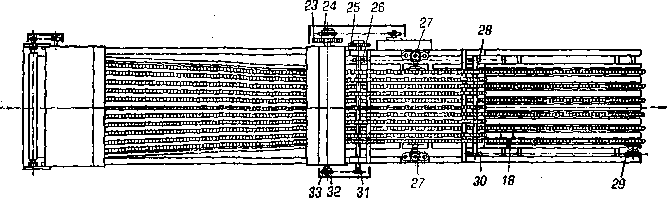 Рис. 4.35. Волнировщик СМ-1019М: 1,7 — натяжные устройства; 2, 9, 10, 11, 1 В, 17,19, 22 — валы; 3 — масляная ванна; 4,5 — ролики; 6 — проводка; 8,18 — конечные выключатели; 12 — балки; 13,15 — цепи; 14 — направляющие цепей; 20 — рама; 21 — привод; 23, 25 — шестеренчатые пары; 24, 26,28—31,32 — звездочки; 27 — устройство обрезки кромок; 33 — обгонная муфта 226 испей. Если в волнировщик попадает бракованный лист, ревер- < II иным приводом 21 он возвращается на конвейер в мешалку об- роков. Чтобы листы в стопе не слипались, перед входом в волни- 1><>цщик их нижняя поверхность смазывается мыльной эмульсией с помощью устройства, состоящего из ванны 3, смазывающего I к >лика 4 и покрывного ролика 5. Продольные кромки листов — пе- рекрываемая и перекрывающая — в первой секции волнировке не подвергаются, они остаются плоскими. После волнировки, чтобы получить правильный профиль, лист подают во вторую, калибровочную секцию. Эта секция отличает- ся от предыдущей тем, что цепи в ней расположены параллельно. IIист движется, опираясь гребнями на верхние ветви нижних це- пей, а впадинами — на профильные балки 12. В процессе калиб- ровки фиксируются основные размеры листа. Пройдя калибровочную секцию, лист поступает на концевую секцию — конвейер выдачи листов, с которой вакуум-укладчик снимает сволнированные листы и переносит их на конвейер ка- меры твердения. Конвейер выдачи листов является продолжением калибровочной секции, только без верхних цепей. С помощью конечных выключателей 8 создается разрыв в движении листов. Конечный выключатель 18 подает команду на включение или от- к точение третьей секции. В скальчатых волнировщиках с верхним расположением скалок рама со свободно подвешенными скалками опускается на плоский аист, лежащий на прокладке, и при этом скалки поочередно фор- муют волны листа. В процессе волнировки при опускании скалок пасти листа от места соприкосновения со скалками к периферии, преодолевая силы трения, подтягиваются к середине. В последнее время в асбестоцементной промышленности все нолее широко применяют вакуумные волнировщики. В них ос- новным рабочим органом являются вакуум-коробки, а усилия, нействующие на заготовку и заставляющие ее принять требуемую иолнистую форму, обусловливаются действием атмосферного дав- псния или сил тяжести. Укладчик предназначен для приема листов от волнировщика, переноса и укладки их в стопы на тележки конвейера твердения. Укладчик (рис. 4.36) состоит из стола-конвейера, механизма пе- рекладки, вакуум-системы и привода. Стол смонтирован на станине, имеющей раму 6 и стойки 7. 11оверхность стола соответствует профилю листа и образуется про- дольными балками, укрепленными на раме. На столе смонтирован 227 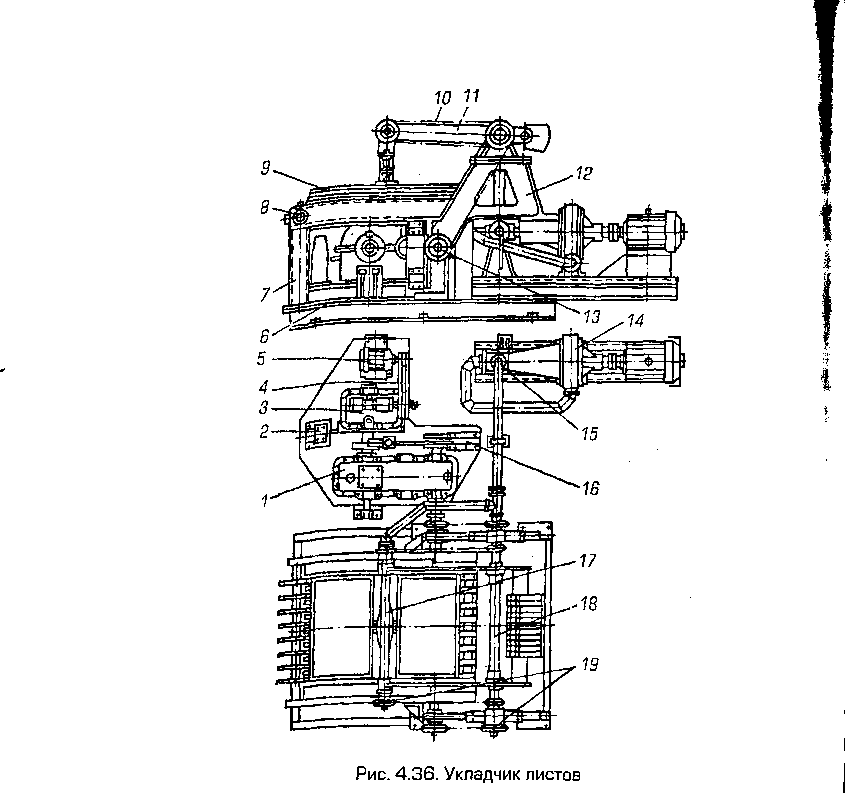 цепной конвейер, предназначенный для приема сволнированных листов. Конвейер состоит из шести цепей, конструкция которых подобна конструкции цепей калибровочной секции волнировщи- ка. Вращение ведущему валу конвейера 8 сообщается от ведомого вала нижнего цепного конвейера калибровочной секции волни- ровщика. Механизм перекладки (см. рис. 4.36) смонтирован на боковых стойках 12, которые опираются на раму б и раму конвейера твер- дения [28]. Стойки соединены между собой стержнем. Вал 18 ме- ханизма перекладки установлен в подшипниках качения, корпуса которых укреплены на стойках 12. На валу 18 смонтированы два двуплечных рычага 11. Короткие концы рычагов соединены стерж- 228 нем, на котором укреплены противовесы. На длинных концах рычагов смонтирован в подшипниках скольжения пустотелый вал / 7, к которому на направляющих, движущихся в стаканах, подве- шена вакуум-коробка 9. На концах валов имеются звездочки 19, охваченные цепями 10 с натяжными устройствами. Такая система обеспечивает плоскопараллельное перемещение вакуум-коробки при возвратно-качательном перемещении рычагов 11. Профиль дна коробки соответствует профилю листа. На прямых участках волн дна коробки имеются отверстия, через которые обес- печивается присос листа к ее дну. Вакуум-коробка может верти- кально перемещаться. Внутренняя полость коробки соединена грубой с валом 17, который, в свою очередь, соединен с вакуум- < истемой, состоящей из вентилятора 14 и золотникового клапа- на 15, управляемого электромагнитом. Клапан 15 соединяет сис- тему воздуховодов и внутреннюю полость вакуум-коробки с вса- сывающим или нагнетающим патрубком вентилятора, создавая в коробке разрежение во время захвата листа или давление во время укладки листа на тележку конвейера твердения. Возвратно-качательное движение механизму перекладки сооб- щается от привода, состоящего из электродвигателя 5, клиноре- менной передачи 4, редуктора 3 с однооборотной муфтой, меха- низма 2 ее включения, реверсивного редуктора 1, тормоза 16 и нала 13, на концах которого смонтированы звездочки, соединен- ные цепными передачами с звездочками вала 18. В шкиве редук- тора 3 расположена фрикционная муфта, которая предназначена дл я смягчения работы привода при ее проскальзывании. Тормозом 16 производится гашение инерционных усилий механизма пере- кладки. Бракованные или невзятые листы со стола укладчика сбрасы- наются вниз на конвейер, имеющий индивидуальный привод. Кроме рассмотренного выше существуют различные порталь- н ые перекладчики с механическим, гидравлическим или пневма- тическим приводом. Перекладчики подают листы на конвейер твердения [20, 28]. Двухъярусный цепной тележечный конвейер с плоскопараллель- ным перемещением тележек предназначен для предварительного твердения волнистых асбестоцементных листов. Конвейер твердения (рис. 4.37) состоит из головной 3 и хвос- товой 6 секций, рамы 9, тележек 4, переднего 1 и заднего 8 при- водов, двух замкнутых тяговых цепей 2 и камеры твердения с теп- лоизоляцией 7. 229  2 3 Рис. 4.37. Конвейер твердения Перемещение тележек вдоль конвейера по рельсовому пути производится двумя цепями, соединенными с тележками через передние оси. Конвейер имеет два привода: передний для верхнего и задний для нижнего яруса, чем обеспечивается равномерное распределение усилий. Каждый привод состоит из электродвига- теля, клиноременной передачи, редуктора и приводного вала. Весь конвейер заключен в камеру твердения с тепловой изоляцией, верхняя ветвь конвейера на постах загрузки и выгрузки — откры- тая. После выхода тележки из камеры она своими роликами нака- тывается на копиры 5 и платформа с лежащей на ней стопой лис- тов поднимается над поддоном, продольные края стопы листов при этом отрываются от поддона. На следующем посту выгрузки в образовавшийся проем между поддоном и стопой листов входят захваты съемника стоп, который поднимает листы и переноси т их на конвейер увлажнения. Далее тележка перемещается к посту смазки, где смонтирована насосная установка 10 с форсунками. На этом посту производи т ся смазка дна тележки и боковых ее стенок, чем предотвращает! прилипание листа к тележке. При использовании конвейеров твор дения с гидравлическими приводами в головной и хвостовой сек циях устанавливаются гидравлические подъемники еиижатели, Горизонтальное перемещение тележек по ярусам от поста к попу производится гидравлическими юлка тенями. :\зо i Съемник предназначен для съема стоп листов с конвейера твер- дения и переноса их на приемный конвейер увлажнителя. Съемник стоп (рис. 4.38) состоит из портальной рамы 2, уста- новленной на фундаменте, и тележки 9. На раме смонтированы две опоры 1 и две продольные балки 7, нижние полки которых являются рельсовым путем для тележки. Тележка представляет собой сварную раму 10, на которой укреплены четыре оси с кат- ками 8, гидроцилиндр 5, соединенный с верхней плитой 4, и че- тыре направляющих 6, соединяющих верхнюю и нижнюю 3 пли- нт. На нижней плите закреплены вильчатый подъемник и проти- вовес. 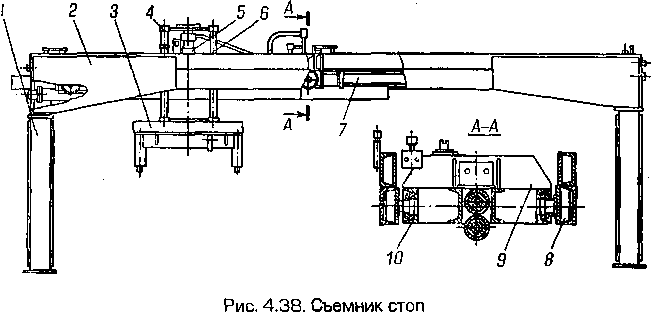 Перемещение тележки вдоль балок 7 производится гидропри- I» >дом, состоящим из двух гидроцилиндров, в которых перемеща- ic I ген поршни. Корпуса цилиндров закреплены на раме 10, а порш- I г г г прикреплены к раме 2 фланцами. Вдоль оси поршней проходит г .шал для подачи масла в полость цилиндра. Гидроцилиндры ра- | и и лют поочередно, осуществляя при этом возвратно-поступатель- |в ic перемещение тележки. Па бота съемника заключается в следующем. Тележка конвейе- 1>а твердения поступает на позицию выгрузки. Траверса с вильча- П.1М захватом опукастся вниз и берет стопу затвердевших листов, поднимает ее вверх с помощью гидропривода подъема. Затем in шочаетси гидропривод продольного хода и перемещает тележку имеете со стопом листов в тону первого передаточного конвейера унилжпитслл. Привод продопьиого хода отключается, включается I ппроирнвод, опускания, стопа пистон ук надывастся па конвейер, у: и захваты поднимаются вверх, и тележка перемещается обратно в зону выгрузочного поста конвейера твердения. Увлажнитель листов предназначен для приема стоп листов от конвейера твердения, выдержки стоп в горячей воде в течение заданного времени и выдачи стоп на пост переборки. Увлажнитель состоит из двух передаточных цепных конвейеров, конвейера увлажнения и трех цепных конвейеров выдачи. Конвейер увлажнения (рис. 4.39) состоит из рамы 5, привод- ной 6 и натяжной 2 станций, пластинчатого транспортирующего полотна 4 и профильного вала 1. Конвейер расположен в закры- той камере, в нижней части которой находится горячая вода. Пластины 3 полотна подвешены шарнирно к двум цепям и име- ют профиль, соответствующий профилю асбестоцементного лис- та. Привод 7 конвейера состоит из электродвигателя и редукто- ров. Для обеспечения перехода стоп листов со второго переда- точного конвейера на конвейер увлажнения на натяжной станции смонтирован вал с профильными роликами, вращение которому сообщается от ведомого вала конвейера увлажнения через цепную передачу. 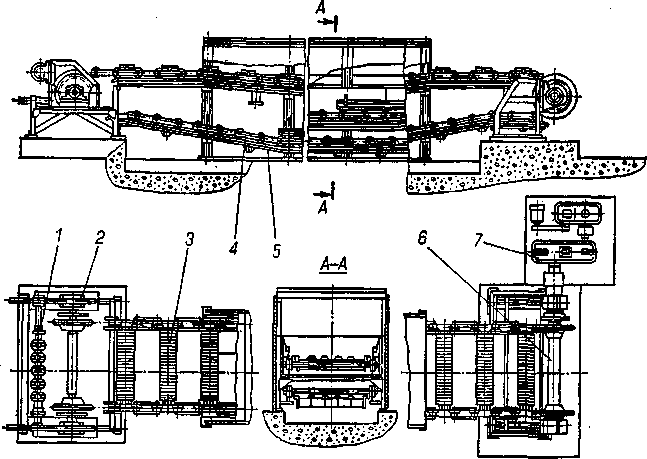 |