|
|
_Севостьянов МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ 2005 (1). Свреднее профессиональное образование
Глава 6
ОБОРУДОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ
ДЛЯ ПРОИЗВОДСТВА СТЕКЛА
И СТЕКЛОИЗДЕЛИЙ
6.1. ФИЗИКО-МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
СТЕКЛА, ОБЛАСТИ ИСПОЛЬЗОВАНИЯ
И НАПРАВЛЕНИЯ РАЗВИТИЯ ПРОИЗВОДСТВА
В настоящее время стекло и стеклоизделия широко распростра- :
йены во многих отраслях промышленности, производственной и |
бытовой деятельности человека. Стекло — материал, обладающий ;ji
комплексом уникальных свойств и характеристик, не присущих ;j
другим материалам: прозрачностью, высокой химической стойко- [
стью, механической прочностью и др. |'
Физико-химические и физико-механические характеристики ;[
стекла зависят от многих факторов: химического и минералогичес- |
кого состава сырьевых компонентов, их процентного содержания !\ i
в сырьевой смеси, режима стекловарения, геометрических размеров ,'
изделий и др. Механическая прочность стекла при сжатии состав- Ц,
ляет 700—1000 МПа, при растяжении 30—80 МПа, удельная элект- •
рическая проводимость 1011—1013 Ом • м, диэлектрическая прони-
цаемость 3,8—16,2 (величина безразмерная), электрическая про- !;
чность (1,6—6,4) • 104 кВ/м, теплопроводность 0,72—0,9 Вт/(м • °С) ;
[38, 39].
Стекольная промышленность освоила широкую номенклатуру |!
архитектурно-строительных (листовое стекло), конструктивно- !
строительных (стеклоблоки, стеклопакеты, стеклопрофилит), об- !!
лицовочных (коврово-мозаичные плитки, стеклянные эмалиро- |
ванные плитки, стемалит) изделий и художественного стекла. !'
Организован выпуск стеклокристаллических материалов — лис-
тового шлакоситалла и прессованных плиток, используемых в ;
строительстве и в качестве эффективного заменителя каменного !
литья. j
Широко освоен выпуск технического стекла (плоское и гнутое
закаленное стекло, триплекс, стеклянные трубы, электровакуумное
323
I
и оптическое стекло и др.), штучных изделий (узкогорлой и широ-
когорлой стеклотары, прессованных и выдувных изделий идр.).
В связи с развитием науки и техники появились возможности
использования стекла и изделий в электронной, атомной, авиа-
ционной, космической и других отраслях промышленности.
Интенсивно развиваются волоконная оптика (стеклянные волок-
на различного назначения), производство стекла для электронной
техники (кварцевые, боросиликатные стекла и др.) и технических
стекол специального назначения (биоситаллы), технология эма-
левых покрытий, изделий в машиностроительной, керамической,
химической и других отраслях промышленности [38-41]. Широко
используются техногенные материалы различных отраслей про-
мышленности.
Учеными и практиками в стекольной промышленности посто-
янно совершенствуются основные технологические переделы про-
изводства: при подготовке сырьевых материалов (централизация
обработки и обогащение сырьевых материалов в карьерах, пред-
варительное формование шихты, особенно для хрусталя); при вар-
ке стекла (высокотемпературная варка, нижний подвод топлива,
кислородное дутье, пламенно-электрические печи для тарного
стекла); при выработке стекла (широкое развитие и совершенство-
вание флоат-процесса, механизация и автоматизация раскроя и
резки стекла, процессов формования изделий при производстве
штучных изделий, термообработка полуфабрикатов и изделий).
Интенсивно развивается номенклатура стекольных изделий, про-
водятся конструкторско-технологические разработки по созданию
заводов-автоматов с автоматизированным управлением техноло-
гическим процессом и использованием современных машин и
агрегатов [42—55].
Одним из направлений снижения энергоемкости стекольного
производства является повышение к.п.д. стекловаренной печи,
которая потребляет 60—75% всей затрачиваемой энергии.
Теоретический расход тепла на варку 1кг Na-Ca-Si- стекла из ших-
ты составляет 2500—2800 кДж, при использовании стеклобоя —
1900 кДж. К.п.д. стекловаренных печей может быть увеличен за
счет дополнительного электроподогрева, повышения эффектив-
ности работы рекуператоров, герметизации и теплоизоляции печи.
При использовании чисто электрических стекловаренных печей
энергия выделяется внутри расплава и к.п.д. максимален. К.п.д.
пламенно-электрических печей составляет 50-60%, а электриче-
ских— 80% [38].
324
Важными резервами повышения эффективности стекольного
производства являются также снижение простоев оборудования,
эксплуатация его в непрерывном режиме, совершенствование ус-
ловий обслуживания и увеличение межремонтного периода рабо-
ты агрегатов.
6.2. ОБОРУДОВАНИЕ
ДЛЯ ПОДГОТОВКИ СТЕКОЛЬНОЙ ШИХТЫ
На качество стекольной шихты большое влияние оказывает
подготовка сырьевых материалов, включающая основные техно-
логические операции: измельчение, растаривание, разрыхление,
сушку, классификацию и обогащение [38]. Количество сырьевых
материалов для выпуска стекольных изделий и их состав чрезвы-
чайно велики.
По характеру обработки, проводимой в составных цехах стеколь-
ных заводов, материалы можно разделить на природные — песок,
доломит, мел, известняк, сульфат натрия и др. и на продукты хи-
мической промышленности — сода, сурик, цинковые белила идр.
Природные материалы поступают на завод, как правило, в не-
обработанном виде (без предварительного измельчения и обога-
щения), где их подвергают специальной обработке (например, для
песка — промывка в гидромеханических классификаторах; хими-
ческое обезжелезивание реагентами; оттирка пленки гидроокислов
железа в мешалках; флотация — очистка от железосодержащих и
глинистых примесей во флотационных машинах; флотооттир-
ка — сочетание флотации, промывки и оттирки; магнитная сепа-
рация в магнитных сепараторах; сушка в сушильных барабанах,
классификация на барабанных многогранных (сита-бурат) или
вибрационных грохотах).
Доломит и известняк подвергают дроблению в щековых дро-
билках, а затем сушке (в том числе и мел перед дроблением) в
сушильных барабанах при температуре Т < 4000 °С. Доломит, мел
и известняк после сушки измельчают в молотковых дробилках или
шаровых мельницах. Одновременная сушка и помол материалов
с размером кусков до 20 • 10_3 м могут осуществляться в аэромо-
бильных мельницах с последующим контрольным просевом гото-
вого продукта.
Первичное дробление сульфата натрия производится на валко-
вых дробилках, сушка — в сушильных барабанах при Т < 7000 °С,
325
1
измельчение — в молотковой дробилке с последующим контроль-
ным просевом.
Сода и обработанный сульфат после растаривания на специ-
альных растаривающих машинах просеиваются и поступают в
бункер для хранения.
Стекольный бой после предварительной сортировки подверга-
ется мойке в специальных боемойках или грохотах в струе воды.
После дробления в молотковой дробилке готовый бой отправляют
в бункер хранения.
Для транспортировки сырьевых материалов используют раз-
личные транспортные средства: ленточные и вибрационные транс-
портеры, ковшовые элеваторы, шнеки, питатели различных кон-
струкций и др. Для транспортировки порошкообразных материа-
лов используют пневмотранспорт.
Продукты химической промышленности обычно доставляют
на заводы полностью подготовленными для ввода в шихту.
Огромное значение имеет их точное дозирование по массе, а так-
же обеспечение гомогенности шихты при смешивании компонен-
тов.
На стекольных заводах для отвешивания сырьевых материалов
и добавок используют стационарные или подвижные автомати-
ческие (или полуавтоматические) весы. Весы, транспортные сред-
ства и смесители связаны системой автоматики, обеспечивающей
их синхронную работу. Допустимые отклонения по заданному со-
ставу шихты не должны превышать 0,5—1%.
Для смешивания шихты используют тарельчатые смесители,
в которых материал через приемную воронку загружается на вра-
щающуюся чашу-тарель. Смешивание материалов осуществляется
за счет одновременного вращения чаши-тарели и установленных
эксцентрично оси смесителя лопастей или катков, имеющих ин-
дивидуальный привод. Процесс автоматизирован.
Для стекольной промышленности более целесообразна техно-
логия централизованной подготовки сырьевых материалов на мес-
тах их добычи. На стекольные заводы при этом будет поступать
обогащенное сырье постоянного химического состава. Вместо со-
ставного цеха может быть организовано дозировочно-смеситель-
ное отделение, и технологический процесс будет полностью авто-
матизирован.
Технология централизованной подготовки, например, песка при
этом включает: сортировку исходных песков, дезинтеграцию и уда-
ление крупных фракций, механическую или акустическую оттирку
326
первичных шламов и пленок гидрооксидов железа, удаление шлама
с выделением в отвал частиц размером 0,1 • ДО-3 м, флотацию, обез-
воживание, фильтрацию и сушку флотационного концентрата.
К числу технологических способов повышения качества сте-
кольной шихты, а следовательно, направлений по созданию и
совершенствованию специального оборудования следует отнести:
тонкий помол шихты и ее компонентов; увлажнение шихты водой,
щелочными растворами или ПАВ; уплотнение шихты различными
способами: гранулированием, компактированием или предвари-
тельным спеканием (фриттование) [40].
Выбор указанных способов повышения качества шихты обу-
словлен предъявляемыми требованиями:
отсутствие расслоения (сегрегации) в процессе хранения и
транспортировки;
минимальное агрегирование и слеживание;
наличие минимального количества пылящих фракций;
отсутствие фракций более 2 • 10-3 м;
влагосодержание не более 3—5% [50].
Установлено, что измельчение частиц песка до размера
100 ■ 106 м ускоряет процессы стеклообразования, повышает од-
нородность шихты и уменьшает ее склонность к сегрегации. Более
тонкое измельчение зерен песка приводит к ее агрегированию и
ухудшению стеклообразования.
Проведенные исследования [44] показывают, что тонкое из-
мельчение всей шихты является эффективным средством повы-
шения производительности варки стекла, а скорость этого про-
цесса возрастает с увеличением дисперсности шихты.
Перспективным направлением активации реакционных свойств
кварцевого песка является обеспечение зернам микродефектной
структуры, которые в процессе нагрева в печи раскрываются и
увеличивают количество контактирующих поверхностей между
реагирующими компонентами шихты.
Использование для этих целей предварительного измельчения
материалов в пресс-валковых измельчителях [56—60] с последу-
ющим домолом в струйных мельницах (вихреакустических дис-
пергаторах) [61] при звуковых или сверхзвуковых скоростях
обеспечивает зернам более активированную поверхность, чем в
вибрационных мельницах. Скорость стекловарения при исполь-
зовании активированного песка возрастает на 10—30%.
Увлажнение стекольной шихты является эффективным спосо-
бом устранения ее расслаивания, снижения пыления и потерь с
327
износом отдельных компонентов в ванной печи. Использование
щелочных растворов и некоторых поверхностно-активных веществ
(ПАВ) не только обеспечивает вышеуказанные факторы, но и спо-
собствует ускорению твердофазовых реакций за счет проникания
их в микротрещины и обволакивания поверхности частиц. Кроме
того, ПАВ снижают поверхностное натяжение увлажняющего рас-
твора и способствуют гомогенизации шихты.
Оптимальная влажность готовой шихты в зависимости от ее
состава находится в пределах 2—7%. Ввод воды в шихту целесо-
образно осуществлять за счет предварительного увлажнения пес-
ка и дальнейшей гомогенизации смеси.
Уплотнение стекольной шихты обеспечивает однородность гра-
нулометрического состава сформованных материалов, устранение
сегрегации отдельных компонентов при транспортировке и загруз-
ке шихты в печь, ускорение процесса стекловарения.
Различают следующие способы уплотнения шихты (рис. 6.1):
гранулирование в тарельчатых или барабанных грануляторах;
компактирование (прессование) на таблеточных машинах, валь-
цовых (брикетных) и валковых прессах;
экструзия (продавливание пластичной массы через каналы мат-
рицы) в шнековых, плунжерных или комбинированных грануля-
торах;
диспергирование жидкости (раствора, расплава или суспензии)
на исходный слой шихты, находящейся в псевдосжиженном слое
[46-50, 59, 62-67].
Процессы уплотнения, как правило, осуществляются в три ста-
дии: подготовка шихты (увлажнение), уплотнение (структурооб-
разование) и конвективная обработка (сушка).
На установке для грануляции методом прессования (рис. 6.2)
[47] под высоким давлением (до 90 т/см) исходная порошковая
шихта поступает в загрузочный бункер 3, затем в винтовой пита-
тель 1 и после смешивания со связующим элеватором 2 направ-
ляется в валковый пресс 6 с подпрессовщиком 5 и приводом 4.
Прессованная плитка подается в дробилку 7 и после измельчения
поступает на классификацию в грохот 8. В грохоте плитка делит-
ся на товарную фракцию, раздробленную плитку и мелкую фрак-
цию. Раздробленная плитка крупных размеров снова поступает в
дробилку 9 и после измельчения элеватором возвращается на клас-
сификацию по размерам.
Товарная фракция поступает на склад или в печь. Нетоварная
фракция (мелкий продукт и отсев) через винтовой питатель 1 эле-
328
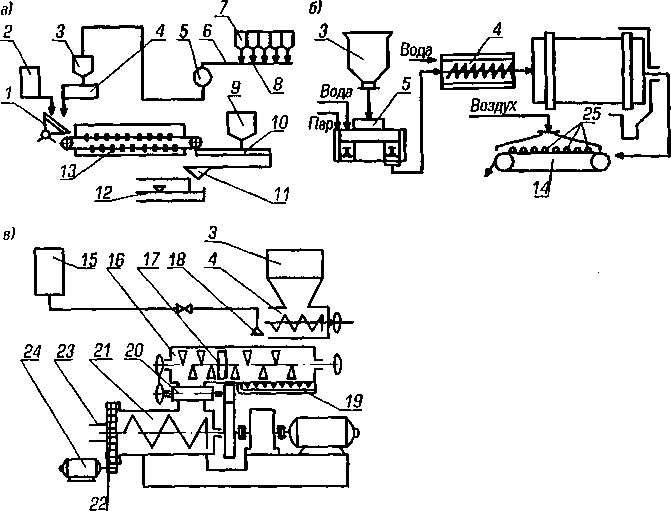
Рис. 6.1. Схемы установок с тарельчатым (а], барабанным (б)
и экструзионным (в) грануляторами:
1 — гранулятор; 2 — дозатор щелочного раствора; 3 — бункер для шихты;
4 — питатель; 5 — смеситель; 6 — конвейер для транспортировки компонентов
к смесителю; 7 — бункера для компонентов; 8 — участок отвешивания;
9 — бункер для стекольного боя; 10 — конвейер для транспортировки
гранулированной шихты; 11 — загрузчик; 12 — печь; 13 — сушилка;
14 — охлаждающий конвейер; 15 — резервуар для воды; 16 — двухлопастной
насос; 17 — промежуточная фильера; 18 — разбрызгивающее устройство;
19 — тепловая рубашка; 20 — питающие вальцы; 21 — пресс; 22 — выходная
фильера; 23 — устройство для равномерного распределения влажных гранул на
ленте сушильного конвейера; 24 — сушильный конвейер; 25 — гранулы шихты
ватором 2 возвращается в валковый пресс. В схеме предусматри-
вается возможность подачи жидкого технологического связующего
винтовым питателем 1.
Для некоторых видов стекольных шихт предлагается прессован-
ную плитку сразу подавать в стекловаренную печь, исключив ста-
дии дробления и рассева (рис. 6.3).
Необходимость последних двух стадий определяется типом
шихты и условиями производства.
В рассмотренных схемах прессованный продукт получается в
виде плитки высокой плотности, которая затем дробится и делит-
329
■4
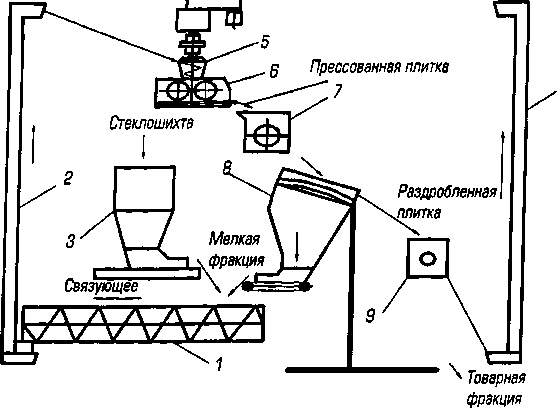
Рис. 6.2. Схема уплотнения стекольной шихты методом прессования
Исходная
шихта

|
|
|
 Скачать 3.15 Mb.
Скачать 3.15 Mb.