|
|
_Севостьянов МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ 2005 (1). Свреднее профессиональное образование
Рис. 6.3. Схема питания стекловаренной печи прессованной шихтой:
1 — стекловаренная печь; 2 — лоток; 3 — прессованная шихта; 4 — валки;
5 — воздухоотводящий патрубок; 6 — подшипниковый узел;
7 — шнековый предуплотнитель
33 о
ся на фракции. Таким образом, данный метод грануляции стеколь-
ной шихты состоит их трех основных стадий: механического уп-
лотнения, дробления и классификации, что выгодно отличает его
от других методов грануляции.
Диаметр тарели тарельчатого гранулятора (см. рис 6.1) состав-
ляет, как правило, более 1200 • 10-3 м, частота ее вращения — 0,33—
0,7 с-1 (см. рис 6.1, а) [38].
Технология гранулирования шихты с применением барабанно-
го гранулятора (см. рис 6.1, б) включает подачу сырьевых матери-
алов в смеситель, смешивание и увлажнение шихты, подачу ув-
лажненной массы в гранулятор, гранулирование, резкое охлажде-
ние гранул при их транспортировке. При экструзионном способе
гранулирования (рис 6.1, в) шихту увлажняют и переводят в плас-
тическое состояние, дополнительно перемешивают и загружают
в ленточный пресс, где смесь уплотняется и под давлением выхо-
дит через фильеры в виде гранул цилиндрической формы. Для
повышения пластичности материала и прочности гранул в прессе
может быть осуществлен дополнительный подогрев. Прочность
готовых гранул повышается при сушке.
Многочисленные исследования по гранулированию и компак-
тированию стекольных шихт позволили установить оптимальные
условия их формования [38, 40, 46, 47, 49].
Оптимальная влажность гранулируемой стекольной шихты
(с использованием в качестве связующего жидкого стекла) состав-
ляет 14—17%. При использовании тарельчатого гранулятора с диа-
метром тарели 850 • 10"3 м, углом ее наклона 35—55°, частотой
вращения 9—35 мин-1 прочность сформованных гранул (при вре-
мени динамического воздействия в тарели 5—10 мин) достигает
2 МПа, а удельная производительность гранулятора — 200—
400 кг/(ч • м2) площади поверхности тарели. Кондиционный размер
гранул составляет (5—15) ■ 10
3 м [40].
Качественное получение гранул возможно при достаточной
степени пластичности стекольной шихты (20—25) и удельной по-
верхности 950 г/см2 и более. Это может быть достигнуто при вве-
дении пластификаторов (сульфитно-спиртовой барды, гидратной
извести, жидкого стекла в растворе и др.).
При использовании гранулированной стекольной шихты про-
изводительность ванной печи с площадью варочной части 53 м2
возрастает на 40% (с 130 до 180 т/сут). Наилучшие результаты по-
лучены при варке влажных гранул. При сушке гранул их прочность
(при остаточной влажности Жост = 3%) возрастает в 2—3 раза.
331
Наибольшей прочностью обладают гранулы, полученные при до*
бавлении в шихту в качестве связующего растворимого стекли
(4,2—6,2 масс. %).
Применение компактированной стекольной шихты обеспсчи*
вает увеличение площади контакта спрессованных частиц, что
интенсифицирует твердофазовое спекание и повышает теплопро-
водность шихты (0,43 Вт/(м • К) вместо 0,3 Вт/(м • К) для сырье-
вого материала).
Давление прессования стекольной шихты в вальцовом прессе
может достичь 100 МПа. Оптимальная влажность формования
6—8%. В качестве связующего используются вода, жидкое стекло,
пушонка из Са(ОН)2 или Мп(ОН)2, известковое молоко и др.
При использовании компактированной шихты (в валковом
прессе) длительность стекловарения сокращается на 30% или тем-
пература варки снижается на 50—80 °С.
Вызывает определенный интерес пиропластическое прессова-
ние стекольной шихты, являющеесся одним из способов экономии
топливно-энергетических ресурсов.
Предварительное спекание (фриттование) стекольной шихты
также является одним из технологических приемов совершенст-
вования процесса подготовки шихты к стекловарению.
Агрегаты для предварительного подогрева стекольной шихты
можно подразделить на установки с механическими распредели-
телями и установки шахтного противоточного типа.
Подогрев предварительно спрессованных таблеток может осу-
ществляться в шахтном теплообменнике, установленном над ва-
рочным бассейном. Для подогрева таблеток используется теплота
отходящих из печи газов. Перед попаданием в ванную печь ших-
та нагревается до 900—1000 °С за счет конвективного теплообмена
с отходящими газами и излучением нагретой до 1400 °С внутрен-
ней поверхности стенок шахты и бассейна печи [40].
6.3. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ЛИСТОВОГО СТЕКЛА ФЛОАТ-СПОСОБОМ
Листовое стекло готовят из смеси природных или искусствен-
ных солей, или оксидов и диоксидов химических элементов, на-
зываемых шихой. Шихту загружают в печь, где из нее при мак-
симальной температуре 1500-1600 °С получают расплав — стек-
ломассу, которую выдерживают в печи достаточное время для
332
приобретения необходимой однородности. Затем снижением
температуры на 200—300 °С увеличивают вязкость расплава, что
мает возможность формовать изделия различными способами:
вертикального или горизонтального вытягивания стекла или про-
катывания. После указанных операций формования стекла по-
следнее подвергают термической обработке. Окончательная об-
работка стекла предусматривает резку, шлифовку, полировку и др.
143].
Полированное стекло получают способом растекания стекло-
массы на поверхности расплавленного металла (олова). Данный
способ (флоат-способ), разработанный в конце 1950-х гг. англий-
ской фирмой «Пинкингтон», полностью исключил конвейеры
механической обработки стекла и стал в настоящее время доми-
нирующим в мире.
На рис. 6.4 представлены типовая технологическая схема и ком-
поновка оборудования для производства полированного стекла с
использованием флоат-способа.
Песок привозят навалом в саморазгружающихся или обычных
железнодорожных вагонах 1 и транспортируют ленточным кон-
вейером 3. В цикл обработки песка входят его обогащение мето-
дами флотооттирки 4 и магнитной сепарации 5, обезвоживание
на вакуумных ленточных 6 или дисковых фильтрах, сушка во вра-
щающемся сушильном прямоточном барабане 7 в потоке газов с
температурой 800—900 °С. Выходящие газы с температурой 150—
200 °С отсасываются в мультициклон для охлаждения пыли. Выходя
с температурой 90 °С, песок подвергается охлаждению в охлади-
тельных камерах с трубчатыми водяными холодильниками.
Охлажденный песок элеватором 8 подают в приемный бункер 9,
просеивают на вибрационных грохотах 10 с сеткой № 0,8. После
просеивания песок поступает на хранение в бункера (силоса),
оснащенные дозаторами 11.
Доломит, поступающий на завод в виде глыб и больших кусков,
переносят из отсеков склада грейферным краном 2 в приемные
бункера, откуда лотковым питателем подают в щековую дробил-
ку 12. После дробилки куски размером (40—50) • 10_3 м подвергают
тонкому помолу, который производится в шахтной молотковой
мельнице 13, с одновременной сушкой до конечной влажности не
более 1%. Молотый доломит осаждают в циклонах 14, очищают в
магнитном сепараторе 5 от включений аппаратурного железа.
Мел, сода и глинозем поступают на завод в бумажных мешках.
Электропогрузчиками 15 их перевозят на склад, растаривают и
333
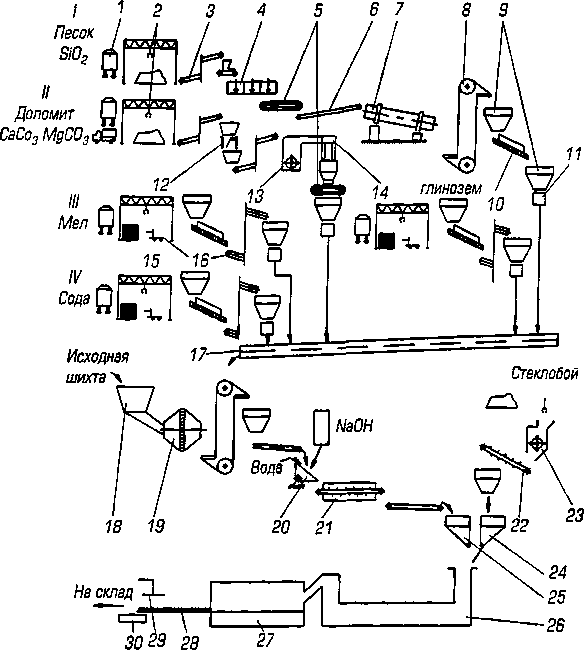
Рис. 6.4. Технологическая схема производства
полированного стекла флоат-способом:
1 — вагоны; 2 — грейферные краны; 3 — ленточный конвейер; 4 — агрегат для
флотооттирки; 5 — магнитный сепаратор; 6 — вакуумный ленточный фильтр;
7 — сушильный барабан; 8 — элеватор; 9 — бункера; 10 — вибрационный грохот;
11 — дозатор; 12 — щековая дробилка; 13 — молотковая мельница;
14 — циклоны; 15 — электропогрузчики; 16 — пневмотранспортер;
17 — сборный конвейер; 18 — приемный бункер; 19 — смеситель;
20 — гранулятор; 21 — сушильный конвейер; 22 — питатель; 23 — роторная
дробилка; 24 — роторный загрузчик стеклобоя; 25 — роторный загрузчик шихты;
26 — стекловаренная печь; 27 — флоат-ванна; 28 — агрегат воздушного
душирования ленты стекла; 29 — автоматический подрезчик; 30 — упаковщик
стекла
334
передают на контрольный просев, а затем транспортируют в рас-
ходные бункера пневмотранспортом 16.
Бой стекла собирают с разных участков производства в одно
хранилище, сортируют на конвейерах, отделяя посторонние за-
грязнения, моют, сушат. Затем его пропускают через магнитный
сепаратор и подают в расходный бункер. Транспортируют бой лен-
точным конвейером. Измельчают бой в роторной дробилке 23,
рабочие органы которой выполнены из твердых сталей (можно
наварить твердыми сплавами). Питателем 22 измельченный стек-
лобой подается в бункер.
Все компоненты, кроме стеклобоя, дозируются на весах из бун-
керов с помощью питателей, отвешиваются и высыпаются на сбор-
ный конвейер 17. Далее поступают в приемный бункер 18 и затем
в смесители 19. Элеваторами шихта подается в промежуточные
бункера хранения, обычно вмещающие 4—6-часовой запас, отку-
да питателем шихта подается в гранулятор 20, где шихта увлажня-
ется водой с добавлением раствора NaOH. Гранулы размером
(5—15) • 10
3 м по мере готовности перекатываются поверх бортов
тарели и попадают на сушильный конвейер 21, откуда подаются
механическим тонкослойным роторным загрузчиком 25 в загру-
зочное устройство стекловаренной печи. Одновременно с шихтой
таким же загрузчиком 24 подается измельченный стеклобой. Ритм
работы загрузчиков управляется уровнемерами, которые измеряют
и поддерживают постоянный уровень стекломассы в бассейне печи
26.
Затем из выработочного канала печи расплавленная стекломас-
са поступает во флоат-ванну 27с расплавленным оловом, где фор-
муется лента стекла. Отформованная лента подается в лер отжига
с принудительной циркуляцией воздуха внутри туннеля и интен-
сивным охлаждением ленты стекла ниже температуры 200 °С на
открытом роликовом конвейере с помощью агрегата воздушного
душирования 28. Прошедшее отжиг стекло отрезается автомати-
ческим подрезчиком 29 и далее, пройдя стадии резки, группиро-
вания в пирамиды, упаковки 30 и погрузки, отправляется потре-
бителю.
335
6.4. ОБОРУДОВАНИЕ ДЛЯ ВЕРТИКАЛЬНОГО
ВЫТЯГИВАНИЯ СТЕКЛА
При использовании способа вертикального вытягивания стек-
ла с расплавленной поверхности стекломассы, находящейся в
стекловаренной печи, поднимается лента стекла необходимой тол-
щины и ширины. Для этого в самом начале процесса до сопри-
косновения со стекломассой опускают «приманку», которую поз-
же поднимают вверх. «Приманка« —это металлическая рамка пря-
моугольной формы, в нижней части которой размещены зубья
длиной 50 • 10
3 м, расположенные на расстоянии 10 • 10
3 м друг
от друга. Зубья образуют гребенку, служащую для захвата стекло-
массы. Под действием сил сцепления между разогретым металлом
и стекломассой лента стекла поднимается вверх вслед за подни-
маемой рамкой во всю ее ширину и поступает в машину для вер-
тикального вытягивания стекла (ВВС). Дальнейший подъем лен-
ты стекла обеспечивается с помощью валиков машины ВВС.
В настоящее время различают два способа вертикального вытяги-
вания стекла: лодочный и безлодочный (рис. 6.5—6.7) [43, 52].
При лодочном способе формования стекла в стекломассу на не-
которую глубину погружается шамотный поплавок-лодочка, пред-
ставляющая собой длинный прямоугольный параллелепипед со
сквозной продольной щелью, сужающейся кверху (см. рис. 6.5).
Учитывая жесткие условия работы, лодочку изготовляют из высо-
кокачественной мелкозернистой шамотной массы. Наиболее от-
ветственным участком лодочки является щель, поверхности которой
обрабатываются особенно тщательно, так как появление полосно-


336
Рис. 6.6. Схема
лодочного способа формования:
1 — лодочка; 2 — мосты выработочного
канала; 3 — холодильники;
4 — валики машины ВВС
Рис. 6.7. Схема безлодочного
способа формования:
1 — валики машины ВВС;
2 — щитки для улавливания
стеклобоя; 3 — блок;
4 — холодильники; 5 — шамотное
тело; 6 — противосвильный мост
сти на ленте стекла зависит в значительной степени от состояния
поверхности щели. Учитывая сужение ленты стекла в процессе фор-
мования, для получения равномерной ее толщины щель лодочки
выполняется с участками, суженными на концах. Эти участки на-
зываются конусами щели. Длина конусов тем больше, чем выше
скорость вытягивания. В настоящее время при больших скоростях
вытягивания ленты стекла используют лодочки с длиной щели,
увеличенной до (65—70) • 10_3 м. Верх щели располагается на не-
сколько сантиметров ниже верха боковых стенок лодочки.
Погружение лодочки в стекломассу осуществляется на глубину,
не доходящую до верхнего уровня кромки боковых стенок, поэтому
под действием гидростатического напора, создаваемого разностью
уровней кромки и щели, стекломасса поднимается на некоторую
высоту над щелью (см. рис. 6.5).
Силы поверхностного натяжения и повышенная вязкость стек-
ломассы (благодаря искусственному охлаждению на выходе ее из
щели) препятствуют ее растеканию по поверхности. Процесс фор-
мования стекла заключается в непрерывном и равномерном вы-
тягивании ленты стекла из щели лодочки асбестовыми валиками
машины ВВС.
Машины ВВС питаются стекломассой из подмашинных камер,
сообщающихся с ванной печью, в которых производится варка
стекла. Камеры располагаются последовательно на выработочном
канале. Выработочный канал выделен мостами 2 (см. рис. 6.6).
Лента стекла выходит из щелей лодочки в подмашинную камеру и
далее проходит в шахту машины между холодильниками 3 продол-
говатыми плоскими железными коробами, в которые постоянно
подводится и отводится вода. Холодильники устанавливаются с
обеих сторон ленты на расстоянии (40—50) • 10
3 м от верхней кром-
ки щели. Длина холодильника, как правило, на (50—60) • 10-3 м
больше длины щели. Учитывая повышенную скорость вытягива-
ния ленты, над основными холодильниками устанавливают до-
полнительные металлические колосники из труб диаметром 1 ‘/2".
На глубину (50—60) • 10_3 м в стекломассу погружают сплошные
горизонтальные мосты, которые отделяют ванную печь от подма-
шинной камеры. Это необходимо для создания стабильного тем-
пературного режима в подмашинной камере, обеспечивающего
качественное формование ленты стекла.
На торцовой стене в подмашинной камере расположены газо-
вые каналы для разогрева и поддержания необходимой темпера-
туры в толще стены, а следовательно, и в камере.
Температура в выработочных каналах устанавливается в зави-
симости от состава стекла и измеряется специальным оптическим
прибором. Температура луковицы составляет 920—980 °С. При этом
чем ниже температура луковицы, тем более высокие скорости вы-
тягивания ленты могут быть достигнуты при одном и том же со-
ставе стекломассы. Однако при пониженных температурах наблю-
даются кристаллизация стекла в канале и ухудшение его качества.
Поэтому при установке температуры необходимо учитывать все
факторы. Температура перед мостами составляет 1040-1070 °С.
Основным недостатком лодочного способа является полосность
стекла в направлении вытягивания ленты, зависящая в основном
от химической и термической неоднородности стекломассы, не-
ровностей на шамотных стенках щели лодочки. Для борьбы с этим
недостатком и улучшения оптических качеств стекла используют
различные способы, например дополнительный подогрев стекло-
массы в подмашинной камере.
Преимущества лодочного способа — простота установки тех-
нологического запуска и обслуживания, относительно малая чув-
ствительность процесса! формования к колебаниям температуры
стекломассы в канале.
При безлодочном способе формования (см. рис 6.7) стекло вы-
тягивается со свободной поверхности, что достигается при обес-
печении определенной вязкости стекла за счет теплоизолирующих
экранов с вырезами. Экраны помещают горизонтально под зер-
338
р
к илом стекломассы в подмашинной камере — они препятствуют
получению тепла, сохраняют находящуюся под ним стекломассу
к горячем и подвижном состоянии. В центральной части подма-
шинной камеры, в щели, создаваемой экранами, стекломасса ох-
наждается, как в щели лодочки, и покрывается вязкой пленкой,
что необходимо для обеспечения процесса вытягивания ленты.
Кроме того, под местом вытягивания устанавливают на глуби-
не (70—80) • 10_3 м от поверхности шамотное тело, ориентирован-
ное по оси машины и способствующее снижению температуры
стекломассы и получению луковицы (см. рис. 6.7). Недостаток
способа — сложность установки и необходимость сохранения бо-
лее строгого температурного и гидравлического режимов печи и
подмашинной камеры. Преимущества — более длительный пери-
од безостановочной работы машины и более высокая скорость
движения ленты, чем при лодочном способе.
В стекольном производстве для получения листового стекла
используют машины ВВС, конструкции которых в принципе оди-
I !аковы. Некоторые изменения в конструкции связаны в основном
с размером вырабатываемой ленты стекла и способом формования
(лодочным или безлодочным).
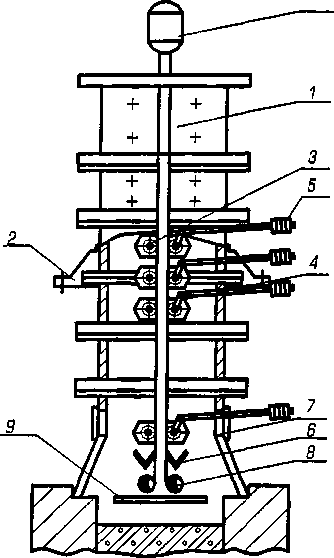
Конструкция машины BBC-ЗА, предназначенной для верти-
кального вытягивания листового стекла безлодочным способом,
представлена на рис. 6.8. Ширина вытягиваемой ленты стекла — до
3,2 м.
Машина В ВС-ЗА представляет собой вертикальную шахтную
печь высотой 11,73 м, в которой происходит вытягивание ленты
стекла с одновременным отжигом и охлаждением. Шахта 1 маши-
ны состоит из шести секций, поставленных одна на другую и
скрепленных болтами. Секции крепятся на балках металлокон-
струкций с помощью кронштейнов 2. Секция состоит из скреп-
ленных болтами лобовых и боковых стенок, отлитых из жаростой-
кого чугуна. Верхняя часть шахты (три вертикальные секции) с
боков открыта.
В шахте установлена 31 пара тянущих асбестированых валков 3,
представляющих собой стальные трубы с напрессованными на них
кольцами из асбестового картона. Валки крепятся в подшипниках,
которые прикреплены к крышкам 4 лобовых стенок. Один валок
в каждой паре установлен в качающихся кронштейнах, укреплен-
ных на крышках, и может отводиться от другого, что позволяет
формовать ленту определенной толщины и пропускать стекло с
местными утолщениями или включениями. Откидные валики при-
339
10
|
|
|
 Скачать 3.15 Mb.
Скачать 3.15 Mb.